If semi-automatic welding of horizontal seams is not particularly difficult for a beginner, then welding vertical seams with a semi-automatic machine requires experience and knowledge of some nuances. During vertical welding, the molten metal is more susceptible to gravity than ever before, but when beads form, it is almost impossible to obtain a high-quality connection. We bring to your attention practical recommendations for welding vertical seams, as well as a brief description of the methods for creating them.
Preparing the device for operation
semi-automatic device
The semi-automatic device consists of an inverter, a burner equipped with a cable channel, a gas cylinder with gearboxes and pressure gauges. Before you begin welding, you must make sure that all system components are in good working order and connected in the correct sequence. Close attention should be paid to:
- Grounding the welding machine body.
- Correspondence of the thickness of the parts being welded to the diameter of the filler wire.
- The chemical composition of the base metal and consumables, which should be similar.
- Composition of shielding gas.
- Wire feed speed and shielding gas consumption. It is best to calculate these indicators in advance so as not to interrupt welding due to lack of materials.
- The length of the wire protruding from the nozzle. It should not exceed 5 mm.
- Current strength.
Having selected consumables and set up the semi-automatic machine, it is advisable to carry out test welding on unnecessary scraps of metal. In case of lack of penetration or burn-through of the seam, the current strength is adjusted and the optimal welding speed is selected in a new way. Also note that preparatory work must be carried out with metal blanks:
- Before welding, it is advisable to connect the surfaces to be welded together with at least two or three points. Thanks to this, the parts will remain motionless during operation.
- Surfaces are cleaned of traces of paint, varnish, dust and dirt. A semi-automatic machine can cope with welding contaminated surfaces, but in this case the connection will be fragile, and toxic fumes cannot be avoided. There is no need to clean off a thick layer of metal, as this will negatively affect the quality of the weld.
- When welding sheet metal arranged in layers, you need to use clamps for reliable fixation.
clamps
Semi-automatic welding of vertical seams: features
When exposed to high temperatures, droplets form on the metal surface. They begin to flow down, thereby preventing high-quality welding. The slag remaining after using the electrode and located in such a drop significantly increases the risk of weld defects. However, if you remove the rod from the welding site for some time, the metal will crystallize and the drop will harden. It is important to correctly calculate the time period intended for cooling the metal, otherwise lack of penetration cannot be avoided.
As a rule, the current strength when semi-automatically welding vertical seams is 5 A less than when welding seams in a different position. Such indicators ensure the integrity of the seam, minimizing the likelihood of undercutting. Semi-automatic welding involves performing oscillatory movements, during which the root of the seam will be welded properly.
As with welding in any other spatial position, a vertical seam can be made in the form of a continuous connection, a point connection, or a continuous intermittent one. In the first case, the seam gives the parts additional rigidity and is used for household and construction needs. The second type is indispensable for car body repairs. The third is also widely used in service stations, but is used for those places where thicker metal needs to be welded.
Types of welding seams
Different types of welds have different settings. The type of weld differs according to the type of connection and the spatial position of the workpieces.
By spatial position:
- horizontal;
- vertical;
- ceiling;
- lower.
By connection type:
- into the joint;
- T-bar;
- overlapping;
- corner.
The simplest joints of workpieces are overlap welding and butt welding in the lower position.
How to weld a vertical seam from top to bottom
When using this method, you should pay attention to the thickness of the welding wire. Since a large amount of slag can make the joint porous, the thickness of the electrode should be much less than the width of the intended weld. A thin electrode guarantees quick setting of the weld pool without dripping of molten metal. Thanks to this, a larger number of workpieces can be welded in a short period of time.
When welding from top to bottom, it is best to use cellulose and plastic coated wire. The first type contains a large number of organic compounds, which, during the process of melting the electrode, saturate the welding zone with hydrogen. To avoid the occurrence of so-called seams. “fish eyes”, the structure to be welded must be kept at room temperature for some time before work. If possible, you can calcinate the parts at a temperature of 250-300 °C, this will prevent the metal from being oversaturated with hydrogen. Plastic-coated wire is more effective: it ensures continuous burning of the arc, the seam is strong, without pores and microcracks, and the slag crust is separated quite easily.
Semi-automatic welding: secrets of mastery
Welding is considered the most reliable method of obtaining a permanent connection between two elements of a welded structure or product. The basic diagram of welding work depends on which welding method is chosen in a particular case. The simplest and therefore frequently used welding method today is semi-automatic arc welding.
This article will focus on welding steel pipelines. The quality of welding in this process is very important: the quality of the entire pipeline and its sealing will generally depend on the quality of the welded joints. We will tell you further about how steel pipes are welded and what is important to pay attention to.
Welding metals using different methods is used both in industry and in everyday life. Manual arc welding is especially popular: it produces a high-quality connection, does not require expensive, bulky equipment, and can be performed by beginners. We will tell you in this article what is important in the technique of welding metals in this way.
stalevarim.ru
How to weld a vertical seam from bottom to top
It is much more difficult to weld vertical joints using this method, but, nevertheless, most welders resort to it if they have to connect critical structures.
Semi-automatic welding from bottom to top implies a different location of the weld pool. It is located from below, and from above it is filled with liquid metal. To prevent the molten material from spilling, you need to concentrate on manipulating the electrode:
- It is necessary to maintain the angle between it and the vertical seam.
- The end fixed in the holder must be below the melting end.
- The melting of the electrode should occur more slowly than the weld pool will crystallize.
- Welding is performed by oscillatory movements. In this case, the heat source does not linger for a long time at one point, and metal spreading and burns can be avoided.
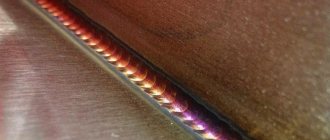
vertical seam from bottom to top with root penetration
Welding thick metals
When welding workpieces thinner than 4 mm, chamfers are removed from the edges. This is done to obtain deep penetration. The burner is not driven in a straight line, but with slight oscillatory movements. For example, zigzag, spiral, back and forth, etc. This will make the seam deeper and wider.
Rules:
- a gap of 1-2 mm is made between the parts;
- the width of the welding seam should be equal to the thickness of the workpiece (approximately), for example, if 2 parts with a thickness of 6 mm are being welded, the seam should extend 3 mm onto each of them;
If the thickness of the workpieces is more than 5 mm, it may be necessary to cook in several passes. The first seam is made in the center, the second and third - above and below the first seam.
In practice, it is not difficult to understand how to operate a semi-automatic machine. You can get acceptable results already on the first day of training. The main thing is not to be afraid to experiment and remember that the semi-automatic settings are individual for each welder.
Some vertical welding technologies
You can weld a vertical seam semi-automatically using not only classical methods. Quite common methods of welding vertical seams include the following:
- Triangle. The vertical can be welded using this method if the thickness of the surfaces to be joined does not exceed 2 millimeters. Before starting work, it is necessary to blunt the edges of the parts. The welding direction is from bottom to top, the optimal electrode thickness is 3 mm, and the current is in the range of 80-100A. After forming a shelf at the bottom of the joint, the electrode is moved to one of the edges, the edges are melted, filling the bath. Then the actions are repeated at the other edge, and the weld pool is obtained in the shape of a triangle.
- Herringbone. It is used if the gap between the surfaces is 2-3 mm. The metal is “pulled out” from the depth of the gap, located on the plane of the edge, then it returns deeper into the gap. Welding occurs from bottom to top. This technology is much like a loop. In order for the metal to be distributed evenly in the gap, it is necessary to practice the movements until they become automatic and carefully ensure that no cuts occur on the edges.
- Ladder. It is used with a gap exceeding 4 mm, if the edges of the parts are minimally blunted. With zigzag movements of the electrode, there is a slight vertical rise and small stops at the edges, necessary for metal penetration.
Travel options
Vertical welding, depending on the direction of movement, is carried out using methods - from bottom to top or vice versa. The bottom-up option is simpler and more convenient. The weld pool is pushed upward by an arc. It also prevents it from falling down.
The initial location of the weld pool is at the bottom. Molten metal enters it from above. To prevent metal splashing, the electrode must be at an angle relative to the vertical plane in which the weld will be located. Since its melting end is located above the other, installed in a holder or held by the welder's hand, this supports the pool, preventing the metal from splashing. The lower layers crystallize, turning into a stand for the next bath. This is how vertical electrode welding occurs using a popular method.
When forming a vertical seam from the bottom position without breaking the arc, the electrodes are moved without changing direction and without horizontal displacements. The inclination of the electrode is within 80-90 degrees. This will ensure that you can get a flat seam. The speed at which the electrode moves must be quite high. Constant monitoring of how vertical seams are welded is required. Then, when metal flows out from one edge of the bath, you can move to the other edge without stopping the upward movement.
It is also possible to make a vertical weld with arc separation. Beginning welders can use this. During the time that separation occurs, the temperature of the parts decreases. To support the electrode, just as in the previous case, you can use the crater shelf.
Another way to weld a vertical seam with an electrode is to move from top to bottom. With this option, the electrode is also placed with the end up. The weld pool is supported by an electrode and an electric arc.
Welding from top to bottom is more problematic. When using this method, the difficult task is to stay ahead of the melting of the lower edge of the weld pool, while holding it. Since no heat is supplied from the electrode, crystallization of the upper edge should occur during this time. When liquid metal splashes, the current and downward speed of the electrode should be increased. Increasing the seam width will also help solve the problem.
How to properly weld a vertical seam. Tips for beginners
Despite the fact that welding using a semi-automatic machine is easy even for beginners, some work should be approached very responsibly, armed with the recommendations of experienced craftsmen. Making vertical seams is one of these situations where the experience of predecessors will come in handy.
- To achieve stable arc burning, the rod should be given a perpendicular position during arson.
- To avoid drips, the electrode is kept in an inclined position during operation.
- If your priority is not high productivity, but a neat seam without the slightest smudges, then you should reduce the length of the arc. Accelerated crystallization will avoid leaks.
- The rate of metal crystallization can also be increased by increasing the current strength and weld width. However, when using this method, be prepared for the fact that the seam will turn out to be of slightly worse quality.