Among the wide variety of carpentry technological operations, there are a number of those, for high-quality performance of which one cannot do without the use of specialized power tools, which include a filler router and lamella-type devices. In order for the use of such equipment to bring the desired results, it is necessary not only to have information about its design and selection rules, but also to know how to properly configure milling cutters of this type before starting work.
The main purpose of lamellar routers is to make grooves for miter joints in the corners or in the middle of panels
Characteristics
Pictured: Kress 800 FDF lamellar router.
The motor power
for both lamella and filler milling cutters is 590-800 W. Tool diameter, speed and depth
- “Lamelniks”
are equipped with a cutter with a diameter of 100 or 105 mm, which makes 9, 10 or 11 thousand revolutions per minute and plunges into the material to a depth of 20 or 22 mm. - Additive milling cutters
- their cutting equipment is replaceable, because dowels come in different diameters. You can install cutters with a “caliber” from 3 to 12 mm. The rotation speed is 18,500 rpm at idle, and the maximum milling depth is 40-43 mm.
Frequency adjustment
Lamella and filler milling cutters do not have it. These highly specialized machines simply do not need it.
Images used in this article: dewalt.ru, kress-tools.com, milwaukeetool.ru
Main technical characteristics
The vast majority of modern models of lamellar and filler type milling machines have a power in the range of 590–800 W.
The working tools with which lamellar milling machines are equipped are disk cutters with a diameter of 100 or 105 mm. When performing processing, such a tool can rotate at a speed of 9, 10 or 11 thousand rpm and plunge into the material being processed to a depth of 20 or 22 mm.
Working attachment of a lamellar router
Milling cutters of the filler type are equipped with replaceable working tools, the diameter of which is selected depending on the cross-section of the hole created with their help. Thus, the diameter of these tools, rotating at idle speed at 18,500 rpm and immersed in the material being processed to a depth of 40–43 mm, can be in the range of 3–12 mm.
It should be borne in mind that the rotation speed of the tool that is equipped with filler and other specialized milling cutters is not adjustable, since there is no need for this.
Lamellar router
The lamellar router is designed to work with both hard and soft wood. Can be used when processing chipboard, MDF, plastic, soft metal and other materials.
Kinds
It is worth highlighting some subtypes of lamellar routers. They differ both in design features and in their capabilities.
- Disc routers are equipped with a V-shaped disc cutter. They are used to select a groove whose walls are at an angle of 45 degrees. The tool is used to create corner joints with a small radius of curvature.
- Dowel routers are professional power tools used to select grooves for dowels. They are used in the manufacture of permanent, fairly strong connecting elements.
- Highly specialized lamellar milling machines are a type of dowel milling machines. They are designed for making grooves for lamellas.
Lamellar router
The lamellar router is designed to work with both hard and soft wood. Can be used when processing chipboard, MDF, plastic, soft metal and other materials.
Kinds
It is worth highlighting some subtypes of lamellar routers. They differ both in design features and in their capabilities.
- Disc routers are equipped with a V-shaped disc cutter. They are used to select a groove whose walls are at an angle of 45 degrees. The tool is used to create corner joints with a small radius of curvature.
- Dowel routers are professional power tools used to select grooves for dowels. They are used in the manufacture of permanent, fairly strong connecting elements.
- Highly specialized lamellar milling machines are a type of dowel milling machines. They are designed for making grooves for lamellas.
Other milling machines
In addition to these types, there are a number of lesser-known models that have a very narrow spectrum of action. Let's look at the most famous ones.
- Grooving router Mafell NFU 32 913501 is a universal device, characterized by a parallel stop on both sides
- Router with water supply MESSER M3031 10-40-009 – used in the manufacture of tabletops or window sills. The device is equipped with a water cushion, which speeds up the work process, creates additional cooling and improves the final result.
- The groove selector FLEX F 1109 251338 is distinguished by the presence of 4 rotating cutting plates.
Mafell DD40 P PowerMAX for soft wood
This invention causes different opinions among users, but most of them agree on one thing: power tools are more effective when working with workpieces made of soft wood, chipboard or MDF. Even with good power, the rotation speed leaves much to be desired. As a result, the model also loses to Russian competitors in terms of maximum milling depth. Among the advantages are reduced weight with a stable structure on a metal platform, a long cord and a solid package.
Advantages:
- power 1000 W;
- productivity 13500 rpm;
- adjustable turret stop;
- milling at a depth of up to 40 mm;
- it is possible to connect a vacuum cleaner;
- long cable 4 m;
- included are 8, 10 and 12 mm cutters with an 8 mm collet;
- The set includes dowels of different sizes and attachments for them;
- there are additional stops;
- 2 anti-slip mats;
- weighs only 2.8 kg.
Flaws:
- designed for soft wood;
- cost from 60,000 rub.
What is
Several decades ago, wooden furniture elements were fixed to each other using tenon joints. However, during the period of widespread use of board materials, such as chipboard, MDF, there was a need to create a more reliable fastening method. The problem that arose was due to the need to mark a large number of holes to combine the elements. Without the use of a furniture additive machine, it is quite difficult to implement it - the time costs increase many times over. To ensure that all measurements are accurate, an additive card is installed in the device. This is a special drawing on which the points where the holes are supposed to be made are located in appropriate places.
Varieties All furniture machines are divided into several groups in accordance with different characteristics and criteria:
- appointment;
- number of spindles and traverse;
- number of drilling heads.
Each type of device has certain characteristics. The choice of equipment depends on the needs of the master, furniture configuration and production volumes.
By purpose
All devices for furniture production can be divided into two large groups:
- Universal machines. They are used not only for creating holes, but also for their subsequent processing. In mass industry, this type of equipment is used, since it combines many capabilities at the same time. Instances of low productivity and small size are perfect for beginners in this craft.
- Specialized devices. They are mainly used on conveyors, so one machine is capable of processing several parts together. Can be easily customized for different use scenarios. Most of the filler devices fall into this category.
Methods for creating antique furniture with your own hands, drawings and diagrams. There are also special mechanisms that are used exclusively for processing blanks of the same type. They cannot be reconfigured for other sizes and configurations.
Universal
Specialized
By number of spindles and traverse
According to this criterion, machines can be classified into:
- semi-automatic;
- positional;
- with programmable settings;
- additive mechanisms for hinges.
The most common are positioning machines, as they are easy to operate and reliable.
Semi-automatic
Positional
With automatic settings
For loops
By number of drill heads
A homemade furniture additive machine can have a different number of heads installed. Depending on this, the operating principle of the device changes significantly. Designs with a single head differ in that the workpiece must be clamped by pistons on a special table, and also correspond to the direction of the ruler. This was done to ensure that the part was positioned as needed. When the motor is turned on, the head moves towards the workpiece. Then the person, using the controls, releases the clamps and, if necessary, replaces one part with another. Due to the fact that the spindles move at an angle of 90°, high functionality of the installation is achieved. This makes it possible to select grooves and process beveled sides, which is why these devices are used in small companies with a low flow of parts.
Machines with multiple heads have different attachments: one for edge processing and several for drilling. A support is installed on the frame, which serves to fasten the part. The workpiece is placed on special strips and then clamped with clamps. When the engine is running, all heads work. Additionally, speed and position regulators are installed, which makes the equipment very expensive.
Single head
Multi-spindle
How to choose a manual router
When buying such a router, you need to remember that the tool is purchased for many years, and you need to be very careful in choosing it.
Determining the required power
An important characteristic is the power used. Milling cutters are divided into the following categories:
- Low power. The lightest ones have a power that does not exceed 750 watts. They weigh approximately 1-3 kg.
- Medium power. The power of medium-sized milling machines is in the range of 750-1500 watts. The weight of the tool is 3-5 kg.
- High power. Designed for power 1500-2300 watts. Their weight exceeds 5 kg.
The most powerful tools are preferred by those who will use them regularly. Such a router will be able to cope with any professional tasks in its field of application. However, beginners will find it difficult to use such a device effectively.
When determining the most appropriate category, you need to carefully consider your needs for its use. In this case, you need to take into account:
- the regularity of such work;
- duration of continuous use of the tool;
- using it for processing hardwood.
You need to choose the best option: the tool should be powerful enough to effectively solve the tasks, but not too massive so as not to cause additional difficulties during work.
Accounting for spindle speed
The faster the rotation occurs, the higher the quality of the machined surface. However, when high precision is required for processing, it is better to use a milling cutter with a lower number of revolutions.
Most of these tools have a speed of 20,000-30,000 rpm. For slow ones it is 10,000-20,000 rpm. High-speed routers can have spindle speeds as high as 35,000 rpm.
When choosing a suitable model, it is important to consider the diameter of the cutting part. The larger it is, the lower the rotation speed can be. The cutting edge will have a higher linear speed. If you rotate it very quickly, the wood surface being treated may start to burn. Since speed is related to the diameter of the spindle used, the best option is to use a variable speed router.
It can be performed smoothly or in steps. Typically, manufacturers indicate the optimal speed for operation in the technical data sheet of the device, but in this matter the final decision is made by the master.
Working stroke
The depth to which the tool penetrates into the material being processed is called the cutting stroke. When using a tool, it is sometimes attached to a special table, on the surface of which the part being processed moves. In this case, the working stroke of the cutter will be less by the thickness of the table.
The larger it is, the more diverse the possibilities for using the tool. For instruments belonging to the light category, this size is in the range of 20-50 mm. In professional models of milling cutters, the working stroke is 70-80 mm.
It should be noted that the groove is not cut to its full depth the first time. In this case, there will be too much stress on the tool. The groove is created in several passes. In cases where hardwood is processed, a single approach is made with an even shallower depth. Some tools provide the ability to adjust the depth of immersion. Its accuracy is at least 0.1 mm.
How to use a router. Tips for beginners
Additional tool features
Some types of milling cutters provide additional features that increase work efficiency. Here are some of them:
- Constant electronics can be used. During operation, the spindle speed may slow down. In order to compensate for this, automatic adjustment can be provided to maintain the rotation speed at a constant level.
- In powerful milling cutters, when turned on, there is a sharp jerk. In order to avoid this, some models provide a smooth speed switch.
- During prolonged and continuous operation, overheating of the windings is possible. Overload protection can be used, which measures the temperature and takes certain measures when it exceeds a predetermined level. Actions in such a situation can be different: from turning on the indicator light to temporarily stopping the rotation of the cutter.
The tool must have an additional button to protect against unintentional activation. It must be pressed simultaneously with turning on the device. Otherwise, the tool will not turn on.
Author: RUNSMOR
Purpose and features
Unlike universal hand-held milling cutters, the design of which allows them to be used to perform various technological operations related to the processing of wood products, devices of a specialized category are designed to solve a specific task.
- Milling seats for embedded dowels. The dowel milling machine, which is used to perform such a technological operation, allows for the connection of parts with high precision. Dowel milling cutters are used to form both detachable and permanent connections of furniture structural elements.
- Creating round-shaped grooves designed to accommodate oval plates called lamellas. To perform this technological operation, a lamellar milling cutter is used, working in conjunction with a horizontal cutter, the working surface of which is equipped with cutting teeth. A lamellar milling cutter is a fairly universal tool with which you can form narrow grooves or create semicircular protrusions on the surface of the workpiece.
- Creating holes for dowels. This technological operation is performed using milling cutters belonging to the filler category.
The filler mill is designed to form grooves of the required depth and width for joining parts with dowels
Which to choose
For a small workshop, for the home the most rational option is Interskol FMS 12 710 .
The first products released around 2011 were raw and unfinished. The entire batch of goods was not defective, but there were some milling cutters with defects. Since 2012, Interskol has increased the warranty on its products to 2 years. The tool was refined and weak points were eliminated. However, when purchasing, you must fill out a warranty card and keep receipts. If, nevertheless, you come across a substandard specimen with a violation of the alignment of the cutters, it can be replaced.
For production where a filler mill is required every day and works for many hours, the best option from the 5 above is Mafell DDF40 maximax im t max 918602 . It is expensive, but any industrial equipment is not cheap. When you need to work, and not adapt to the features of a low-quality tool, a completely German router is best suited.
In large productions, an expensive tool always pays for itself many times over. And there is a rule - it is better to buy a reliable tool once than to buy a low-quality cheap one several times.
For very small volumes or one-time work, holes for dowels can be drilled with a drill or a regular router. In this case, the most important thing will be accurate markings and compliance with them when drilling.
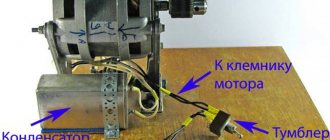
Homemade drilling and adding machine for furniture production
The filler machine is designed for drilling holes for hinges and fasteners in the process of manufacturing cabinet furniture. They make multiple holes accurately and accurately, without tearing or chipping. High-quality equipment allows you to speed up the production process, reduce costs and reduce the percentage of defective workpieces.
Multi-spindle drilling head
An additive machine of any type certainly contains this element.
The head consists of spindles installed in a row at equal intervals of 3.2 cm. This is a standard for furniture equipment that almost all manufacturers adhere to.
Differences are possible for special devices, for example, those that make holes for façade hinges. Drilling parameters depend on the characteristics of the hinges.
The movement from the electric motor comes through gears located inside the head. The head, depending on the number of spindles, can be equipped with a pair of electric motors. A similar scheme determines the rotation of the spindles in different directions. Therefore, drills with right and left screws can be used as executive bodies. Spindles rotating from the same motor are marked with the same color.
The head feed mechanism consists of a pneumatic drive and guides. You can adjust the drill feed rate along the axis using electronic sensors or stops; it varies from 4 to 9 cm and determines the depth of the holes in the workpiece.
Homemade additive machine
You can make an additive machine from any drill with your own hands. To do this you need:
- stand for drill (any design and manufacturer);
- a sheet of thick plywood or particle board;
- self-tapping screws;
- two bolts with wing nuts.
Progress of work on the manufacture of a homemade machine.
- We cut out the base from plywood 20 x 40 cm with our own hands.
- In the near left corner we drill a hole for a rigidly fixing bolt, on the right we make a groove (to the middle of the base) for the second bolt. With its help you can change the height.
- Using self-tapping screws, we attach the drill stand to the base with our own hands and drill a hole for the drill. The homemade additive is ready.
At the end of the table it is necessary to provide a homemade groove or hole into which a bolt will be inserted to change the height.
The disadvantage of homemade designs is that only one drill is used, and the markings for the holes must be done manually in advance.
Homemade machine in the video:
How to make a dowel milling cutter with your own hands
In principle, a conventional universal (vertical) router can perform the same tasks as a filler router. The difference is that a regular one has one spindle (cutter) and additional guides are required for precise positioning of the cutter.
The image shows a regular router with homemade guides for these purposes:
You can clearly see how a regular milling cutter is converted into an additive one in the following video:
Purpose and features
Unlike universal hand-held milling cutters, the design of which allows them to be used to perform various technological operations related to the processing of wood products, devices of a specialized category are designed to solve a specific task.
- Milling seats for embedded dowels. The dowel milling machine, which is used to perform such a technological operation, allows for the connection of parts with high precision. Dowel milling cutters are used to form both detachable and permanent connections of furniture structural elements.
- Creating round-shaped grooves designed to accommodate oval plates called lamellas. To perform this technological operation, a lamellar milling cutter is used, working in conjunction with a horizontal cutter, the working surface of which is equipped with cutting teeth. A lamellar milling cutter is a fairly universal tool with which you can form narrow grooves or create semicircular protrusions on the surface of the workpiece.
- Creating holes for dowels. This technological operation is performed using milling cutters belonging to the filler category.
The filler mill is designed to form grooves of the required depth and width for joining parts with dowels
What cutters are used
To make round holes for dowels and grooves, cutters-drills with a cutting end like a drill and cutting side edges are used.
On the left is a cutter for blind holes, leaving a smooth bottom of the hole. On the right is a cutter for through holes.
Larger diameter cutters are also used to make holes for round furniture hinges.
As a result, such work can be performed with many other tools - a hand brace, a drilling machine, a drill, a screwdriver, etc. But since the filler mill was designed specifically for these purposes, when working with large volumes and large workpieces, it remains the most productive tool.
Other milling machines
In addition to these types, there are a number of lesser-known models that have a very narrow spectrum of action. Let's look at the most famous ones.
- Grooving router Mafell NFU 32 913501 is a universal device, characterized by a parallel stop on both sides
- Router with water supply MESSER M3031 10-40-009 – used in the manufacture of tabletops or window sills. The device is equipped with a water cushion, which speeds up the work process, creates additional cooling and improves the final result.
- The groove selector FLEX F 1109 251338 is distinguished by the presence of 4 rotating cutting plates.
Other milling machines
In addition to these types, there are a number of lesser-known models that have a very narrow spectrum of action. Let's look at the most famous ones.
- Grooving router Mafell NFU 32 913501 is a universal device, characterized by a parallel stop on both sides
- Router with water supply MESSER M3031 10-40-009 – used in the manufacture of tabletops or window sills. The device is equipped with a water cushion, which speeds up the work process, creates additional cooling and improves the final result.
- The groove selector FLEX F 1109 251338 is distinguished by the presence of 4 rotating cutting plates.
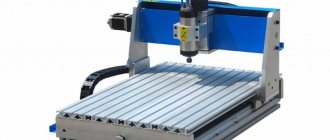
Design and principle of operation
The design solution is the same as that of all hand-held power tools of this class - conventional milling cutters, drills, grinders. Torque from the electric motor is transmitted through the gearbox to the spindle (shaft). There is a collet on the spindle in which the cutter is fixed.
What does such a tool look like:
To accurately position the cutter relative to the workpiece, a support platform (work table) and guides (parallel stops) are used. On most models, the stop has angular adjustment, which makes it possible to sample at the desired angle. By moving the platform along the guide posts, it is possible to adjust the height relative to the top edge of the workpiece.
Device
Plunge milling device
The body is the “head” or “head” of the router; it moves up/down during operation. The guides are rods mounted on the working sole. When you press on the handles, the body moves down; when the pressure on the handles decreases, the springs lift the “head” up.
A wood cutter is attached to the motor spindle with a collet, which cuts into the wood to a set depth. The maximum immersion depth of the cutter is set by a special stop. If, after immersion, you begin to move horizontally, the milling cutter performs a groove.
The milling cutter is also equipped with control buttons - on, off and lock.
Purpose and features
Unlike universal hand-held milling cutters, the design of which allows them to be used to perform various technological operations related to the processing of wood products, devices of a specialized category are designed to solve a specific task.
- Milling seats for embedded dowels. The dowel milling machine, which is used to perform such a technological operation, allows for the connection of parts with high precision. Dowel milling cutters are used to form both detachable and permanent connections of furniture structural elements.
- Creating round-shaped grooves designed to accommodate oval plates called lamellas. To perform this technological operation, a lamellar milling cutter is used, working in conjunction with a horizontal cutter, the working surface of which is equipped with cutting teeth. A lamellar milling cutter is a fairly universal tool with which you can form narrow grooves or create semicircular protrusions on the surface of the workpiece.
- Creating holes for dowels. This technological operation is performed using milling cutters belonging to the filler category.
The filler mill is designed to form grooves of the required depth and width for joining parts with dowels
Main advantages
The expediency of using a highly specialized milling device is explained by the fact that the dowel router and milling cutters, with the help of which the seats for dowels and lamellas are prepared, have a number of advantages.
- The use of filler milling cutters, lamella and dowel power tools allows you to create connections at the exact angle of location of its constituent elements. In such connections, which is especially important for furniture structures, there are no distortions or protrusions that spoil their appearance. Such precision in machining with a conventional drill can only be achieved if the tool is used in conjunction with a special jig.
- The dowel milling cutter, as well as filler and lamella type milling cutters, can work in both horizontal and vertical positions.
- Such devices provide high speed of technological operations. This is especially true for those cases when furniture is produced not in a single copy, but in entire series. By using even a manual filler mill and another type of specialized power tool for this, you can significantly increase the productivity of technological processes.
Using a dowel router when joining furniture parts allows you to quickly create precise grooves for wooden dowels
Purpose of the tool
A manual dowel milling cutter is intended for drilling blind holes in wooden materials for connections with rounded dowels in the manufacture of furniture.
During the construction of wooden cottages and houses, a professional additive machine is used for milling work. Using its help, they make holes for joining logs together at the same level and angular weaves
Taking into account the high loads on the connection, square keys are often hammered into round holes, eliminating their rotation and displacement
In home workshops and furniture factories, a manual router for dowels is used. It drills 2 holes at once with a standardized distance between centers of 32 mm. The setting makes it possible to mill grooves in mating parts for connections without markings:
- along the edge from the end;
- along the workpiece face from the base edge;
- at the joints in the corner.
Thanks to the adjustment, the drilling depth in the two mating parts is equal to the length of the dowels. When joining end to end, the size of the key is divided in two and cut in two parts to the same depth. According to the face, the drill is made to a size of approximately 60% of the thickness of the board or particle board. The remaining size is milled into the cut of the mating part.
Spring-loaded stops are adjusted to the size from the end or the rest of the finishing surface. Their location is symmetrical. As a result, the size on both sides is maintained automatically, without marking. The connection comes out without displacement or distortion.
The center-to-center distance of 32 mm is ensured by a fixed arrangement of the spindles and is maintained precisely. Marking and drilling holes with a drill gives a large error. The milling cutters for the filler mill have a strictly standardized diameter that matches the thickness of the keys. For the most part, 3 standard tool sizes are used with a diameter of 6, 8 and 10 mm and a cylindrical shank of 8 mm. Holes for dowels of 8–12 mm are made mostly with cylindrical end mills. For smaller diameters, use a drill bit.
Dowels are made with specialized cutters, sold in sets and separately. They can be placed on a drill and in pairs on a filler mill. A long cylinder is cut out of solid wood with high precision in outer diameter and length.
If you find an error, please select a piece of text and press Ctrl+Enter.
Interskol FMP 12/1000E: opening in 2022
If the previous model does not have enough power for you, then the new product of the Russian brand surpasses it in this indicator. The milling cutter, in high-precision mode, makes paired holes for round dowels at a standard distance between the axes of the cutters. In comparison with foreign analogues, the budget device is devoid of some of their disadvantages. So, you can pre-set the distance from the edge to the axis or the edges themselves, which are not necessarily located at a right angle. This location is maintained even during serial operation.
Advantages:
- professional equipment;
- works with soft and hard woods;
- power 1000 W;
- productivity 18500 rpm;
- milling at a depth of up to 43 mm;
- for cutters with a diameter of 5 – 12 mm with a collet of 8 mm;
- transparent window on the depth gauge stop for good
- visibility of markings;
- clear symbols and scales;
- the emphasis is adjustable;
- the spindles are fixed;
- the presence of a stepped template for step accuracy;
- adapter for connecting a vacuum cleaner;
- maintaining weight at 3.6 kg;
- average cost 15,000 rub.
Flaws:
At the moment the model is not widely available for sale.
Application examples of the Domino DF 500 router
- Frame structures
- Frame structures
- Connection of panels in a miter
- End-to-end connection of panels.
- Round profile connection
If you have studied our page all the way to here, then we think you will be interested to know how the idea of an excellent connection using Domino dowels and the emergence of a tool for making grooves for them was born. The history of the idea of "Domino":
For the first time, the idea was drawn on an ordinary paper napkin. But first things first. At first there was a simple exchange of opinions between two specialists who, during their lunch break, discussed what qualities a tenon should have. And since they didn’t have anything suitable at hand, they drew a spike, which was supposed to meet the requirement of “greater strength,” right on the napkin. A second one appeared nearby - “with a larger gluing surface.” And finally, one more – for absolute “scroll resistance”. This is how, according to a simple formula – “one in three” – the foundation for the future DOMINO connection system was laid. All that was missing was a hole - this was a real challenge for inquisitive minds, namely, the development of a completely new tool. Thanks to typical German-Swabian pedantry, inexhaustible energy and efficient know-how of the FESTOOL engineers, the combination of a classic vertical hole and a horizontal one was born. This is how the principle of pendulum milling and the new DOMINO DF 500 router were born. What originated on an ordinary napkin became a revolution in the field of classical joining of wooden parts. With the introduction of other tenon inserts, the new, more powerful DOMINO XL DF 700 router and innovative angled and straight plug connectors, it all became the complete DOMINO connection system. Since then, it has become synonymous with extremely reliable, and now also easily and quickly disassembled connections of frame, panel and frame structures.
Heavyweight Festool DF 700 EQ-Plus
This unit is distinguished by an ergonomic body, the internal mechanism of which is reliably hidden from mechanical damage. The large weight of the power tool is due to its technical equipment and operational functionality. Milling accuracy is at the level of proprietary technologies. At the same time, the absence of recoil and vibration reduces the likelihood of getting defective. The device belongs to the expensive price segment.
Advantages:
- professional type;
- power 720 W;
- productivity 21000 rpm;
- soft start option to prevent workpiece defects;
- for all types of wood;
- maximum milling depth 70 mm;
- when under load, constant speed is maintained;
- fixed spindle for easy replacement of cutters;
- works with 8, 10, 12 and 14 mm cutters;
- a movable step stop 10 – 40 mm is provided;
- you can connect a vacuum cleaner;
- Includes 2 support squares.
Flaws:
- no carrying case;
- weighs 5.2 kg;
- cost from 95,000 rub.
Adjustment recommendations
The principles for adjusting the operating parameters of dowel, lamella and filler milling cutters are similar, but there are some nuances that must be taken into account.
Adjusting the parameters of lamellar routers
To adjust the milling depth, it is necessary to use the turret stop with which such devices are equipped. The main purpose of the stop is to limit the longitudinal travel of the tool body.
To adjust the amount of indentation from the top edge, the design of the lamellar power tool includes a support visor that can be raised and lowered to the required distance. In this case, you can select the exact value of the setting to be performed using a special scale, which is very convenient.
Adjustment of the vertical angle of the working head of the device is also carried out using the visor by tilting it up or down. You can adjust the angle of inclination of the router in the horizontal plane using special marks on the working head, which indicate the location of the middle part and edges of the tool used. Thus, in order to accurately make a groove using a lamella-type router, it is enough to align the central mark on its working head with the marking line applied to the surface of the workpiece.
Adjusting the filler type milling cutter
The turret stop, which is equipped with a manual filler mill, is needed not to adjust the milling depth, as in the previous case, but to adjust the amount of indentation from the top edge. To adjust the milling depth, use a special scale on the working head of the device.
Main controls
When using a manual filler mill to make holes for dowels, it is very important to maintain the distance at which the dowels will be located both from the edge of the workpiece and among themselves. To make it easier to maintain such parameters, dowel milling cutters are equipped with two small stops located on the sides of the working base
Design
In terms of their design, the dowel milling cutter, as well as lamellar and additive power tools, are very similar to an angle grinder, which is better known as an “grinder.” On the horizontal body of such devices, equipped with a comfortable handle for the operator and controls, a precision base is fixed, which is their main working body.
In order to perform processing using a dowel, filler or lamella milling cutter, a few simple steps are enough:
- press the base to the place on the workpiece where you want to create the groove;
- press on the spring-loaded base body, sinking the cutter into the material being processed.
The quality of the processing in which you are going to use a lamellar, dowel or manual filler router depends on how correctly the device used is configured and adjusted.
The operating principle of the tools in question - tuned, pressed and cut
Types of filler machines
In the industrial production of furniture, the first machines were single-piece drilling and filler machines. They were single-spindle and made one hole; over time they fell out of popularity. And the reason for this is that the squat map contains many points for making holes, which is why all currently existing models of such machines are multi-spindle.
The first models of machines of this type had the following basis:
- bed and table;
- a welded frame on which the spindles will be placed.
When the electric motor started, the machine began to work, while the frame was lowered, and the spindles made holes. In those years, there was no mass production of such equipment in the Soviet Union; each furniture factory produced them independently. However, the process was extremely lengthy, and it was necessary to make a separate machine for each part.
Over a period of time, such machines ceased to be used in the production of furniture; instead, multi-spindle designs began to be used for various parts.
Present tense
In recent years, furniture companies have begun to actively switch to multi-spindle machines equipped with a drilling head. It is needed to create the required number of holes used for installing drills. These holes are spaced 1.5 inches apart. The head moves thanks to an electric motor, which is used in conjunction with such gears as:
- chain;
- gear;
- belt
But you need to take into account that the service life of belt drives is not very long, and accordingly, they will need to be changed frequently.
But the use of chain drives creates a lot of noise during operation. Therefore, furniture manufacturers predominantly choose gear drives, in which torque is transmitted from one spindle to the next. This rotation is ensured by right and left drills.
Machines used for individual furniture production are equipped with one spindle head, which is located in a vertical or horizontal plane. The exact placement depends on the hole being created.
Multi-spindle designs equipped with a single head are usually used to create the following holes:
- horizontal;
- vertical.
Naturally, you can create them all together, but this will require displacement of the parts, which can subsequently disrupt the geometry during drilling.
More attractive are the half machines, which are practical and more functional. Their key feature is the presence of a horizontal side drilling head, as well as two vertical ones at the bottom. Other advantages of such designs include the following:
- they are more convenient to use compared to drilling heads;
- you can make accessory holes in 3-4 steps;
- Well suited for individual use.
The design of automatic drilling and filler machines includes rotating heads, thanks to which it is possible to make holes that can be of different sizes and have complex fill patterns. They can be used in serial production of furniture. Among their disadvantages is the lengthy setup. For example, when you need to make parts of a non-standard size, it will take a whole day to calibrate the machine.
For companies that produce custom-made furniture, it is best to choose machines with longitudinal feed. Their advantages are as follows:
- easy setup;
- there are called heads.
Processing one part will take about 2 minutes, but for large manufacturers this is a lot.
The most expensive equipment of this type is with cross feed. The high cost is due to the high efficiency. If you need to create holes in a part, you can use one specific drill.
Types of hand routers
Plunge router
This tool has a base and two vertical arms. The cutter is directed vertically downwards. When processing, the milling cutter lowers down using pressure, and after finishing it rises back. There is a hole in the base through which the cutter can process the material. This tool allows you to drill holes, process closed contours, and round edges. This type of milling cutter also has names: vertical or rod .
Plunge routers
Edge router
Its body functions as a handle that is held with one hand. At the base of the cutter there is a stop located perpendicularly. Can be used both vertically and horizontally. During use, such a router is pressed against the workpiece with its base and the edge of the wooden part is processed. Used for creating grooves, cutting grooves or chamfering. Its device allows you to perform operations that require high precision. Such milling cutters are also called “ edging router” and “ trimmer ”.
10 options for using an edge router in the workshop
Edge routers
Rotary router
It is made in a narrowed body. This type of tool has a high rotation speed. It is used to create holes and make grooves. It is used not only for working with wood, but also for laminate, tiles, drywall and some other materials.
Using a rotary router, you can perform decorative processing of the material. Such devices are lightweight, which allows the master to spend less effort during the work process. An adjusting screw is provided to determine the milling depth. Some models provide protection against the spread of dust during operation.
Rotary milling machines
Lamellar router
This tool is designed to create grooves of various shapes. It is made in such a way that the body can be held in one hand. There is also a handle for the other hand. There is a stop that is located parallel to the cutter. This tool is used to process the edges of wooden parts. The cross-section of the groove created depends on the shape of the cutter.
Lamellar routers
Filler milling cutter
The main purpose of such a router is to use it to create dowel joints, which are used to connect elements when assembling furniture. They are small wooden tenons and holes for them, made on the corresponding parts for assembly.
Filler milling cutters
Homemade conductors
First of all, it should be noted that the simplest models of jigs are very inexpensive, so making a template for dowels with your own hands is not always advisable. In addition, you need to take into account that models for confirmations are the easiest to make. Options for dowels have a more complex design.
To independently create such a device, you need drawings that are easy to find in open sources. There are also instructions in different forms. They describe the creation of various types and variants of templates for dowels: with one and several holes, from different materials, etc. The starting materials can be represented by improvised raw materials such as wooden blocks, fragments of reinforcement and plates, etc. So, a square one will do reinforcement 10x10 mm. In addition, you will need plumbing tools and equipment such as a drill and grinder. To create more complex jigs, a welding machine is required.
Creating a template for dowels yourself involves several stages. At the first stage, the reinforcement is cut into fragments, the length of which is determined by the dimensions of the product. Next, holes are made for drilling, for which you need to know their parameters. They have a diameter of 5 mm and are 8 mm from the edge of the jig and 32 mm from each other. To increase ease of use, it is possible to equip it with a stop. It can be a plate bent at a right angle and fixed to the product. The parts are fixed using a clamp and fastened with threaded connections. In addition, sometimes homemade conductors are equipped with trays for chips in the form of fragments of plastic bottles.
Varieties
There are two main groups of such instruments that differ from each other:
- simple fillers (dowels);
- lamella (keyed).
In the first, the spindle with collet and cutter are located like a conventional router (like a chuck and drill in a drill), along the longitudinal axis of the tool. There are one- and two-spindle models. Single-spindle, according to the name, works with one cutter, like a regular router.
Two-spindle - in the image:
The advantage of such a tool is that two holes are made simultaneously with an absolutely precise distance between them. When the same two holes are made according to the markings on the second part of the furniture parts to be connected, they will absolutely exactly match in size between the holes and the dowels driven into them.
Also, longitudinal grooves are selected with such cutters. To drill holes, they are inserted into the workpiece in one position. To select a groove, the router is moved along the workpiece to the required length.
The second type of milling cutter (lamella) uses a disk cutter, which is located like a disk in an angle grinder (angle grinder), at 90 degrees to the longitudinal axis of the tool.
The image shows a lamellar router and the result of its work:
The power of filler milling machines of all types is on average 500W - 800W. This is quite enough to solve such problems.