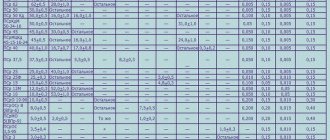
Melting point and other properties of tin and lead based solders
The table shows the melting point of solders of common brands based on tin and lead, as well as their thermophysical and mechanical properties.
The properties of solders are given at room temperature. The table shows the following properties: melting point of solders (solidus and liquidus) in degrees Celsius, solder density, electrical resistivity, thermal conductivity, tensile strength, elongation, impact strength, Brinell hardness, HB.
The melting point of solders (liquidus - the liquid state of solder) based on lead and tin is in the range from 145 to 308 ° C. It should be noted that the melting temperature of the solder, equal to 145°C, corresponds to POSK 50-18 solder, which belongs to the category of low-melting solders. At a temperature of 308 degrees Celsius, POSSu 5-1 solder is in liquid form.
The properties of the following solders are considered: POS 90, POS 61, POS 40, POS 10, POS 61M, POSK 50-18, POSSU61-0.5, POSSU 50-0.5, POSSU 40-0.5, POSSU 35-0, 5, POSSU 30-0.5, POSSU 25-0.5, POSSU 18-0.5, POSSU 95-5, POSSU 40-2, POSSU 35-2, POSSU 30-2, POSSU 25-2, POSSU 18 -2, POSSU 15-2, POSSU 10-2, POSSU 8-3, POSSU 5-1, POSSU 4-6.
According to the table, it can be seen that the density of solders varies from 7300 to 11200 kg/m3 . The solder with the minimum density is tin-lead solder POSu 95-5. The heaviest of the solders considered is POSSu 5-1 solder - the density of such solder is 11200 kg/m3.
The thermal conductivity of solders in the table is given in kcal/(cm·s·deg). Solders with maximum thermal conductivity are POS 90 and POSK 50-18 - their thermal conductivity is 0.13 kcal/(cm s deg).
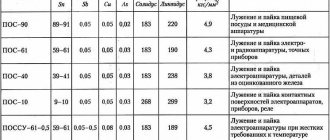
Composition of solder alloys
The physical and mechanical properties of consumable filler materials, in particular their melting point, are determined by the content of the components included in their composition.
Typically, such alloys consist of several chemical elements, but the name of the compositions is determined by the element that is the main one and exceeds all others in content. For example, tin-based solders are called tin solders.
There is a large family of solders containing significant proportions of lead and tin. Such soldering alloys are usually called tin-lead.
For them, the letter designation POS is adopted, followed by a number indicating the percentage of tin in the composition of this solder.
Table 2. Chemical composition of solders:
| Solder grade | Chemical composition, % | |||||
| Tin | Antimony | Copper | Zinc | Lead | Aluminum | |
| POS-40 | 39…41 | _ | _ | — | Rest | — |
| POSSu40-0.5 | 39…41 | 0,05.-0,5 | — | — | — | — |
| POSSu40-2 | 39…41 | 1.5…2 | — | — | — | — |
| POSSUZO-O.5 | 29 31 | 0,05-0,5 | — | — | —»— | — |
| POSSUZO-2 | 29…31 | 1,5-2 | — | — | —»— | — |
| A | 38,6…42,1 | — | 1,5-2 | 56…59 | — | — |
| TsO-12 | 12 | — | — | 83 | — | — |
| TsA-15 | — | — | — | 85 | — | 15 |
The components that make up the solder affect the physical properties of the alloy, forming something new that is not inherent in each of the components individually.
In this case, the greatest influence on the resulting properties of the solder (such as its melting temperature) is exerted by the element having the highest specific gravity in the alloy.
Thus, soldering alloys based on such a low-melting metal as tin are low-temperature or soft. This emphasizes the connection between the melting temperature of a metal and its mechanical hardness.
That is, metals that melt at a lower temperature are softer.
There are many solders that are based on copper, aluminum, zinc, silver, gold, and platinum. High-temperature soldering is carried out with alloys that include titanium, zirconium, molybdenum and other metals.
Melting temperature of solders and low-melting alloys
The table shows the melting temperatures of solders and low-melting alloys based on mercury Hg, cesium Cs, potassium K, bismuth Bi, thallium Tl, indium In, tin Sn, lead Pb, cadmium Cd, Wood's alloy, Rose alloys, gold Au , magnesium Mg, zinc Zn, silver Ag.
The melting temperatures of solders and alloys in the table are given starting with the most fusible alloys and range from -48.2 to 262°C. In alloys with a negative melting point (from minus 48.2°C), the content of mercury and alkali metals predominates. Low-melting alloys with a melting point from 200 to 260°C have a predominant content of bismuth and thallium in their composition.
Note: eut - eutectic alloys or close to them; For non-eutectic alloys, solidus temperatures are given.
Electronics for everyone
Fluxes During the soldering process, due to heating, the parts oxidize and the solder ceases to wet them. To prevent this from happening, fluxes are used - substances that dissolve the oxide film and promote soldering. By the way, if anyone doesn’t know, the process of coating one metal with another is called tinning. Am I saying banal things? Well, this is an educational program! Rosin
| Rosin - a classic of the genre |
The simplest and most popular flux. This is ordinary purified pine resin. When soldering, first take a little solder onto the tip, then poke it into the rosin to get resin onto the tip, and then quickly solder before the resin evaporates. The method is not very convenient, so they often do it differently. Take ordinary ethyl (medicinal) alcohol and dissolve crushed rosin in it until it dissolves. Afterwards, this solution is applied with a brush to the parts to be soldered and soldered. The activity of rosin is not high, so sometimes nothing works out - the details are not tinned, but rosin has one huge advantage, which sometimes overcomes all its shortcomings. Rosin is absolutely passive. That is, it does not need to be removed from the soldering site, since it does not oxidize or reduce metals, while being an excellent dielectric. This is why I try to make the most critical solderings with alcohol-rosin flux.
LTI-120
| LTI-120 |
| Glycerol-hydrazine |
| Rosin-gel. Super thing |
| F-34A - chemical weapon of mass destruction. |
| Flux palette |
One of my favorite fluxes. It is a red liquid that contains rosin and a number of additives. Solder it in the same way as regular alcohol-rosin flux - spread it on the parts with a brush and solder. But there is one trick. In the original version, LTI-120 is a liquid infection, spreads on a thin layer and dries instantly, in general it is not very convenient to use. I figured out how to overcome this. I made myself a palette of fluxes - I glued a bunch of bottle caps onto a small batch, poured different fluxes into them and glued this thing onto a coil of solder. It turned out very convenient and compact. So, after pouring LTI-120 into the cap, I let it sit for a couple of days. During this time, it will dry out and thicken to the state of liquid honey. Now it’s convenient to spread it with a sharp toothpick exactly where you need it. And if it thickens too much, then either I’ll drop a little alcohol in there, or I’ll add a little more fresh flux and stir it. The manufacturer claims that LTI-120 does not need to be washed off. In principle, this seems to be the case, he is not active. But the additives in it confuse me, so I always wash it off. It is washed off with a wide brush dipped in alcohol. Or just use a brush under running tap water. There is nothing wrong with washing the finished board with water, the main thing is to dry it well afterwards.
Rosin gel Excellent stuff. It appeared in radio stores not long ago and has already earned my love and respect. It is a thick brown paste based on rosin, sold in syringes. It spreads perfectly directly where it is needed and does not leave residue on the soldering iron, like LTI-120. Easily washed off with water or alcohol, in general, rulez!
Glycerol-hydrazine. Killer active flux, which is easily washed off with water, does not leave dirty sticky marks or oxides. But it needs to be washed off. Rinse thoroughly. Otherwise, in a couple of years it can corrode the board tracks or its remains will become conductive and terrible leaks will occur along the surface of the board between the tracks, which will have an extremely negative impact on the operation of the circuit. I'm also not sure about the safety of its vapors. You can use it once or twice, but I don’t like using it all the time. But overall, this is an awesome flux, and it’s a pleasure to solder with it.
Glycerin-Salicylic flux . He is FSGL. Honestly, I have no idea where this crap even comes from. I’ve had a jar of this flux since childhood (which is actually why I almost never soldered with rosin) - my dad stole it from a defense plant. I have never seen it on sale for free. It burns as vigorously as Glycerin-hydrazine, but does not contain any impurities that are questionable from a toxic point of view. It contains 90% glycerin, 5% salicylic acid, 5% water. Should I buy some salicylic acid at the pharmacy and apply it myself? This is such a crazy recipe. One drawback - you need to wash it off, it is active. But it washes off easily with water.
F-34A Hellish acid mixture. When soldered, it produces a terrible, caustic exhaust that poisoned half of our laboratory. You can solder this crap only in a gas mask and with a powerful hood, but this crap solders everything, something that other fluxes could never even dream of. This slurry prevents ingress - rust, oxides, steel, coatings, even aluminum can be soldered. So if you have to solder to a rusty nail, then drop this crap, hold your breath and LOOP!
Imported no-clean fluxes. To be honest, I haven't used them. They say they are cool, but IMHO it’s not rational to solder them just like that - they are too expensive, and they don’t sell them in our city, but it’s a shame for me to order them. Rather, they are for professional use, such as repairing cell phones or soldering BGA cases (this is when the legs are in the form of an array of balls under the microcircuit body). If you are interested, look for information on cell phone repair forums, they know everything about this matter.
Hemp-based Dutch flux I have no idea who makes it or where they sell it, but I know for sure that it exists! I was especially convinced of this after poking around in the product diagrams of the company where I previously worked. The developers are clearly sold on them. Since I have never seen such stoned circuit solutions.
Soldering iron in hand and go!!! I told you about fluxes, now, actually, about the soldering process. This is not a tricky thing. To begin with, it is advisable to tin the parts. You moisten them with flux, pick up a little bit of solder with the soldering iron tip and spread it over the surface. There is no need to rush; the parts should be covered with an even, thin, shiny layer. There is no need to tin the leads of microcircuits and radio components - they are already tinned at the factory.
The solder should be liquid, like water. If it is lumpy, with pronounced graininess and matte, then there are two reasons - the temperature of the soldering iron is incorrect , or the solder is low-grade crap . If the soldering iron is too cold, the solder will be on the verge of solid and liquid, will be viscous and will not wet. If the soldering iron is overheated, the solder will instantly become covered with a gray film of oxide and will also tin tin disgustingly. The ideal temperature of a soldering iron when soldering with POS-40 solder ( 60/40 Alloy ), in my opinion, is about 240-300 degrees. For ST-96, it is enough to set the regulator by 2/3 in the direction of increase.
If you solder a printed circuit board, then the tracks also need to be tinned. But this must be done carefully. Textolite that is sold in the vastness of the Motherland often also turns out to be rare shit and when heated, the foil falls off instantly. Therefore, you cannot heat the board for a long time - the tracks will fall off. Usually I just thoroughly lubricate all the tracks with LTI-120 and quickly run a flat soldering iron tip with a drop of solder along each one. As a result, I have perfectly tinned tracks with an almost mirror-like surface.
There is a popular method for quickly tinning large boards:
| Solder Removal Braid |
| My tin |
Take a braid to remove solder, this is a copper sponge, sold in rolls of 30 rubles per meter. If you don’t find it, you can pick out the braided shielding from a thick television coaxial cable - the same crap, just more fuss. The board is properly lubricated with flux, the braid is properly impregnated with solder and is also poured with flux. Then this crap is messed around with a soldering iron on the surface of the board. To prevent the braid fibers from sticking to the tracks, it is better to take a larger and more massive soldering iron.
This is how I completely improved the method. I took an old powerful 60W soldering iron, wrapped the tip in this braid, impregnated it with Rose alloy and now puddle the board in one motion. Why Rose? And it’s easier for them to tinker; when the soldering iron touches the board it cools down sharply, because... gives off heat. If the braid is moistened with ordinary solder, then it is immediately welded with separate fibers to the board, and the Rose alloy is lightweight and does not stick.
Soldering transistors, diodes and microcircuits. Here I would like to draw special attention. The fact is that semiconductors are destroyed by too high a temperature , so there is a risk of burning the microcircuit due to overheating. To prevent this from happening, it is advisable to set the soldering iron to 230 degrees or so . This is a completely tolerable temperature that the microcircuit can withstand for quite a long time. You can solder and take your time. Conventional, non-adjustable soldering irons have a tip temperature of about 350-400 degrees , so you need to solder quickly, with one touch. No longer than a second on each leg and take at least a 10-15 second break before starting to solder the other leg. You can also hold the leg with metal tweezers - it will serve as a heat sink.
Soldering wires It is better to tin the ends separately before soldering, and if the wire is soldered to a printed circuit board, then it is very advisable to drill a hole in the board, bring it in from the other side and only then solder it. In this case, the risk of tearing off the droshky when tugging on the wire is reduced to zero.
Soldering with solder wire. This is how microcircuits are usually soldered. They grab it diagonally by the outer legs, lubricate everything with flux, and then, holding a soldering iron with one hand and a thin wire of solder with the other, quickly solder all the legs.
Soldering wires in varnish insulation Any winding wire, like those that are wound around a transformer, is covered with a thin layer of varnish. To solder to it, this layer of varnish needs to be peeled off. How to do it? If the wire is thick, you can burn it a little with the fire of a lighter, the varnish will burn, and the carbon deposits can be cleaned off with rough cardboard. If the wire is thin, then either carefully scrape it with a scalpel, holding the scalpel strictly perpendicular to the wire, or take an aspirin tablet and firmly press and rub the hot tip of the soldering iron along the wire on the aspirin. When heated, the aspirin will release a substance that will eat the varnish insulation and clean the wire. It will really stink
Third hand
| Convenient holder. |
I recommend getting a grip like this. A damn convenient thing, it allows you to hold some Cthulhu while soldering, the ends do not dangle from side to side. By the way, beware of spring-loaded conductors! When soldering, it can jump off and throw a drop of solder in your face, I can’t remember how many times this has flown into my face, but it could have even hit my eye! So follow safety precautions!
The sponge tip of the soldering iron gradually becomes dirty and becomes covered with soot. This is normal, usually the flux is to blame, the same LTI-120 burns, God forbid. You can use a special sponge to clean the soldering iron. This yellow stuff comes with soldering iron stands. It must be moistened with water and squeezed out, leaving it damp. By the way, the sponge dries constantly, so that it doesn’t get wet every time; you can soak it in regular medical glycerin. Then it won't dry out at all! Damn convenient! If you don’t have a sponge, then take a cotton cloth, put it in an iron tray and also soak it in water or glycerin. Our installers kept an ordinary waffle towel on the table and wiped the soldering iron on it.
By the way, about safety precautions.
- First, arrange everything so that it is convenient.
- Keep an eye on power cords. The soldering iron loves to burn through its own wire . He's just manic. And this risks, at best, repairing the wire, at worst, a short circuit and fire.
- Do not leave the soldering iron turned on, even for a short time. The “ Gone - turned off ” rule must be strictly followed.
- Rule two - the soldering iron must be either in your hand or on its reliable stand . And no other way! Under no circumstances should you put it on the table or on the first thing that comes along on the table. The cord will drag him away in a moment.
- Don't forget about exhaust hood and ventilation . If you solder, then at least open the window, ventilate the room, or better yet, put a fan (at least 80mm from the computer) or an extractor hood on the table.
It's better to see once than to read a hundred times: No problem! At your service are a bunch of videos from You Tube for the request “solder”. You'll see how the professionals do it. Watch and learn!
Density of solders and babbits, their thermal conductivity and thermal conductivity
The tables give the thermophysical properties of some solders and babbitts (anti-friction bearing materials) at room temperature. Properties such as density, coefficient of thermal expansion and thermal conductivity are presented.
The properties of the following solders and babbitts are indicated: POS-30, POS-18, PSr45, POTs70, POTs60, 34A, eutectic silumin; babbits, B83, B16, BKA, B88, B89, B6.
It should be noted that the density of solders, coefficient of thermal expansion (CTEL) and thermal conductivity of solders and babbitts have similar values, with the exception of solder 34A and eutectic silumin, which are 2-4 times lighter.
Composition and thermal conductivity of solders and babbitts at different temperatures
The table shows the composition and value of the thermal conductivity coefficient of aluminum antifriction alloys, babbitts and solders at temperatures from 4 to 300 K (from -269 to 27 ° C).
The following solders and bearing materials were considered: AN2.5, AO6-1, BKA, B16, B83, B88, POS61, POS18, POSSu18-2, POSSu40-2, Wood's alloy, Rose's alloy, PSr25, PSr44, PSr70.
The most thermally conductive antifriction alloy, according to the table, is the AO6-1 alloy - its thermal conductivity is 180 W/(m deg). Silver solder PSr70 (based on silver and copper) has the highest thermal conductivity among the considered solders - the thermal conductivity of this solder is 170 W/(m deg).
Sources:
- Physical quantities. Directory. A.P. Babichev, N.A. Babushkina, A.M. Bratkovsky and others; Ed. I.S. Grigorieva, E.Z. Meilikhova. - M.: Energoatomizdat, 1991. - 1232 p.
- Chirkin V.S. Thermophysical properties of nuclear technology materials.
- Tables of physical quantities. Directory. Ed. acad. I.K. Kikoina. M.: Atomizdat, 1976. - 1008 p.
- Non-ferrous metals. Directory. - Nizhny Novgorod: "Venta-2", 2001. - 279 p.
Solder paste
Soldering is most often carried out using solder and flux. In order to do the job well, it is necessary to choose the right grade of alloy for each specific task.
The paste differs from ordinary solder in that it contains two components at once: solder and flux, which significantly speeds up the process of soldering parts, especially when it comes to SMD elements.
Any paste is a thick, dense mixture of various substances. It has become widespread in industry. Electronics manufacturers actively use it in their production.
Types of solder pastes.
Depending on the composition of the paste, the following types are distinguished:
- washing;
- water soluble;
- halogen-containing;
- no-wash;
- halogen-free.
Its properties are determined by the type of flux that is added to it. If we are talking about the first type, then rosin is used. To clean the product from such a paste, a solvent is used.
It is important to choose the right paste depending on the job at hand. For example, if you have to solder a lot of small parts on a board, then it is better to give preference to a thicker paste.
For high-quality soldering, it is necessary to carry out preparatory work. The board should be cleaned and degreased. All contacts should be tinned using low-melting solder.
When working with SMD elements, it is necessary to apply a thin layer of paste. Otherwise, you can short-circuit the contacts of the microcircuits.
When using a large board, it is advisable to use bottom heating. This is best done using a soldering station. For these purposes, you can also use a hot air gun or other means to provide heating up to 150°C. If this is not taken care of, then she may be led away.
After finishing work, all excess paste is removed, which can be easily done using a soldering iron with various attachments.