Most often, powder mixtures of the following compositions are used:
- 49.5% aluminum + 49.5% Al2O3 + 1% NH4Cl;
99% ferroaluminum + 1% NH4Cl;
In all compositions, the aluminizing temperature is maintained at 950...1050 °C, and the holding time for the indicated temperatures is set in the range from 6 to 12 hours. Under such conditions, the depth of the aluminized layer can be 0.25...0.6 mm.
The aluminizing process itself is carried out as follows. Parts and powders are loaded layer by layer into iron or nichrome boxes. During the saturation process, 10-15% of fresh powder mixture is repeatedly added to them. If the mixture contains aluminum oxide, it is first calcined at a temperature of 800-900 °C before loading it into the box. All components of powder mixtures are sifted through a sieve with a mesh size of 0.4-0.5 mm. The box in which aluminizing is carried out must be equipped with a fusible shutter. Along with the parts, two or three control samples, called witnesses, are placed in the box. With the help of such witnesses, you can monitor the progress of saturation.
Figure 1 shows the dependence of the depth of the aluminized layer on steel 10 on the duration of saturation at various temperatures. Aluminizing in molten aluminum.
The essence of this method is to soak the parts in a bath of molten aluminum at temperatures of 720 -850 °C. Since some parts can dissolve in liquid aluminum, to prevent this process, 8-12% iron is introduced into the bath. It is undesirable to contain impurities of copper, zinc and silicon in the bath, because they make the process of saturation difficult.
The holding time may vary depending on the type of parts and their purpose from 15 minutes. up to 1 hour Under such conditions, it is possible to obtain aluminized layers with a depth of 0.1...0.3 mm. It should be noted that with this method, an increase in the fragility of the resulting layer can sometimes be observed. Therefore, in order to eliminate such a defect, parts after aluminizing are subjected to annealing at a temperature of 950-1050 °C for 4-5 hours. With such heat treatment, the layer depth can increase by 20-40%.
During the aluminizing process, it is recommended to create a layer of flux on the surface of the melt, consisting, for example, of 40% NaCl; 40% KCl; 10% Na3AlF6; 10% AlF3. This flux plays the role of protection and reduces the process of corrosion of the surface of the part. In Figure 2
The dependence of the layer depth of steel 10 on the duration of aluminizing in the aluminum melt at different temperatures is shown.
The aluminized layer is a solid solution of aluminum based on the chemical compound Fe3Al. This phase is more often called the ?-phase. The aluminum concentration in this phase can reach up to 30% or more.
Currently, aluminizing by metallization is gradually developing and expanding. The essence of this method is to spray a layer of aluminum onto the surface of the part, followed by diffusion annealing at a temperature of 900-1000 °C. Before annealing, the part is coated with a coating consisting of 48% silver graphite, 30% quartz sand, 20% clay and 2% ammonium chloride. All components are mixed on liquid glass and applied to the part with a thickness of 0.8-1.5 mm.
The temperature at which saturation occurs is 900-950 °C. The process itself can last 2-4 hours. Under such conditions, it is possible to obtain a layer with a thickness of 0.2-0.4 mm. Aluminizing is most widely used in the production of valves for internal combustion engines, thermocouple covers, etc. In principle, aluminizing can be prescribed for any parts that operate at high temperatures and which, above all, are required to have high scale resistance.
Properties and advantages of aluminized steels
Aluminized steel has a number of valuable qualities:
- After chroming, a surface with high adhesion to paint and varnish products is obtained.
- The low cost of coating allows the use of aluminizing as a worthy alternative to expensive heat-resistant coatings.
- Aluminized steel is resistant to mechanical damage.
- At temperatures above 470 °C, an intermediate alloy is formed, which has high resistance to temperature influences.
Aluminizing is a high-tech process that gives the surface of the metal being processed new protective properties. What do you think about technology? Perhaps you think that there are better methods of metallization? Share your thoughts in the comments section.
Aluminizing technology and methods
Diffusion aluminizing takes place at temperatures from 700 to 1100 degrees Celsius. Optimal processing modes are selected depending on the characteristics of the material being processed. There are several most common technologies of chemical-thermal treatment:
Aluminizing in powder mixtures is carried out using metal boxes. The workpiece is placed in a solid carburizer. At the same time, the prepared mixture can be used repeatedly, which makes this technology economically profitable. The aluminizing temperature of steel in this case is maintained in the range from 950 to 1050 degrees Celsius, the process takes from 6 to 12 hours. The maximum penetration depth of aluminum is 0.5 millimeters. The composition used is aluminum powder, powder and certain additives. Additives are represented by aluminum oxide and ground clay, as well as ammonium and aluminum chlorides. In some cases, the procedure takes up to 30 hours, which makes it uneconomical. This method is applicable in the case of a complex part configuration, since the change in the surface stage is carried out in stages. Changing the composition of the surface layer with a powder mixture is the most expensive method of all used. Aluminizing by spraying is carried out if it is necessary to reduce the time of this operation. This aluminizing technology determines the effect of a relatively low temperature, about 750 degrees Celsius, which requires about one hour to penetrate aluminum to a depth of 0.3 millimeters. The advantage of this method is the speed of execution, but it cannot be used to obtain wear-resistant critical parts, since the surface film is very thin. Surface saturation of steel is recommended for mass production. The adhesion strength of the sprayed layer in this case is low, 0.2-2 kg/mm 2. Also, the features of this technology determine the high porosity of the structure. Metallization followed by firing is carried out by heating the part to a temperature of 900-950 degrees Celsius, the heating duration is 2-4 hours. This method is significantly inferior to the previous one, since the resulting layer has a thickness of no more than 0.2-0.4 millimeters, and costs increase due to a significant increase in heating time. However, it is often used when it is necessary to obtain a part with a durable and hard surface that will be subject to significant loads. This is due to the fact that annealing allows reducing the fragility index, increasing strength. Aluminizing in a vacuum involves applying a coating by evaporating aluminum with its subsequent deposition on the surface of the product. The thickness of the resulting coating is insignificant, but the achieved quality is one of the highest. To heat the medium, special furnaces are installed that are capable of heating the supplied composition to a temperature of 1400 degrees Celsius. High quality coating is achieved due to the uniform distribution of aluminum over the entire surface. The technology in this case involves preheating the surface to a temperature of 175 to 370 degrees Celsius. Much attention should be paid to the preliminary preparation of the part, since even a slight oxide film causes a significant decrease in the quality of adhesion of the surface and internal composition. The high cost of the process and its complexity determine its applicability only in the production of critical parts. Dip aluminizing is very popular due to the fact that the coating is applied within 15 minutes. In this case, the temperature turns out to be relatively low: from 600 to 800 degrees Celsius. In addition, this method is one of the most affordable in terms of cost. The essence of the procedure is to immerse the workpiece in liquid aluminum heated to a high temperature. This results in a layer with a thickness of 0.02 to 0.1 millimeters
Particular attention is paid to preparing the environment in which the process of changing the chemical composition of the surface layer will be carried out.
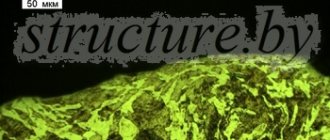
Microstructure of an insert aluminized according to the optimal regime
There are other methods of adding aluminum that allow you to change the basic performance qualities of the workpieces.
The most common defects are violations of the homogeneity of the structure, the appearance of a zone of corrosion damage, deviation of the required chemical composition, and so on.
Product durability depending on the thickness of the aluminized layer
Description of the aluminizing process
Surface saturation of steel is accompanied by the formation of intermetallic compounds, the thickness of which increases by intensifying the process of diffusion of aluminum in the metal. Features of technological processing depend on the chosen method.
- The technology for using powder mixtures is reminiscent of the process of steel carburization. To perform the work, a metal box is required, which is filled with a carburizer. The part to be processed is placed on top. The maximum temperature is 1050 °C. On average, the cycle lasts from 8 to 12 hours. In this case, the diffusion depth does not exceed 0.5 mm. The working mixture is represented by aluminum-based powders with the addition of catalytic additives. Using this method, parts of any shape can be processed. An additional advantage is the repeated use of the carburizer, while the cost of the work is the highest.
- Spraying is a very fast method of aluminizing steel. Aluminum penetrates into products by 0.3 mm in one hour. It is characterized by a low operating temperature: it does not exceed 750 °C. This is where the advantages end. Disadvantages include high porosity and unevenness of the protective layer, as well as increased requirements for preliminary surface preparation.
- Metallization and subsequent firing are carried out at a temperature of 950 °C. The working cycle lasts 2–4 hours. The only negative is the small penetration depth (up to 0.4 mm). The cost of processing is 20–25% higher compared to spraying. Despite this, the protective layer is of high quality and resistant to mechanical damage, which more than compensates for all the inconveniences.
- Aluminizing steel in a vacuum is performed by evaporating aluminum. Metal particles settle on the workpiece, due to which the layer thickness is the lowest of all methods, however, thanks to the vacuum environment, which eliminates the influence of external factors, the quality of the result is considered the best. In addition, the process is characterized by the highest operating temperature – up to 1400 °C. For processing, special ovens with a system for creating an airless environment are used. The disadvantage is the long process of preparing products. The technology requires thorough cleaning of the surface, since rust reduces the adhesion of aluminum. In addition, before being placed in the chamber, the parts are heated to the required temperature, which ranges from 175 to 370 °C depending on the properties of the metal.
- Immersion is an advanced method for aluminizing steel. It fully complies with modern requirements, which include reducing surface processing time. The full operating cycle is exactly 15 minutes. The relatively low operating temperature, which ranges from 600 to 800 °C, is an additional advantage. For these reasons, the method is especially popular among manufacturing enterprises. The essence of the method is to immerse the workpiece in molten aluminum. The surface layer of the metal is heated, improving the penetrating properties of aluminum. The result is an intermetallic layer up to 0.1 mm thick.
The method of electrolytic coating, or galvanization of steel, stands apart. The process takes place in anhydrous or inorganic electrolytes containing aluminum compounds. It is not popular due to the difficulties of adjusting the process, low speed and high cost.
Advantages of diffusion saturation of metals
The surface of a diffusion-metallized part has high heat resistance, therefore heat-resistant products are made from simple carbon steels, followed by aluminizing, chrome plating and silicon plating. Borated layers have exceptionally high hardness (up to HV 2000) and high resistance to abrasive wear, due to the formation of high-hard iron borides - FeB and Fe2B - on the surface; however, borated layers are very brittle. Sulfidation is the surface saturation of steel with sulfur. For cutting tools, durability increases by 2–3 times.
Aluminizing is the saturation of the surface layer of the metal
Over the course of several centuries, the basic performance properties of metals have been changed using chemical-thermal effects. Tests indicate that the percentage of certain impurities in a metal can affect its hardness, strength, corrosion resistance and many other qualities.
Aluminizing carbon steel is the process of saturating the surface layer of a product with aluminum, which takes place at a certain temperature. The process of aluminizing steel is quite complicated; it requires the installation of certain equipment.
Let us consider the features of the work on saturating the surface layer of steel and cast iron with aluminum.
Aluminizing steel
Aluminizing technology and methods
Diffusion aluminizing takes place at temperatures from 700 to 1100 degrees Celsius. Optimal processing modes are selected depending on the characteristics of the material being processed. There are several most common technologies of chemical-thermal treatment:
Aluminizing in powder mixtures is carried out using metal boxes. The workpiece is placed in a solid carburizer. At the same time, the prepared mixture can be used repeatedly, which makes this technology economically profitable. The aluminizing temperature of steel in this case is maintained in the range from 950 to 1050 degrees Celsius, the process takes from 6 to 12 hours. The maximum penetration depth of aluminum is 0.5 millimeters. The composition used is aluminum powder, powder and certain additives. Additives are represented by aluminum oxide and ground clay, as well as ammonium and aluminum chlorides. In some cases, the procedure takes up to 30 hours, which makes it uneconomical. This method is applicable in the case of a complex part configuration, since the change in the surface stage is carried out in stages. Changing the composition of the surface layer with a powder mixture is the most expensive method of all used. Aluminizing by spraying is carried out if it is necessary to reduce the time of this operation. This aluminizing technology determines the effect of a relatively low temperature, about 750 degrees Celsius, which requires about one hour to penetrate aluminum to a depth of 0.3 millimeters. The advantage of this method is the speed of execution, but it cannot be used to obtain wear-resistant critical parts, since the surface film is very thin. Surface saturation of steel is recommended for mass production. The adhesion strength of the sprayed layer in this case is low, 0.2-2 kg/mm 2. Also, the features of this technology determine the high porosity of the structure. Metallization followed by firing is carried out by heating the part to a temperature of 900-950 degrees Celsius, the heating duration is 2-4 hours. This method is significantly inferior to the previous one, since the resulting layer has a thickness of no more than 0.2-0.4 millimeters, and costs increase due to a significant increase in heating time. However, it is often used when it is necessary to obtain a part with a durable and hard surface that will be subject to significant loads. This is due to the fact that annealing allows reducing the fragility index, increasing strength. Aluminizing in a vacuum involves applying a coating by evaporating aluminum with its subsequent deposition on the surface of the product. The thickness of the resulting coating is insignificant, but the achieved quality is one of the highest. To heat the medium, special furnaces are installed that are capable of heating the supplied composition to a temperature of 1400 degrees Celsius. High quality coating is achieved due to the uniform distribution of aluminum over the entire surface. The technology in this case involves preheating the surface to a temperature of 175 to 370 degrees Celsius. Much attention should be paid to the preliminary preparation of the part, since even a slight oxide film causes a significant decrease in the quality of adhesion of the surface and internal composition. The high cost of the process and its complexity determine its applicability only in the production of critical parts. Dip aluminizing is very popular due to the fact that the coating is applied within 15 minutes. In this case, the temperature turns out to be relatively low: from 600 to 800 degrees Celsius. In addition, this method is one of the most affordable in terms of cost. The essence of the procedure is to immerse the workpiece in liquid aluminum heated to a high temperature. This results in a layer with a thickness of 0.02 to 0.1 millimeters
Particular attention is paid to preparing the environment in which the process of changing the chemical composition of the surface layer will be carried out. Microstructure of an insert aluminized according to the optimal regime
Microstructure of an insert aluminized according to the optimal regime
There are other methods of adding aluminum that allow you to change the basic performance qualities of the workpieces.
The most common defects are violations of the homogeneity of the structure, the appearance of a zone of corrosion damage, deviation of the required chemical composition, and so on.
Product durability depending on the thickness of the aluminized layer
Surface hardening
Many parts operate under conditions of increased surface wear. Therefore, there is a need to somehow protect this surface. This is achieved by surface hardening methods.
To strengthen a surface means to increase the properties of the surface: hardness, wear resistance, corrosion resistance. If it is necessary to change the properties, this means that the structure of the surface layer must change.
To change the structure, you can use deformation, heat treatment with heating in various ways, changing the chemical composition of the surface, and applying protective layers.
Basically, methods for hardening surfaces can be divided into two main groups: 1) hardening a product without changing the chemical composition of the surface, but with a change in structure.
Hardening is achieved by surface hardening, surface plastic deformation and other methods.
2) strengthening of the product with a change in the chemical composition of the surface layer and its structure. Strengthening is carried out by various methods of chemical-thermal treatment and the application of protective layers.
Methods for changing structure
Among the methods of hardening without changing the chemical composition of the surface, but with a change in its structure, the most common methods are surface hardening and various types of surface plastic deformation (SPD).
In essence, surface deformation is the simplest way in which the strength characteristics of a surface increase. The following principle is used here.
If we recall the strain hardening curve, it turns out that the more we stretch the metal, the more the metal resists, the greater the tensile force Pmax (up to a certain limit, of course). The metal is strengthened both during torsion and compression.
In SPD technologies, the surface layer of the metal is deformed (hardened) in various ways. The main purpose of SPD is to increase fatigue strength by hardening the surface to a depth of 0.2-0.4 mm.
Varieties of PPD are shot blasting, roller processing, needle milling, relief rolling, etc.
Shot blasting is the treatment of the surface of finished parts with shot blasting. Used to harden parts and remove scale. Products such as springs, leaf springs, chain links, tracks, liners, pistons, and gears are subjected to shot blasting.
When processing with rollers, deformation is carried out by pressing a hard metal roller onto the surface of the workpiece. When forces on the roller exceed the yield strength of the material being processed, hardening occurs to the required depth.
Roller processing improves the microgeometry of the product.
The creation of residual compressive stresses increases the fatigue limit and durability of the product. Roller rolling is used when processing shafts, calibrating pipes and rods. In Fig. Figure 1 shows the hardened surface layer of a sample of a 45 steel railway car axle.
The microstructure of the layer consists of deformed grains of ferrite and pearlite. Rolling with a roller refined the structure; in the surface layer, individual grains are indistinguishable (Fig. 1, a). Where the deformation was less, one can discern a structure that has a directionality characteristic of deformation (Fig. 1, b).
The depth of hardening is controlled by changes in microhardness (Fig. 2).
| A | b |
Figure 1. Microstructure of the surface layer of steel 45 after rolling with a roller
Figure 2. Variation of microhardness along the depth of the cross section of shafts of different diameters.
Needle milling using cutters, on the surface of which there are from 200 thousand to 40 million densely spaced needles made of high-strength steel wire with a diameter of 0.2-0.8 mm, also makes it possible to harden the surface of parts.
Needle milling is used for processing flat and cylindrical surfaces, as well as for cleaning parts from scale. During needle milling, a hardened surface layer is also formed (Fig. 3). In this case, the strengthened layer consists of deformed grains of ferrite and pearlite (Fig. 3, a).
On the surface that was processed, traces of the cutter are visible (Fig. 3, b).
| A | b |
Figure 3. Microstructure of the strengthened layer of steel 20ХНР (a), initial state - normalization; surface after needle milling (b).
The essence of surface hardening is that the surface layers of a steel part are quickly heated above the hardening temperature and then cooled at a rate above the critical one. The main purpose of surface hardening is to increase the hardness, wear resistance and endurance limit of the surface while maintaining a viscous core.
Heating, in principle, can be carried out in different ways. In industry, the most common method of surface hardening is induction hardening with heating by high-frequency currents. As a rule, the strengthened layer is already visible during macrostructural analysis (Fig. 4). On the left is an unetched section of the sample. It reflects light more when shooting, so it looks dark.
On the right is the area after etching. The hardened layer is clearly visible.
Figure 4. Fragment of an automobile part; macrostructure
Both macrostructural and microstructural analysis (Fig. 5a) shows that the strengthened zone consists of 2 layers: light at the very surface and then darker. The upper light layer has the structure of quenched martensite (Fig. 5b). Martensite formed when the surface cooled rapidly.
The darker layer is tempered martensite (Fig. 5c). This is the martensite that also formed during accelerated cooling, but remained at an elevated temperature longer, which turned out to be enough for tempering to occur.
The core of the part may contain sorbitol or troostite at different depths (Fig. 5d).
| A | b |
| V | G |
Figure 5. Microstructure of the layer (in Fig. 4) obtained by high-frequency quenching: a – layers of quenched and tempered martensite, b – quenched martensite, c – tempered martensite, d – troostite and martensite in the core.
Methods for changing structure and composition
Methods of hardening with changes in the chemical composition and structure of the surface include chemical-thermal treatment (CHT). It consists in saturating the surface layer of steel with various elements at high temperature.
Depending on the saturating element, there are the following types of chemical-thermal treatment: carburization, nitriding, nitrocarburization (cyanidation), boriding, diffusion metallization (alitization, chrome plating, silicon plating, etc.).
Common to all types of surface hardening is an increase in the hardness of the surface layer. The choice of surface hardening method for a part depends on its operating conditions, shape, size, grade of the selected steel and other factors. The most widely used is carburization - saturating the surface of steel with carbon.
Carburization gives the steel surface high hardness and wear resistance while maintaining a tough and ductile core. Cemented products acquire their final properties after hardening and low tempering.
Cementation is usually carried out on parts made of steels with a carbon content of up to 0.25%, operating under conditions of contact wear and the application of alternating loads: medium-sized gears, bushings, piston pins, cams, car gearbox shafts, individual steering parts, etc. d.
The cemented layer has a variable carbon concentration throughout its thickness, decreasing from the surface to the core of the steel part. Therefore, the structure that is formed during cementation in the surface layer will have a different ratio of pearlite, ferrite and cementite. There are four main zones of a steel product after carburization (Fig. 6):
Rice. 6. Microstructure of carbon hypoeutectoid steel 10 after carburization.
1 – hypereutectoid zone, consisting of pearlite and cementite network (Fig. 7a); 2 – eutectoid zone, which is pearlite (Fig.
7b); 3 – hypoeutectoid zone, in which, as you approach the core, the amount of carbon and pearlite decreases, and the amount of ferrite increases (Fig. 7c); 4 – the original structure of the steel product, unchanged after carburization.
The depth of the cemented layer “h” is taken to be the sum of the hypereutectoid, eutectoid and half of the hypoeutectoid zone, where the amount of ferrite and pearlite is 50%.
| A | b | V |
Figure 7. Structure of zones of a cemented part: a – hypereutectoid zone (cementite + pearlite), b – eutectoid zone (pearlite), c – hypoeutectoid zone (pearlite + ferrite).
Figure 8. Change in hardness in the surface layer after carburization and heat treatment
Nitriding is the process of saturating the surface layer of steel with nitrogen and is most often carried out at temperatures of 500-600 °C.
Nitriding, like carburizing, increases the hardness and wear resistance of the steel surface. Figure 9 shows a series of indentations when measuring microhardness on a transverse section of a nitrided sample.
At the top there is a hardened layer (dark stripe). The diameter of the prints decreases as they approach the surface. The hardness is higher there.
Figure 9. “Track” of microhardness imprints; steel part after nitriding
The nitrided layer is usually white. The layer itself does not change during metallographic etching, and underneath the steel has a structure corresponding to heat treatment (Fig. 10). Figure 11 shows an automobile part and the change in microhardness along different “teeth”.
Figure 10. Nitrided layer on 40KhGNM steel
| A | b |
Figure 11. Automotive part (a) and change in microhardness (b) of its surface layer after nitriding
Currently, plasma and ion-plasma nitriding is widely used. The structure of the surface layer after such treatment is finely dispersed martensite (1), under which there is a transition zone (2); the unchanged structure (3) is located deeper (Fig. 12).
Figure 12. Structure of the surface layer after treatment with nitrogen plasma; U8A steel
Boriding is a process of chemical-thermal treatment, diffusion saturation of the surface of metals and alloys with boron during heating. Boriding leads to a significant increase in surface hardness. Boriding is carried out in powder mixtures by electrolysis.
There is also liquid electrolysis-free boriding, ion boriding and boriding from coatings (pastes). Boridation is most often carried out by electrolysis of molten borax (Na2B4O7). The product serves as a cathode. Saturation temperature 930–950 °C, holding time 2–6 hours.
After boriding, a dense white layer of borides is formed on the surface of the sample (Fig. 13). The white layer consists of intertwined columnar crystals of the composition FeB and Fe2B. The structure of the boride layer is influenced by the composition of the steel. In steel 25KhGT (Fig. 13, a) and in steel 45 (Fig. 13, b) there is a solid solution zone between the boride crystals.
In steel 40X (Fig. 13, c) the layer consists only of extended needles of borides. A zigzag interface is formed between the borated layer and the core.
| A | b | V |
Figure 13. Structure of borated layers in steels 25KhGT (a), 45 (b), 40Kh (c)
Advantages of nitrocarburization over cementation
The nitrocarburizing process is the safest and most advanced method of strengthening steel with carbon and nitrogen. Compared to conventional cementation, it has a number of advantages:
- surface diffusion occurs faster;
- no preparation required;
- During nitrocarburization, the metal is not subjected to severe overheating, and, as a result, the crystal lattice does not change;
- workpieces are less susceptible to deformation;
- after processing, subsequent hardening and tempering are carried out with better quality;
- Nitrocarburization is the cheapest way to strengthen steel, which is why it is widely used in mechanical engineering.
Properties and advantages of aluminized steels
Aluminized steel has a number of valuable qualities:
- After chroming, a surface with high adhesion to paint and varnish products is obtained.
- The low cost of coating allows the use of aluminizing as a worthy alternative to expensive heat-resistant coatings.
- Aluminized steel is resistant to mechanical damage.
- At temperatures above 470 °C, an intermediate alloy is formed, which has high resistance to temperature influences.
Aluminizing is a high-tech process that gives the surface of the metal being processed new protective properties. What do you think about technology? Perhaps you think that there are better methods of metallization? Share your thoughts in the comments section.
Properties and advantages of aluminized steels
Aluminized steel has a number of valuable qualities:
- After chroming, a surface with high adhesion to paint and varnish products is obtained.
- The low cost of coating allows the use of aluminizing as a worthy alternative to expensive heat-resistant coatings.
- Aluminized steel is resistant to mechanical damage.
- At temperatures above 470 °C, an intermediate alloy is formed, which has high resistance to temperature influences.
Aluminizing is a high-tech process that gives the surface of the metal being processed new protective properties. What do you think about technology? Perhaps you think that there are better methods of metallization? Share your thoughts in the comments section.
The disadvantages include the following:
1. Complexity of production. Aluminum parts require technologically complex fastening methods (riveting, laser welding, bolted connections), in addition, they all require expensive equipment and materials.
2. Expensive and problematic repairs. Welding aluminum parts involves either laser or argon welding. The welder himself must have extensive welding experience, since this determines the outcome of the entire repair and the possibility or impossibility of further use of the aluminum part. In addition to other troubles, such work will cost many times more than similar work using conventional welding and steel.
3. Price. The high cost of aluminum compared to conventional steel somehow affects the final cost of the product. A car with an all-aluminum body can cost one and a half to two times more than a similar car with an all-metal frame.
4. Configuration and shapes of parts. Manufacturing an all-aluminum body imposes certain responsibilities on the manufacturer. For example, to give parts strength they have to be reinforced with additional stiffening ribs or made more voluminous; as a result, the design may not be as compact and attractive as we would like.
As an example and proof, I propose to pay attention to two bicycles - all aluminum and all steel. Frames will differ not only in weight, but also in the diameter of the tubes used in their production. 5
Good noise conductivity. In this case, the word “good” is a disadvantage, I think you know what I mean? The better the metal conducts noise, the more of it there will be in the interior of an aluminum car, I think this is clearer? This feature requires additional layers of sound insulation, which increases the weight of the car and also costs a lot of money. As a result, such a car will either receive a good “Shumka” on the assembly line and at the same time turn out to be more expensive, or it will be delivered “as is”, and all the costs of sound insulation will fall on your shoulders, and frankly, it will cost you quite a bit of money
5. Good noise conductivity. In this case, the word “good” is a disadvantage, I think you know what I mean? The better the metal conducts noise, the more of it there will be in the interior of an aluminum car, I think this is clearer? This feature requires additional layers of sound insulation, which increases the weight of the car and also costs a lot of money. As a result, such a car will either receive good “noise” on the assembly line and at the same time turn out to be more expensive, or it will be delivered “as is”, and all the costs of sound insulation will fall on your shoulders, and frankly, it will cost quite a bit of money.
6. Maintainability. An aluminum body is difficult to repair, and there are not so many people willing or, more simply, able to do it, the reason is that an aluminum body is difficult to repair! After impact or deformation, aluminum parts and structures are very difficult to restore, since the structure of the metal is damaged. For this reason, repairing such parts or structures is often simply impossible or simply unprofitable, and ends with a complete replacement.
As you can see, such, at first glance, ideal and impeccable material has many shortcomings that ordinary people are not even aware of. This is probably why most of them so zealously defend their point of view, proving that an aluminum body is a real good and a complete “plus”. Well, as they say, to each his own, I hope after reading this material you will not be one of these “experts” and before buying a car with an aluminum body, weigh all the positive and negative aspects of this difficult material.
Text: AutoPulsar.
Application of aluminizing
The properties imparted to the product largely determine the scope of application of the technology of chemical-thermal treatment under consideration. In production, aluminizing of steels is used to change the following properties of the processed steel:
High scale resistance. This property is associated with the process of formation of a protective film on the surface of the product when it is heated. High protection against oxidative processes. High anti-corrosion properties
As a result of aluminizing, the product can be used even when exposed to sea water. When considering the hardness of the surface layer, you need to pay attention to the fact that the maximum achieved value is about 500HV.
When processing critical parts using this chemical-thermal method, firing is carried out for several hours. Therefore, the process of adding aluminum is characterized by a long duration.
Aluminizing steel 20
Aluminizing steel: technology and methods of surface saturation of steel with aluminum - Tokar
17.12.2019
Over the course of several centuries, the basic performance properties of metals have been changed using chemical-thermal effects. Tests indicate that the percentage of certain impurities in a metal can affect its hardness, strength, corrosion resistance and many other qualities.
Aluminizing carbon steel is the process of saturating the surface layer of a product with aluminum, which takes place at a certain temperature. The process of aluminizing steel is quite complicated; it requires the installation of certain equipment.
Let us consider the features of the work on saturating the surface layer of steel and cast iron with aluminum.
Application of aluminizing
The properties imparted to the product largely determine the scope of application of the technology of chemical-thermal treatment under consideration. In production, aluminizing of steels is used to change the following properties of the processed steel:
- High scale resistance. This property is associated with the process of formation of a protective film on the surface of the product when it is heated.
- High protection against oxidative processes.
- High anti-corrosion properties. As a result of aluminizing, the product can be used even when exposed to sea water.
- When considering the hardness of the surface layer, you need to pay attention to the fact that the maximum achieved value is about 500HV.
When considering the advantages and disadvantages of aluminizing steel, it should be noted that exposure to high temperature causes a rearrangement of the atomic lattice, as a result of which the surface layer becomes brittle.
When processing critical parts using this chemical-thermal method, firing is carried out for several hours. Therefore, the process of adding aluminum is characterized by a long duration.
Aluminizing technology and methods
Diffusion aluminizing takes place at temperatures from 700 to 1100 degrees Celsius. Optimal processing modes are selected depending on the characteristics of the material being processed. There are several most common technologies of chemical-thermal treatment:
- Aluminizing in powder mixtures is carried out using metal boxes. The workpiece is placed in a solid carburizer. At the same time, the prepared mixture can be used repeatedly, which makes this technology economically profitable. The aluminizing temperature of steel in this case is maintained in the range from 950 to 1050 degrees Celsius, the process takes from 6 to 12 hours. The maximum penetration depth of aluminum is 0.5 millimeters. The composition used is aluminum powder, powder and certain additives. Additives are represented by aluminum oxide and ground clay, as well as ammonium and aluminum chlorides. In some cases, the procedure takes up to 30 hours, which makes it uneconomical. This method is applicable in the case of a complex part configuration, since the change in the surface stage is carried out in stages. Changing the composition of the surface layer with a powder mixture is the most expensive method of all used.
- Aluminizing by spraying is carried out if it is necessary to reduce the time of this operation. This aluminizing technology determines the effect of a relatively low temperature, about 750 degrees Celsius, which requires about one hour to penetrate aluminum to a depth of 0.3 millimeters. The advantage of this method is the speed of execution, but it cannot be used to obtain wear-resistant critical parts, since the surface film is very thin. Surface saturation of steel is recommended for mass production. The adhesion strength of the sprayed layer in this case is low, 0.2-2 kg/mm2. Also, the features of this technology determine the high porosity of the structure.
- Metallization followed by firing is carried out by heating the part to a temperature of 900-950 degrees Celsius, the heating duration is 2-4 hours. This method is significantly inferior to the previous one, since the resulting layer has a thickness of no more than 0.2-0.4 millimeters, and costs increase due to a significant increase in heating time. However, it is often used when it is necessary to obtain a part with a durable and hard surface that will be subject to significant loads. This is due to the fact that annealing allows reducing the fragility index, increasing strength.
- Aluminizing in a vacuum involves applying a coating by evaporating aluminum with its subsequent deposition on the surface of the product. The thickness of the resulting coating is insignificant, but the achieved quality is one of the highest. To heat the medium, special furnaces are installed that are capable of heating the supplied composition to a temperature of 1400 degrees Celsius. High quality coating is achieved due to the uniform distribution of aluminum over the entire surface. The technology in this case involves preheating the surface to a temperature of 175 to 370 degrees Celsius. Much attention should be paid to the preliminary preparation of the part, since even a slight oxide film causes a significant decrease in the quality of adhesion of the surface and internal composition. The high cost of the process and its complexity determine its applicability only in the production of critical parts.
- Dip aluminizing is very popular due to the fact that the coating is applied within 15 minutes. In this case, the temperature turns out to be relatively low: from 600 to 800 degrees Celsius. In addition, this method is one of the most affordable in terms of cost. The essence of the procedure is to immerse the workpiece in liquid aluminum heated to a high temperature. This produces a layer with a thickness of 0.02 to 0.1 millimeters. Particular attention is paid to preparing the environment in which the process of changing the chemical composition of the surface layer will be carried out.
- There are other methods of adding aluminum that allow you to change the basic performance qualities of the workpieces.
- Monitor surface quality using a flaw detector - a device that is used to check defects using non-destructive testing.
- The most common defects are violations of the homogeneity of the structure, the appearance of a zone of corrosion damage, deviation of the required chemical composition, and so on.
Materials allowed for aluminizing
Metallization is a technology designed to change the properties of the surface layer. A variation of this technology is aluminizing. The surface layer is subjected to saturation:
- Carbon steels. In this case, low-carbon steels are predominantly used, less often medium-carbon steels. With a high carbon content in the composition, the procedure becomes ineffective.
- Alloy steels are used less frequently, but with proper technology, wear-resistant parts can be obtained.
- Cast iron can also be subjected to aluminizing to change its basic performance properties.
To obtain stainless steel, both carbon and alloy steels are subjected to aluminization. In some cases, preliminary preparation of steels and alloys is carried out, represented by hardening or other chemical-thermal treatment procedures.
Aluminizing
A type of chemical-thermal treatment consisting in diffusion saturation of the surface of parts with aluminum.
Most often, aluminizing is carried out for parts made of steel, nickel alloys and cast iron. The saturation depth is 0.02…1.2 mm.
Aluminizing is carried out mainly to increase heat resistance, reduce the adhesion of surfaces, increase wear resistance, and protect against corrosion in environments containing sulfur, nitrogen and carbon. The aluminized layer of a steel part is a ?-solid solution of aluminum in iron.
In addition, on the surface of a steel part, the formation of one or more intermetallic phases of the composition: FeAl2, FeAl, Fe3Al, Fe2Al5 is possible. (derived from the German word alitieren
— aluminizing).{/slide}
+ — The essence of the aluminizing process Click to collapse
Most often, aluminization is carried out in powder mixtures consisting of 25-50% aluminum powder or 50-75% ferroaluminum, with the addition of aluminum oxide (25-75%) and ammonium chloride (NH4Cl) in an amount of about 1%. During heating of steel in an aluminizing environment, the following reactions occur:
NH4Cl > NH3 + HCl, NH3 > 1/2N2 + 3/2H2, 2HCl + 2/3Al > 2/3AlCl3 + H2.
Aluminum chloride vapor, being heavier, interacts with aluminum through disproportionation reactions:
2/3AlCl3 + 4/3Al > 2AlCl, 2/3AlCl3 + 1/3Al > AlCl2, AlCl2 + Fe > 2/3AlCl3 + 1/3Fe3Al.
Thus, as a result of aluminization with aluminum in a saturating medium, aluminum chlorides are reduced to AlCl3, which again enters into reversible reactions.
+ — Purposes of aluminization
Click to collapse
- Increased heat resistance
. - Increased corrosion resistance when working in solutions of salts and nitric acid.
- Increased erosion resistance.
+ — Methods and modes of aluminization
Click to collapse
Currently, aluminization is carried out in both solid and liquid media. In addition, the metallization method is gradually beginning to expand in factory practice.
- Aluminizing in powders.
Most often, powder mixtures of the following compositions are used: - 49.5% aluminum + 49.5% Al2O3 + 1% NH4Cl;
- 48% ferroaluminum + 48% quartz sand + 4% NH4Cl.
99% ferroaluminum + 1% NH4Cl;
In all compositions, the aluminizing temperature is maintained at 950...1050 °C, and the holding time for the indicated temperatures is set in the range from 6 to 12 hours. Under such conditions, the depth of the aluminized layer can be 0.25...0.6 mm.
The aluminizing process itself is carried out as follows. Parts and powders are loaded layer by layer into iron or nichrome boxes. During the saturation process, 10-15% of fresh powder mixture is repeatedly added to them.
If the mixture contains aluminum oxide, it is first calcined at a temperature of 800-900 °C before loading it into the box. All components of powder mixtures are sifted through a sieve with a mesh size of 0.4-0.5 mm. The box in which aluminizing is carried out must be equipped with a fusible shutter.
Along with the parts, two or three control samples, called witnesses, are placed in the box. With the help of such witnesses, you can monitor the progress of saturation.
Figure 1 shows the dependence of the depth of the aluminized layer on steel 10 on the duration of saturation at different temperatures.
The essence of this method is to soak the parts in a bath of molten aluminum at temperatures of 720 -850 °C. Since some parts can dissolve in liquid aluminum, to prevent this process, 8-12% iron is introduced into the bath. It is undesirable to contain impurities of copper, zinc and silicon in the bath, because they make the process of saturation difficult.
The holding time may vary depending on the type of parts and their purpose from 15 minutes. up to 1 hour Under such conditions, it is possible to obtain aluminized layers with a depth of 0.1...0.3 mm.
It should be noted that with this method, an increase in the fragility of the resulting layer can sometimes be observed. Therefore, in order to eliminate such a defect, parts after aluminizing are subjected to annealing at a temperature of 950-1050 °C for 4-5 hours.
With such heat treatment, the layer depth can increase by 20-40%.
During the aluminizing process, it is recommended to create a layer of flux on the surface of the melt, consisting, for example, of 40% NaCl; 40% KCl; 10% Na3AlF6; 10% AlF3. This flux plays the role of protection and reduces the process of corrosion of the surface of the part. In Figure 2
The dependence of the layer depth of steel 10 on the duration of aluminizing in the aluminum melt at different temperatures is shown.
The aluminized layer is a solid solution of aluminum based on the chemical compound Fe3Al. This phase is more often called the ?-phase. The aluminum concentration in this phase can reach up to 30% or more.
Currently, aluminizing by metallization is gradually developing and expanding.
The essence of this method is to spray a layer of aluminum onto the surface of the part, followed by diffusion annealing at a temperature of 900-1000 °C.
Before annealing, the part is coated with a coating consisting of 48% silver graphite, 30% quartz sand, 20% clay and 2% ammonium chloride. All components are mixed on liquid glass and applied to the part with a thickness of 0.8-1.5 mm.
The temperature at which saturation occurs is 900-950 °C. The process itself can last 2-4 hours. Under such conditions, it is possible to obtain a layer with a thickness of 0.2-0.4 mm.
Aluminizing is most widely used in the production of valves for internal combustion engines, thermocouple covers, etc.
In principle, aluminizing can be prescribed for any parts that operate at high temperatures and which, above all, are required to have high scale resistance.
Chemical-thermal treatment of steel
- Chemical-thermal treatment is the process of changing the chemical composition, structure and properties of surface layers and metal.
- This treatment is applicable to parts that require a hard and wear-resistant surface while maintaining a tough and sufficiently strong core, high corrosion resistance, and high fatigue resistance.
- Chemical-thermal treatment of steel is based on the diffusion (penetration) of atoms of various chemical elements into the atomic crystal lattice of iron when steel parts are heated in an environment rich in these elements.
- The most common types of chemical-thermal treatment of steel are: carburization - saturation of the surface of steel parts with carbon; nitriding - saturating the surface of steel parts with nitrogen; cyanidation - simultaneous saturation of the surface of steel parts with carbon and nitrogen.
Welding aluminum with argon: technology, instructions, nuances of the process
According to the technology of welding in an argon environment, high demands are placed on both the welding machine and additional equipment that ensures proper storage and supply of consumables. All these parameters are of decisive importance when forming a weld.
Argon welding of aluminum and its alloys can be performed with the following equipment:
- a source of electric current to which the welding machine and all other equipment will be connected;
- a cylinder in which the protective gas argon is stored;
- a mechanism responsible for feeding filler wire into the welding zone.
The technology for performing welding work using argon at large industrial enterprises is well established. In this case, the shielding gas is supplied through a centralized network. Whole reels are formed from welding wire and installed on a semi-automatic welding machine. All work is performed on special workbenches, the surface of which is made of stainless steel.
A high-quality weld is obtained only when the parts being joined are thoroughly cleaned of various types of contaminants (grease, dirt, oil). Cleaning is done using a solvent. For sheet blanks with a thickness of more than 4 mm, edge cutting is required. In this case, welding work is carried out end-to-end. To remove the refractory oxide film from the surface of the product, it is necessary to treat the joint with a file or a wire brush. With a complex connection configuration, processing with a grinding machine is possible.
The technology of welding aluminum semi-automatically in an argon environment has a number of characteristic features. When performing work semi-automatically or with manual supply of the additive, you will need tungsten electrodes with a diameter of 1.5–5.5 mm. When forming a welding arc, the electrode must be positioned at an angle of 80° to the surface of the parts.
The manual feed of filler wire technology allows an angle of 90° relative to the electrode. In this case, the filler wire moves in front of the electrode. This is very clearly visible in the demonstration videos, which show the process of welding using argon.
| Modes of argon arc welding of aluminum with a tungsten electrode | ||||
| Metal thickness, mm | Diameter, mm | Current strength, A | ||
| Tungsten electrode | filler wire | In argon | In helium | |
| 1-2 | 2 | 1-2 | 50–70 | 30–40 |
| 3-4 | 3 | 2-3 | 100–130 | 60–90 |
| 4–6 | 4 | 3 | 160–180 | 110–130 |
| 6–10 | 5 | 3-4 | 220–300 | 160–240 |
| 11–15 | 6 | 4 | 280–360 | 220–300 |
Argon connection technology requires maintaining the arc length within 3 mm. In this case, transverse movements of the filler wire are not allowed.
It is advisable to connect thin aluminum sheets on a lining, which can be a steel sheet. This technology facilitates faster removal of heat from the work area, resulting in rare burnouts or leaks of molten metal. In addition, the lining allows you to save energy, significantly increasing the speed of welding work.
The technology of welding aluminum and its alloys using argon has a number of undeniable advantages over other methods of joining workpieces. First of all, this concerns low heating of the parts being connected. This is a very valuable quality when cooking workpieces of complex shapes.
When using an argon connection, a very strong weld is obtained with high uniformity of the material in a given zone, a minimum number of pores, impurities and foreign inclusions. A uniform penetration depth along the entire length of the weld is a very important indicator that distinguishes argon welding technology.
Of course, each technology has its drawbacks, and working with argon is no exception. The disadvantage of this method is the use of complex equipment. Only with proper configuration of the welding machine and additional equipment is it possible to achieve maximum efficiency of all operations, resulting in a high-quality weld.
The determining parameter when setting up all equipment to perform work in an argon or other protective environment is the speed and uniformity of the filler wire feed. If this parameter is violated, the additive is supplied intermittently, the welding arc is interrupted, and the consumption of shielding gas and electricity increases significantly.
Description of the technology and its purpose
The diffusion metallization method makes it possible to obtain a processed steel layer thickness from 10 microns to 3 millimeters. Regardless of what metal the surface layer of the carrier is saturated with, the production technology has several similar stages:
- Physical cleaning of a part that will be subject to diffusion metallization. At this stage, any dirt, dust, grease and oxide layer are removed from the surface.
- Placing the product in the work environment. This can be dipping into a liquid melt, filling with metal-containing powders, or spraying metal onto the surface of the part.
- In some cases, as with aluminum diffusion, there is a stage of applying a heat-resistant coating on top of the melt sprayed onto the workpiece.
- Placed inside a special oven where high temperatures are created, sometimes exceeding 1000 degrees Celsius. At this stage, under the thermal influence of the furnace, atoms penetrate into the surface layer of the product, which can last for a very long time.
- After processing, the part is removed from the box, washed, and the remaining powder is removed.
Aluminizing methods
Aluminizing steel is performed at temperatures from 700 to 1100 °C, depending on the characteristics of the workpiece. There are several methods of surface aluminization:
- in powder mixtures (calorization);
- spraying;
- metallization;
- in a vacuum;
- by immersion.
Each method has advantages and disadvantages. The technical characteristics of the layer will also have different parameters.
Aluminizing steel by immersion is the most preferred method.
Advantages and disadvantages of technology
The thermal diffusion method of metal processing, unlike other technologies, has a number of obvious advantages:
- The zinc coating applies evenly, and the surface acquires good adhesion and stable protective qualities.
- The technology is cost-effective because its application does not require large production areas, and the costs of electricity and labor are minimal.
- Since diffusion processing of rolled products is carried out in sealed boxes, this technology is characterized by chemical and toxic safety, and is also environmentally friendly. Moreover, the workflow eliminates the possibility of specialists receiving thermal burns.
- Cleaning the surface of products after treatment with a layer of zinc is carried out without the use of acids and other chemically aggressive compounds.
- It is possible to adjust the thickness of the zinc coating, and in a wide range depending on the established requirements.
- The waste generated during thermal diffusion galvanizing is easy to dispose of, which is carried out according to a standard scheme, eliminating the danger to human health.
- Diffusion galvanizing of metal surfaces is carried out using equipment that is easy to operate and maintain.
- Unlike other technologies used for processing metal structures with zinc, thermal diffusion coating is carried out at a gentle temperature.
Comparative analysis of corrosion resistance
Despite many advantages, this technology also has some disadvantages, including:
- The surface after treatment has an unaesthetic gray color. To increase the attractiveness of the coating, an additional decorative layer must be applied to the previously created zinc layer. However, the possibility of applying a decorative layer is not provided for by the requirements of current GOSTs. Therefore, if the decorative properties of galvanized parts are not paramount, the gray color of the product is not considered a disadvantage.
- The technology can only be used for products whose dimensions are not limited by the volume of the heating furnace and do not exceed the dimensions of the sealed box itself.
Diffusion metallization of ship parts
Diffusion metallization is usually called a method of processing steels or other metals and alloys, in which the surface layer is changed by the introduction of molecules of other elements.
All this happens at very high temperatures in a special environment.
The result of this treatment is the physical strengthening of the layer, as well as increasing its heat resistance, increasing resistance to the corrosion process - the surface wears less during operation.
Unlike nitrocarburization and cyanidation, where carbon and nitrogen atoms are directly introduced into the crystal lattice of steel, diffusion metallization involves a more complex process when atoms of other elements form so-called substitution solutions with steel, therefore this process is lengthy and requires the use of higher temperatures exceeding 1000 degrees Celsius.
Description of the technology and its purpose
The diffusion metallization method makes it possible to obtain a processed steel layer thickness from 10 microns to 3 millimeters. Regardless of what metal the surface layer of the carrier is saturated with, the production technology has several similar stages:
- Physical cleaning of a part that will be subject to diffusion metallization. At this stage, any dirt, dust, grease and oxide layer are removed from the surface.
- Placing the product in the work environment. This can be dipping into a liquid melt, filling with metal-containing powders, or spraying metal onto the surface of the part.
- In some cases, as with aluminum diffusion, there is a stage of applying a heat-resistant coating on top of the melt sprayed onto the workpiece.
- Placed inside a special oven where high temperatures are created, sometimes exceeding 1000 degrees Celsius. At this stage, under the thermal influence of the furnace, atoms penetrate into the surface layer of the product, which can last for a very long time.
- After processing, the part is removed from the box, washed, and the remaining powder is removed.
In order for the workpiece to have a good appearance (especially for metallization of decorative elements), it should be subjected to additional processing by mechanical polishing.
Diffusion metallization of ship parts
Diffusion metallization is the saturation of the surface layer of a part with any element to impart certain properties to the surface. The most common types of diffusion metallization are:
- aluminizing - saturation with aluminum to increase heat resistance;
- chrome plating - saturation with chromium to increase corrosion resistance, heat resistance, hardness and wear resistance;
- siliconization - saturation with silicon to increase corrosion resistance and acid resistance;
- sulfidation - saturation with sulfur to increase extreme pressure properties and wear resistance;
- phosphating - saturation with phosphorus to improve run-in and wear resistance.
Container ship Alasa ipspotting.com
Saturation is carried out to a depth of 0.3-0.9 mm, keeping the heated part (on average to a temperature of 500-600 ° C) in an appropriate environment for a certain time (several hours).
Recently, complex thermochemical methods for processing parts have been used:
- sulfocyanation;
- chromosiliconation (saturation with chromium and silicon);
- borosilication;
- boronation (saturation with carbon and boron);
- chromonitriding, etc.
Such coatings have high surface hardness and high wear resistance.
New methods of thermochemical processing have appeared:
- ionic;
- energy-releasing pastes.
The first methods are based on the highest activity of the gas, which manifests itself in the ionized state - ion nitriding, ion cementation, etc. Ionic thermochemical treatment is carried out in a hermetically sealed chamber in an atmosphere of a glowing arc or spark discharge.
The essence of ionic methods can be traced, for example, to ion nitriding. The part is placed in a chamber from which air is pumped out. The chamber is filled with ammonia gas and an electrical discharge is generated.
In this case, the electrodes are the anode and the part is the cathode. Ammonia dissociates, breaking down into nitrogen and hydrogen ions.
The electric field accelerates them, ions begin to bombard the surface of the part. Methods for strengthening and increasing the durability of parts, and nitrogen quickly saturates the surface layers.
Container ship Aurora, North Sea ipspotting.com
In the second method, the part is coated with an energy-releasing paste, which is set on fire. When the paste burns, the surface of the part becomes very hot (up to 600-800°C), and the dating elements contained in the paste penetrate into the upper layers of the part. After 2-3 minutes, the burnt part is immersed in water to cool.
With the help of energy-releasing substances in ship conditions it is possible to produce:
- aluminization;
- boriding;
- carbonitriding and other types of thermochemical treatment.
Types of diffusion metallization
The types of diffusion metallization can be classified according to several criteria. First of all, according to the type of metal that will penetrate into the surface layer through diffusion. Here they highlight:
- Aluminizing, when a part is saturated with aluminum atoms by thermochemical method.
- Chromium plating is the diffusion saturation of steel with chromium atoms.
- Titanization is the introduction of titanium atoms into the surface layer of steel.
- Galvanizing, when a metal part is saturated with elementary particles of zinc using a thermochemical method.
- Siliconization is the diffusion saturation of steel with silicon.
- Boriding is the production of a high-strength surface layer of metal by introducing boron atoms there by diffusion.
Depending on the state of the environment where the metal is processed by the diffusion method, metallization is carried out:
- in a solid environment;
- in a liquid medium;
- in a gaseous environment.
Solid metallization
This type of metallization is carried out through the use of an active solid medium based on ferroalloys.
This category includes ferrosilicon, ferroaluminum, ferrochrome (the listed components are introduced into the work area as powders), plus ammonium chloride (NH4Cl) is added to them, not exceeding 5% of the total mass of the solid component. The parts covered with powder are placed inside a special oven.
Saturation in a solid medium is carried out for steel, cobalt, nickel, titanium and other metals at temperatures from 1000 to 1500 degrees Celsius.
When the temperature rises to the operating level, ammonium chloride begins to react with the ferroalloy, resulting in the release of unstable thermal metal chlorides CrCI2, AlCI3, SiCI4 and others. These chlorides, in contact with the steel surface, begin to dissociate. A chemically active element is released, which penetrates the surface layer of the product, saturating it.
Aluminized metals and alloys
Aluminizing is not only a way to protect the surface. Oxide film is an excellent base for paint and varnish coatings. The main metals that are subjected to aluminization are:
- Carbon steel. With a high carbon content in the metal, the diffusion of aluminum is difficult, so low- and medium-carbon steels are mainly processed.
- Alloy steel. Processing this metal is associated with certain difficulties, however, if all technological requirements are met, a wear-resistant protective layer can be obtained.
- Cast iron. Cast iron is processed less frequently. The goal is to change the physical properties of the surface layer of cast iron.
The manufacturing process of stainless steel involves aluminizing alloy or carbon compounds.
In addition to the above metals, a protective layer is applied to the following materials:
- copper;
- titanium;
- molybdenum;
- nickel;
- niobium.
Materials allowed for aluminizing
Metallization is a technology designed to change the properties of the surface layer. A variation of this technology is aluminizing. The surface layer is subjected to saturation:
- Carbon steels. In this case, low-carbon steels are predominantly used, less often medium-carbon steels. With a high carbon content in the composition, the procedure becomes ineffective.
- Alloy steels are used less frequently, but with proper technology, wear-resistant parts can be obtained.
- Cast iron can also be subjected to aluminizing to change its basic performance properties.
To obtain stainless steel, both carbon and alloy steels are subjected to aluminization. In some cases, preliminary preparation of steels and alloys is carried out, represented by hardening or other chemical-thermal treatment procedures.
If you find an error, please select a piece of text and press Ctrl+Enter.
Aluminizing technology and methods
Diffusion aluminizing takes place at temperatures from 700 to 1100 degrees Celsius. Optimal processing modes are selected depending on the characteristics of the material being processed. There are several most common technologies of chemical-thermal treatment:
Aluminizing in powder mixtures is carried out using metal boxes. The workpiece is placed in a solid carburizer. At the same time, the prepared mixture can be used repeatedly, which makes this technology economically profitable. The aluminizing temperature of steel in this case is maintained in the range from 950 to 1050 degrees Celsius, the process takes from 6 to 12 hours. The maximum penetration depth of aluminum is 0.5 millimeters. The composition used is aluminum powder, powder and certain additives. Additives are represented by aluminum oxide and ground clay, as well as ammonium and aluminum chlorides. In some cases, the procedure takes up to 30 hours, which makes it uneconomical. This method is applicable in the case of a complex part configuration, since the change in the surface stage is carried out in stages. Changing the composition of the surface layer with a powder mixture is the most expensive method of all used. Aluminizing by spraying is carried out if it is necessary to reduce the time of this operation. This aluminizing technology determines the effect of a relatively low temperature, about 750 degrees Celsius, which requires about one hour to penetrate aluminum to a depth of 0.3 millimeters. The advantage of this method is the speed of execution, but it cannot be used to obtain wear-resistant critical parts, since the surface film is very thin. Surface saturation of steel is recommended for mass production. The adhesion strength of the sprayed layer in this case is low, 0.2-2 kg/mm2. Also, the features of this technology determine the high porosity of the structure. Metallization followed by firing is carried out by heating the part to a temperature of 900-950 degrees Celsius, the heating duration is 2-4 hours. This method is significantly inferior to the previous one, since the resulting layer has a thickness of no more than 0.2-0.4 millimeters, and costs increase due to a significant increase in heating time. However, it is often used when it is necessary to obtain a part with a durable and hard surface that will be subject to significant loads. This is due to the fact that annealing allows reducing the fragility index, increasing strength. Aluminizing in a vacuum involves applying a coating by evaporating aluminum with its subsequent deposition on the surface of the product. The thickness of the resulting coating is insignificant, but the achieved quality is one of the highest. To heat the medium, special furnaces are installed that are capable of heating the supplied composition to a temperature of 1400 degrees Celsius. High quality coating is achieved due to the uniform distribution of aluminum over the entire surface. The technology in this case involves preheating the surface to a temperature of 175 to 370 degrees Celsius. Much attention should be paid to the preliminary preparation of the part, since even a slight oxide film causes a significant decrease in the quality of adhesion of the surface and internal composition. The high cost of the process and its complexity determine its applicability only in the production of critical parts. Dip aluminizing is very popular due to the fact that the coating is applied within 15 minutes. In this case, the temperature turns out to be relatively low: from 600 to 800 degrees Celsius. In addition, this method is one of the most affordable in terms of cost. The essence of the procedure is to immerse the workpiece in liquid aluminum heated to a high temperature. This results in a layer with a thickness of 0.02 to 0.1 millimeters
Particular attention is paid to preparing the environment in which the process of changing the chemical composition of the surface layer will be carried out.
Microstructure of an insert aluminized according to the optimal regime
There are other methods of adding aluminum that allow you to change the basic performance qualities of the workpieces.
The most common defects are violations of the homogeneity of the structure, the appearance of a zone of corrosion damage, deviation of the required chemical composition, and so on.
Product durability depending on the thickness of the aluminized layer
Aluminizing steel
Over the course of several centuries, the basic performance properties of metals have been changed using chemical-thermal effects.
Tests indicate that the percentage of certain impurities in a metal can affect its hardness, strength, corrosion resistance and many other qualities. Aluminizing carbon steel is the process of saturating the surface layer of a product with aluminum, which takes place at a certain temperature. The process of aluminizing steel is quite complicated; it requires the installation of certain equipment.
Let us consider the features of the work on saturating the surface layer of steel and cast iron with aluminum.
Aluminizing steel
Application of aluminizing
The properties imparted to the product largely determine the scope of application of the technology of chemical-thermal treatment under consideration. In production, aluminizing of steels is used to change the following properties of the processed steel:
- High scale resistance. This property is associated with the process of formation of a protective film on the surface of the product when it is heated.
- High protection against oxidative processes.
- High anti-corrosion properties. As a result of aluminizing, the product can be used even when exposed to sea water.
- When considering the hardness of the surface layer, you need to pay attention to the fact that the maximum achieved value is about 500HV.
When considering the advantages and disadvantages of aluminizing steel, it should be noted that exposure to high temperature causes a rearrangement of the atomic lattice, as a result of which the surface layer becomes brittle.
When processing critical parts using this chemical-thermal method, firing is carried out for several hours. Therefore, the process of adding aluminum is characterized by a long duration.
Aluminizing steel 20
Aluminizing technology and methods
Diffusion aluminizing takes place at temperatures from 700 to 1100 degrees Celsius. Optimal processing modes are selected depending on the characteristics of the material being processed. There are several most common technologies of chemical-thermal treatment:
- Aluminizing in powder mixtures is carried out using metal boxes. The workpiece is placed in a solid carburizer. At the same time, the prepared mixture can be used repeatedly, which makes this technology economically profitable. The aluminizing temperature of steel in this case is maintained in the range from 950 to 1050 degrees Celsius, the process takes from 6 to 12 hours. The maximum penetration depth of aluminum is 0.5 millimeters. The composition used is aluminum powder, powder and certain additives. Additives are represented by aluminum oxide and ground clay, as well as ammonium and aluminum chlorides. In some cases, the procedure takes up to 30 hours, which makes it uneconomical. This method is applicable in the case of a complex part configuration, since the change in the surface stage is carried out in stages. Changing the composition of the surface layer with a powder mixture is the most expensive method of all used.
- Aluminizing by spraying is carried out if it is necessary to reduce the time of this operation. This aluminizing technology determines the effect of a relatively low temperature, about 750 degrees Celsius, which requires about one hour to penetrate aluminum to a depth of 0.3 millimeters. The advantage of this method is the speed of execution, but it cannot be used to obtain wear-resistant critical parts, since the surface film is very thin. Surface saturation of steel is recommended for mass production. The adhesion strength of the sprayed layer in this case is low, 0.2-2 kg/mm2. Also, the features of this technology determine the high porosity of the structure.
- Metallization followed by firing is carried out by heating the part to a temperature of 900-950 degrees Celsius, the heating duration is 2-4 hours. This method is significantly inferior to the previous one, since the resulting layer has a thickness of no more than 0.2-0.4 millimeters, and costs increase due to a significant increase in heating time. However, it is often used when it is necessary to obtain a part with a durable and hard surface that will be subject to significant loads. This is due to the fact that annealing allows reducing the fragility index, increasing strength.
- Aluminizing in a vacuum involves applying a coating by evaporating aluminum with its subsequent deposition on the surface of the product. The thickness of the resulting coating is insignificant, but the achieved quality is one of the highest. To heat the medium, special furnaces are installed that are capable of heating the supplied composition to a temperature of 1400 degrees Celsius. High quality coating is achieved due to the uniform distribution of aluminum over the entire surface. The technology in this case involves preheating the surface to a temperature of 175 to 370 degrees Celsius. Much attention should be paid to the preliminary preparation of the part, since even a slight oxide film causes a significant decrease in the quality of adhesion of the surface and internal composition. The high cost of the process and its complexity determine its applicability only in the production of critical parts.
- Dip aluminizing is very popular due to the fact that the coating is applied within 15 minutes. In this case, the temperature turns out to be relatively low: from 600 to 800 degrees Celsius. In addition, this method is one of the most affordable in terms of cost. The essence of the procedure is to immerse the workpiece in liquid aluminum heated to a high temperature. This produces a layer with a thickness of 0.02 to 0.1 millimeters. Particular attention is paid to preparing the environment in which the process of changing the chemical composition of the surface layer will be carried out.
Microstructure of an insert aluminized according to the optimal regime
There are other methods of adding aluminum that allow you to change the basic performance qualities of the workpieces.
Monitor surface quality using a flaw detector - a device that is used to check defects using non-destructive testing.
The most common defects are violations of the homogeneity of the structure, the appearance of a zone of corrosion damage, deviation of the required chemical composition, and so on.
Product durability depending on the thickness of the aluminized layer
Materials allowed for aluminizing
Metallization is a technology designed to change the properties of the surface layer. A variation of this technology is aluminizing. The surface layer is subjected to saturation:
- Carbon steels. In this case, low-carbon steels are predominantly used, less often medium-carbon steels. With a high carbon content in the composition, the procedure becomes ineffective.
- Alloy steels are used less frequently, but with proper technology, wear-resistant parts can be obtained.
- Cast iron can also be subjected to aluminizing to change its basic performance properties.
To obtain stainless steel, both carbon and alloy steels are subjected to aluminization. In some cases, preliminary preparation of steels and alloys is carried out, represented by hardening or other chemical-thermal treatment procedures.
, please select a piece of text and press Ctrl+Enter.
Application of aluminizing
The properties imparted to the product largely determine the scope of application of the technology of chemical-thermal treatment under consideration. In production, aluminizing of steels is used to change the following properties of the processed steel:
High scale resistance. This property is associated with the process of formation of a protective film on the surface of the product when it is heated. High protection against oxidative processes. High anti-corrosion properties
As a result of aluminizing, the product can be used even when exposed to sea water. When considering the hardness of the surface layer, you need to pay attention to the fact that the maximum achieved value is about 500HV.
When processing critical parts using this chemical-thermal method, firing is carried out for several hours. Therefore, the process of adding aluminum is characterized by a long duration.
Aluminizing steel 20
Steel aluminizing process
Aluminizing is a type of diffusion metallization, which is characterized by saturation of the surface layer with aluminum. The protective coating creates an oxide film on the processed products, which increases resistance to high temperatures and prevents corrosion processes. Although this processing method is suitable for most metals and alloys, the most popular is aluminizing steel. Cast iron takes second place.
Aluminizing is characterized by high technological complexity - it is almost impossible to implement at home. Let's consider the features and nuances of the technology.