Drill manufacturing technology
The technological process for manufacturing spiral drills for metal with conical shanks consists of the following sequence of operations.
- A piece of workpiece for the tail section.
- Cutting the workpiece for the working part.
- Cleaning the ends of the tail section.
- Cleaning the ends of the working part.
- Cleaning the workpiece using a sandblasting machine.
- Welding.
- Annealing.
- Peeling the bead at the weld.
- Straightening the workpiece after welding.
- Trimming the end from the shank side.
- Drilling and countersinking the center hole from the shank side.
- Turning of the outer center from the side of the working part.
- Turning of the working part in diameter, preliminary and final.
- Taper turning of the shank, preliminary and final.
- Turning the shank for the foot and trimming the end.
- Foot milling.
- Spiral groove milling.
- Milling the back of the tooth.
- Heat treatment and cleaning using a sandblasting machine.
- Polishing of spiral grooves.
- Center grinding.
- Grinding the shank to a cone.
- Grinding the working part along the diameter with a reverse cone.
- Drill sharpening.
- Control and branding.
Classification of drills by material of manufacture
Which metal drills are the best for drilling particularly strong alloys is quite simple to answer:
- To process such material, you should choose products that have a plate of increased hardness on the cutting edge. Such gimlets are the best for processing hard alloys.
- The price of such products is low due to the fact that the main body of the cutting tool is made of ordinary tool steel.
Drills made of metal alloyed with cobalt have good characteristics.
They can withstand increased mechanical loads and excessive heating of the working surface during operation. The cost of the products is high, but if it is necessary to make holes in a hard alloy, then cobalt analogues are the best for performing such work.
Titanium drills are not inferior in strength to cobalt drills, and when drilling alloy steels and non-ferrous alloys they show even better results.
Elements of a twist drill[ | ]
A twist drill is a cylindrical rod, the working part of which is equipped with two (less often four) helical spiral grooves designed to remove chips and form cutting elements - ribbons.
- Working part The cutting part
has two main cutting edges formed by the intersection of the front helical surfaces of the grooves along which the chips flow with the rear surfaces, as well as a transverse cutting edge (jumper) formed by the intersection of the rear surfaces. - The guide part
has two auxiliary cutting edges formed by the intersection of the front surfaces with the surface
of the strip
(a narrow strip on the cylindrical surface of the drill, located along the helical groove and ensuring the direction of the drill when cutting, as well as reducing friction of the side surface against the walls of the hole).
- Shank
- for securing the drill to a machine or hand tool.
A driver
for transmitting torque to the drill or
a foot
for knocking the drill out of the conical socket.
, which ensures the exit of the wheel when grinding the working part of the drill.
Drill angles[ | ]
The apex angle is 2φ=118° and the inclination angle of the helical groove is ω=27°.
- Point angle 2φ
is the angle between the main cutting edges of the drill. As 2φ decreases, the length of the cutting edge of the drill increases, which leads to improved heat dissipation conditions and, thus, increased durability of the drill. But with a small 2φ, the strength of the drill decreases, so its value depends on the material being processed. For soft metals 2φ=80…90°. For steels and cast irons 2φ=116…118°. For very hard metals 2φ=130…140°. - The angle of inclination of the helical groove ω
is the angle between the axis of the drill and the tangent to the helical line of the ribbon. The greater the inclination of the grooves, the better the removal of chips, but the less rigidity of the drill and the strength of the cutting edges, since the volume of the groove increases along the length of the working part of the drill. The value of the inclination angle depends on the material being processed and the diameter of the drill (the smaller the diameter, the smaller ω). - The rake angle γ
is determined in a plane perpendicular to the cutting edge, and its value changes. It has the greatest value at the outer surface of the drill, the smallest at the transverse edge. - The clearance angle α
is determined in a plane parallel to the drill axis. Its values, like the front angle, change. Only it has the greatest value at the transverse edge, and the smallest at the outer surface of the drill. - The inclination angle of the transverse edge ψ
is located between the projections of the main and transverse cutting edges onto a plane perpendicular to the drill axis. For standard drills ψ=50…55°.
Variable values of the angles γ and α create unequal cutting conditions at different points of the cutting edge.
Drill angles during cutting[ | ]
Twist drill with a diameter of 80 mm with a Morse taper shank No. 6. The angles of the drill during the cutting process differ from the angles in the static state, just like those of the cutters. The cutting plane in kinematics turns out to be rotated relative to the cutting plane in statics by an angle μ, and the actual angles during the cutting process will be as follows:
What steel are metal drills made from?
The vast majority of metal cutting tools are made of high-speed steel, which may have various impurities, such as tungsten, cobalt, chromium, vanadium or molybdenum. The presence of one or another additional metal in the composition of high-speed steel can be understood from the markings of the drill. So, the letter M indicates the presence of molybdenum in the alloy, the letter F indicates that the alloy contains at least 3% vanadium, and if the letter P is present in the marking, then this is a sign that the alloy contains tungsten. It should be noted that chromium and carbon are not marked.
What is high speed steel? This is a type of steel that has ultra-high hardness, resistance to fracture and outstanding red-hardness. Thus, conventional carbon tool steels are not capable of providing high drilling or cutting speeds, but high-speed steels, thanks to alloying with the above-mentioned impurities, successfully cope with such extreme conditions.
In addition, not only the markings, but also their color can tell something about the materials from which drills are made. So, bright golden indicates that the drill is coated with titanium nitrite. Such drills have a long service life due to their increased wear resistance. And the black color of a drill, for example, indicates that it has been treated with steam, which also improves the quality of the cutting tool.
Drill production
Content
- Drill manufacturing technology
- Materials for the manufacture of metal drills Coatings that improve drill performance
- Heat treatment
In this article we will tell you everything about the production of drills. You will learn:
what technology is used to make conventional twist drills;
what materials are used for production;
on what equipment the main technological operations for the production of metal drills are performed;
What are the features of heat treatment and welding?
Photo No. 1: making a metal drill
Classification of drills by type of design
When working with metal parts, two main groups of drilling devices can be distinguished:
- Flat (or feather) drills - such a tool has replaceable plates for the feather drill, is undemanding to the accuracy of the angle of application of force during drilling work, is structurally simple and has a low cost, but at the same time easily loses the diameter of the working surface when sharpening and does not have a groove structurally to remove chips.
- Twist drills are cylindrical drills that have one or two grooves on the surface of their body to remove chips.
When working with metal, it is important to select a drilling device that matches the material. In order for the work to be done efficiently, the craftsman must be able to distinguish drills for metal from similar drills for wood. The drill configuration for both materials has similar elements; in both cases, the tools can have a diameter of up to 80 mm and a length of up to 600 mm, the drilling technology is identical and, moreover, the drills have the same markings. But despite all the similarities, wood tools are not always suitable for metal drilling, and vice versa.
The first distinguishing feature is the hardness of the gimlet: for drilling holes in metal, a tool with a higher hardness is selected. You need to understand that the hardness of metal drills is not a constant parameter and, in turn, also depends on the strength characteristics of the material on which drilling work will be carried out.
The second difference is the type of sharpening of the cutting elements. The device for drilling wood has a sharp nose at the tip in the form of a pin or corner, which prevents the gimlet from sliding relative to its specified position. Such fixation is not required when working with metal. The angle between the cutting edges is also different and directly depends on the material for which the drill is intended.
When carrying out drilling work on wooden parts and the master decides to use a tool designed for metal work, you need to understand that the distinctive characteristics listed above can play a key role in obtaining a high-quality hole with smooth edges and without scorching.
An important role in obtaining a high-quality hole is played by the factor of whether the drill manufacturing technology was followed correctly. If something was broken during the production of a metal drilling tool, then neither the correct shape of the gimlet nor its appropriate color will be able to ensure a high-quality result of the work and the service life of the drilling product will be significantly reduced.
Materials for making metal drills
In Russia, materials such as high-speed steels and hard alloys are used to make metal drills. Let's list the common brands of the first.
P9 and P18. Steel with similar characteristics. The first contains 9% tungsten, and the second - 18. Drills made from these steels drill well, do not overheat and last a long time.
Р6М5 (foreign analogue - HSS steel). Metal drills made of this high-speed steel are most often found. It contains 6% tungsten and 5% molybdenum. Tools made from this material are used to process:
Р6М5К5 (foreign analogue - HSS-Co steel). This alloy contains not only molybdenum and tungsten, but also 5% cobalt. Drills made from R6M5K5 steel are stronger than analogues made from an alloy without the addition of cobalt. These tools are used to process:
Carbide drills differ from tools made from high-speed steel by being more durable and durable. 4 types of alloys are used for production.
tungsten-free (based on TiC, TiCN with a nickel-molybdenum binder).
Coatings that improve drill performance
In the production of metal drills, two types of coatings are applied to the working parts and shanks to improve their properties.
Titanium nitride. The hardness of the surface layers of such drills increases by 2300 HV. Thermal resistance increases to 600°.
Titanium nitride alloyed with aluminum. The hardness of the surface layers of such drills increases by 3000 HV. Thermal resistance increases to 900°.
Photo No. 2: drill coated with titanium nitride
Drills with such coatings are used to process:
parts made of hard and improved alloys;
billets made of malleable and gray cast iron, in which the graphite inclusions are spherical.
If maximum reliability and wear resistance are important to you, buy these tools. You will find detailed information about choosing metal drills here.
Determining the type of drill by the color of its surface
The color of a drilling tool is an important feature that allows us to draw appropriate conclusions about its quality and durability. Different types of gimlet colors have different strength characteristics, the choice of which should be based on the frequency of use of the tool, its accuracy and the requirements for the quality of the finished hole.
Gray drills are short-lived and the least reliable due to the complete absence of any protective coating, which makes them susceptible to changes in mechanical properties for the worse under the influence of high temperature or force loads. Such drills have a low cost, but their use will be one-time.
Black metal drills, compared to gray ones, are of better quality. The manufacturing technology of black gimlets involves treatment with high-temperature steam, which increases their strength and resistance to wear. Drilling products with a black surface also have a low cost, which attracts the attention of many craftsmen.
Drills with a light yellow coating have a very good safety margin. Internal stresses in such products are eliminated by thermal tempering even at the stage of their manufacture, due to which high strength of the tool is created. For their manufacture, they resort to the use of high-quality high-speed tool steel. Despite all their advantages, pale gold drills are inferior in their characteristics to brighter specimens.
The bright yellow drill bits are made of high-strength steel coated with titanium nitride. Products with a similar color when making holes experience minimal frictional force, which has a positive effect on their service life. The cost of such gimlets is quite high, but they fully pay for themselves due to their long service life.
Machines for the production of drills
Let's list the technological operations for manufacturing drills and name the machines, apparatus and devices that are used for processing, for example, blanks for tools with diameters from 0.1 to 1 mm, having thickened shanks.
Turning. Slitting automatic lathes 1103 are used for it.
Heat treatment. Produced in electrode salt baths.
· Vacation and rinsing. When performing drills, they are placed in special mesh baskets.
Shank grinding. A grinding machine ZM-180 or MF-63 is used.
Finishing of working parts of drills. For this operation, special finishing machines of the Steinel type are used.
Grinding of working parts. It is performed on a centerless grinding machine MF-63AP with manual feed.
Grinding of flutes. A special grinding machine MF-202 is designed for it.
Sharpening. It is carried out on a 64A machine using a binocular microscope.
To produce drills with diameters up to 12 mm, other equipment is used.
Grinding drills on cylindrical surfaces. For processing workpieces with diameters up to 2 mm, a ZM-180 or MF-63 machine is used. Larger workpieces are ground on a ZM-182 machine.
Grinding of chip flutes. Workpieces with diameters up to 2 mm are processed on an M-202P or M3460 machine. For grinding larger drills, machines 3A650, 3A682, 3A683, 3657, 3A684 and 3A684K are used.
Sharpening and pointing. These operations are performed on machines 3A681, 3A650 and 3A682.
Preservation and packaging. Special devices NO-2012, NO-2712 and NO-1894A are designed for them.
Features of drill manufacturing, additional methods for improving tool performance
We will talk about the features of performing the most important operations included in drill manufacturing technology, and describe the methods that are used to improve the basic characteristics of tools.
Heat treatment
It is very important. The wear resistance of the tool and the quality of the steel directly depend on the correctness of the heat treatment.
Hardening is carried out in baths with molten salts or in furnaces (electric and gas). In some cases, equipment with a vacuum or a reducing atmosphere is used to make drills.
For tempering, oils, alkalis, salts and water are used. Often the workpieces are cooled in air.
Note! Heat treatment modes are of particular importance. Therefore, all processes are controlled automatically.
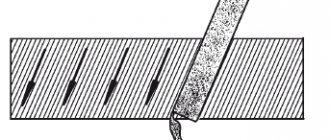
Resistance butt welding
Performed on special electric welding machines. There are three technologies.
Continuous flash welding without heating. The technology is highly productive. The disadvantage is the high consumption of metal for melting and upsetting.
Heated intermittent flash welding. Takes a little longer. Metal consumption is significantly reduced.
Heated resistance welding. Almost no metal is consumed, but the operation requires highly qualified workers.
The second method is most often used.
Photo No. 3: contact butt welding
Additional methods for improving the basic characteristics of drills
Let us list the technologies that are used in the manufacture of drills to further improve their properties.
Cyanidation. The surfaces of the working parts are saturated with nitrogen and carbon. Cyanidation increases the strength of tools by 2–3 times.
Sulfidation. The surface layers of drills are saturated with sulfur. Sulfur compounds reduce friction and increase the wear resistance of tools by 1.5–2 times.
Steam treatment. After this, the instruments are placed in oil. Black oxide films form on surfaces. The strength of drills that have undergone this treatment is doubled.
Drill factories
The production of high-quality metal drills is established at a huge number of factories in Russia and abroad. Products under the following brands are popular.
Ruko. The company specializes in the production of cross-sharpened drills. Types of spraying vary. The products combine high quality and reasonable cost.
Haisser. The carbide drills from this brand are some of the best in the world. The products are expensive.
Bosh. Specializes in the production of drills with SDS shanks.
"Bison". One of the best Russian manufacturers.
SEKIRA. This is our own brand. We produce drills of various types and sizes. The characteristics of all products meet the requirements of GOSTs. You can purchase our products at the lowest price.
Study the catalog, select the drills you need and place your order. We will deliver metal-cutting tools on time.
Sharpening a drill for metal
Not everyone can afford to buy new drills every time they become dull. Moreover, a high-quality metal drill, and not a cheap Chinese knockoff, is quite expensive. The good news is that with basic skills and a sharpening machine, you can sharpen a drill at home, thus avoiding unwanted financial expenses. Even if you don't have a sharpening machine at home, a regular drill and sharpening wheel will do the job. When sharpening a drill, you need to keep in mind that not only the drill head should be processed, but also the entire side cutting edge.
The density of the metal is so high that special tools and mechanisms must be used to process it. In order to make a hole in this material, drills and drilling machines are used, in which drills are the main cutting element.
Which metal drills are better? It is not easy to determine, because there are no universal products that would be suitable for processing all types of metal products. An experienced craftsman will be able to “by eye” determine the type of metal and quickly select the appropriate cutting tool for processing.
A beginner in this business needs to start with the basics. First, study the classification of drills and their scope of application, because the best models are products that are ideal for processing a specific type of metal.
What kind of drills there are, how to choose a suitable product for the job based on markings and appearance, find out in the article.
Drill production technology
Drills are made using foundry
Foundry production is a set of production processes for producing critical products of complex shape and configuration at relatively low cost.
Foundry products are produced by filling special molds with molten metal, in which the metal solidifies and turns into a casting. The casting mold has a cavity inside, the outline of which corresponds to the product. In metallurgy and mechanical engineering, the share of cast parts is more than 60% of the mass of mechanisms and machines, while the share of the total costs of their production does not exceed 20 - 25% of the cost of the machines. The mass of castings varies widely: from several grams to hundreds of tons.
Currently, the foundry has mechanized semi-automatic and automatic installations and production lines that provide the ability to produce castings with increased accuracy and surface cleanliness and a small amount of machining.
About 70% of castings are made in sand-clay molds for one-time use, but in recent years semi-permanent casting molds, such as graphite-based and permanent metal molds, as well as advanced special casting methods, have become increasingly common. To obtain high-quality castings, source metals and alloys must have a number of special casting forms, the main of which are: fluidity, shrinkage, segregation, absorption and release of gases.
Fluidity is the ability of a metal in a molten state to fill molds and reproduce the contours of a casting. Liquation is the heterogeneity of the chemical composition of the material in different parts of the casting, which occurs during its solidification and leads to heterogeneity of mechanical properties in different parts of the casting. The quality of the resulting castings also largely depends on the ability of metals and alloys to absorb gases in the molten state and release gases when cooled.
The use of molding and core mixtures with increased gas permeability reduces the formation of gas holes in castings.
The process of obtaining products in a foundry consists of the following main technological stages: making models and core boxes, preparing molding and core mixtures, making cores and casting molds, preparing molten metal, pouring metal into the mold, removing the casting from the mold, trimming, cleaning and quality control castings
In the manufacture of one-time molds, sand-clay molding mixtures are used, consisting of quartz sand, refractory clay and a number of binders and auxiliary molding materials. Sand is the main molding material with high fire resistance, hardness, strength and thermochemical resistance. Clays are crushed rocks and are used as a binding material, giving mixtures plasticity and strength. The fire resistance of clay is determined by its alumina content. Binding materials are divided into organic and inorganic. Cheap petroleum products, wood, synthetic resins (bitumen, rosin, petrolatum, linseed oil, drying oil, etc.) are used as organic binding materials; as inorganic materials - an aqueous solution of liquid glass. Auxiliary molding materials improve the non-stick properties, gas permeability, fire resistance and hygroscopicity of molding and core mixtures. The most widely used are pulverized quartz, graphite, coal dust, sawdust, peat, fuel oil, etc. Core mixtures contain 95-96% quartz sand and binder. Liquid glass, linseed and cottonseed oil, molasses and other materials are used as fasteners.
Precision casting as a metal saving factor
The accuracy of processing of products obtained in one-time forms does not always meet the requirements of modern technology, as it is characterized by significant allowances for machining and large losses of metal to waste in the form of chips. Therefore, the most important direction for the further development of special casting methods. This makes it possible to increase labor productivity, geometric dimensional accuracy and surface cleanliness of castings, reduce machining allowances to a minimum, and sometimes eliminate subsequent processing of products.
The main special casting methods are: lost wax casting; casting using burnt models; casting shell molds, based on the use of special one-time molds; casting into metal molds (chills); injection molding and centrifugal casting, which use permanent molds.
Lost wax casting can be used to make drills. The dimensional accuracy of the castings corresponds to 12-14 grades, and the surface roughness is 10 grade. Therefore, products obtained by this casting method are subjected to mechanical processing only by grinding or polishing. Metal-cutting tools are mainly cast using lost wax models.
For the manufacture of lost wax models, materials are used that have a low melting point, high ductility and adhesiveness: wax, paraffin, steorin, rosin, etc.
Melting of the model composition is carried out in special baths, and pressing is done in metal molds. After hardening and cooling, the resulting models are removed from the molds, equipped with a gating system, and fire-resistant coatings are applied to the surface of the model until a hard shell is formed. Then, by heating to 120-160 0 C, the model material is melted out of the shell. The resulting hollow shell is molded in a sand-clay mixture in a flask.
Types of drills for metal
To choose the best models, you need to understand the types of drills.
Spiral
Classic, cylindrical drills that are most often used for drilling metals. Typically, spiral products are made of HSS steel.
The material is a high-quality cutting type of steel, so the gimlets made from it are highly durable and durable.
Conical (stepped)
The cutting surface has the shape of a cone, which is why this type of drill got its name. Conical drills are used to make holes in thin metal, as well as to correct defects from other cutting tools.
What are the best step drills to choose? Depends on the type of metal being processed. If the density of the workpiece is too high, then it is better to purchase more expensive, golden-colored products.
In everyday life, this type of drill is rarely used. If you need to frequently drill thin metal sheets or process soft materials, then despite the relatively high cost, it should be purchased for your home workshop.
Core cutters (annular cutters)
The cutting tool is a cylinder with a cutting edge, which is used to cut metal.
The energy consumption for making a hole in this way is several times lower, due to the small contact area of the tool with the surface being processed.
The advantage of using this type of drill over others is the production of large diameter holes. In this case, it is possible to obtain better quality edges than when working with spiral models.
Feathers
A special type of flat gimlet with replaceable working edges is used for drilling metal. Such products allow you to make high-quality, perfectly straight holes.
The absence of distortion during the drilling process and the ability to make a large-diameter hole in various metal structures allows many craftsmen to abandon the use of spiral products.
The low cost of feather drills allows in many cases of metal processing to call them the best for drilling holes.
These are the main types of drills used for making holes in metal structures.
Development of route technology for manufacturing drills from R6M5F3 steel
1. Receipt of workpieces - forgings (forging shop).
. Preliminary softening heat treatment - isothermal annealing (thermal section of the forge shop).
. Hardness control (thermal section of the forge shop).
. Pre-machining (machining shop)
. Final hardening heat treatment - hardening with stepwise heating, high-temperature triple tempering; improvement of the shank (thermal section of the machine shop).
. Hardness control (thermal section of the machine shop).
. Final machining (machine shop).
. Quality control of the finished part (mechanical shop).
Development of route technology for manufacturing a cutting tool tap made of R6M5 steel:
1. Receipt of workpieces - forgings (forging shop).
. Preliminary softening heat treatment - isothermal annealing (thermal section of the forge shop).
. Hardness control (thermal section of the forge shop).
. Pre-machining (machining shop)
. Final hardening heat treatment - hardening with stepwise heating, high-temperature triple tempering; improvement of the shank (thermal section of the machine shop).
. Hardness control (thermal section of the machine shop).
. Final machining (machine shop).
. Quality control of the finished part (mechanical shop).
Development of a technological process for heat treatment of cutting tools:
Technological process of preliminary heat treatment
Preliminary heat treatment of cutting tools (disc cutter, drill, broach) is carried out in a chamber electric furnace type SNO8.16.5/10. The oven has ribbon heating elements arranged in zigzags in two rows along the side walls, on the oven floor and on the roof. Bottom heating elements are placed on special alundum combs and protected by massive metal heat-resistant tiles with side ribs or carborundum film. The ends of the heaters are brought out to the rear wall and protected by a casing. The furnace damper has a tube with a number of holes for supplying protective gas.
) reduce carbide heterogeneity of cast and rolled steel;
) reduce hardness and thus ensure the possibility of cutting;
) prepare the structure for hardening and prevent naphthalene fracture.
For isothermal annealing, the steel is heated to a temperature 20-30 ° C above A3 and, after holding, quickly cooled to a temperature slightly below the critical point A1 - 700 ° C. At this temperature, the steel is maintained until the austenite completely disintegrates and is then cooled in air.
The advantage of isothermal annealing compared to conventional annealing is a significant reduction in annealing time and obtaining a more uniform structure. The isothermal holding temperature affects the resulting structure and properties. With a decrease in the isothermal holding temperature, i.e. With an increase in the degree of overcooling of austenite, the cementite grains are crushed and fine-grained pearlite is obtained.
Annealing is carried out in an electric furnace type SNO 8.16.5/10, which, in terms of its productivity, ensures the implementation of the production program and the required temperature range of the heat treatment mode.
) Preliminary heat treatment and assignment of technological parameters for a disk cutter.
first heating of the tool in an electric gas furnace type SNO8.16.5/10 to a temperature of 650°C. Heating duration is 20-25 minutes. Holding at heating temperature for 20-30 minutes.
second heating of the tool to a temperature of 920°C. Heating duration is 20-25 minutes. Holding at heating temperature for 1 hour.
cooling in oven to 500°C
air cooling to site temperature
hardness control of 10% of workpieces from a batch using the Brinell method
control of heat treatment mode.
A characteristic feature of annealing tungsten-free high-speed steel is the formation of a ferrite-cementite mixture from austenite at a constant temperature. When 11M5F steel is heated above the critical point, a transition of pearlite to austenite occurs. The mechanism of the process of transformation of pearlite into austenite consists in the nucleation of austenite grains and their growth. When heated slightly above the critical point A1, the initial austenite nuclei are formed by shear (α → γ) while maintaining coherence. As the nucleus grows, the coherence of the α and γ lattices is disrupted, the shear mechanism is replaced by a normal growth mechanism, and the austenite grains acquire an equiaxial shape. Isothermal exposure is necessary for complete decomposition of austenite and the formation of pearlite.
) Preliminary heat treatment and assignment of technological parameters for the drill.
heating is carried out in an electric chamber furnace type SNO8.16.5/10 to a temperature of 840-860°C. Heating duration »5 min. Holding at heating temperature for 10 minutes.
cooling in the oven to 720-730°C and holding for 2 hours
cooling in the oven to 600°C
air cooling to site temperature
hardness testing using the Brinell method
control of heat treatment mode.
heating in an electric chamber furnace type SNO8.16.5/10 to a temperature of 840°C±10°C. Holding at heating temperature for 20 minutes.
air cooling to site temperature
hardness testing using the Brinell method
control of heat treatment mode.
) Preliminary heat treatment and assignment of technological parameters for the tap
heating is carried out in an electric chamber furnace type SNO8.16.5/10 to a temperature of 840-860°C. Heating duration »5 min. Holding at heating temperature for 10 minutes.
cooling in the oven to 720-730°C and holding for 2 hours
cooling in the oven to 600°C
air cooling to site temperature
hardness testing using the Brinell method
control of heat treatment mode.
heating in an electric chamber furnace type SNO8.16.5/10 to a temperature of 840°C±10°C. Holding at heating temperature for 20 minutes.
air cooling to site temperature
hardness testing using the Brinell method
control of heat treatment mode.
General conditions for choosing a drainage system: The drainage system is selected depending on the nature of the protected area.
Organization of surface water flow: The largest amount of moisture on the globe evaporates from the surface of the seas and oceans (88‰).
Mechanical retention of earth masses: Mechanical retention of earth masses on a slope is provided by buttress structures of various designs.
Countersinking holes
Countersinking is the process of processing holes produced by casting, stamping or machining in order to increase accuracy and reduce roughness.
Countersinking occurs when using a working tool - a countersink.
This tool has three to six blades. Like a drill, the working part of a countersink includes cutting and calibrating parts. The cutting depth is calculated in the same way as when drilling (half the difference in the diameters of the countersink and the hole being machined).
The countersink has the same angles as the drill, with the exception of the angle of inclination of the transverse edge: the countersink does not have it, the angle of inclination of the grooves is ≈10 o -20 o.
A countersink is stronger than a drill. When processing holes of 13-11 quality, countersinking can be the final operation.
Countersinking is used to process cylindrical or conical recesses (for screw heads, sockets, valves, etc.), mating cylindrical and conical, end and other surfaces, through and blind holes.
This method is considered productive - it increases the accuracy of pre-machined holes and partially corrects the curvature of the axis after drilling. To increase the processing accuracy, devices with jig bushings are used.
In practice, in addition to countersinking, counterboring is used. The working tool is a counterbore. Countering is used when it is necessary to obtain grooves, for example for seals, end planes, which are supporting surfaces for bolts, screws or nuts.