МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ГЛАВНОЕ ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ ПО СТРОИТЕЛЬСТВУ
ВСЕСОЮЗНЫЙ ИНСТИТУТ ПО ПРОЕКТИРОВАНИЮ ОРГАНИЗАЦИИ ЭНЕРГЕТИЧЕСКОГО СТРОИТЕЛЬСТВА «ОРГЭНЕРГОСТРОЙ»
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА СООРУЖЕНИЕ ВЛ 35 — 750 кВ
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ
(СБОРНИК)
К-V-19
ОПРЕССОВКА СТАЛЕАЛЮМИНИЕВЫХ ПРОВОДОВ СЕЧЕНИЕМ 120 — 700 мм2 И ГРОЗОЗАЩИТНЫХ ТРОСОВ СЕЧЕНИЕМ 50 — 70 мм2
Москва
1975
Сборник технологических карт К-V-19 подготовлен отделом организации и механизации строительства линий электропередачи института «Оргэнергострой».
Составители: Б.И. РАВИН, Е.Н. КОГАН, А.В. ЦИТОВИЧ, Н.В. БАЛАНОВ, Н.И. БАЛАБАНОВА, А.А. КУЗИН, В.А. ПОЛУБКОВ, Е.Н. СОРОКИНА
Сборник К-V-19 состоит из восьми типовых технологических карт на соединение сталеалюминиевых проводов сечением 120 — 185 мм2 способом скрутки, на монтаж прессуемых зажимов на сталеалюминиевых проводах сечением 240 — 700 мм2 и стальных тросах сечением 50 — 70 мм2, а также на термитную сварку проводов в анкерных шлейфах.
Карты составлены в соответствии с методическими указаниями по разработке типовых технологических карт в строительстве, утвержденными Госстроем СССР 2 июля 1964 года.
С выпуском настоящего сборника аннулируется сборник типовых технологических карт К-V-8. (ОМ-152031, издания 1965 года).
| ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА | ВЛ 35 — 750 кВ |
ОПРЕССОВКА ЗАЗЕМЛЯЮЩИХ ЗАЖИМОВ НА СТАЛЬНЫХ ГРОЗОЗАЩИТНЫХ ТРОСАХ СЕЧЕНИЕМ 50 — 70 мм2
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Технологическая карта К-V-19-7 является руководством при опрессовке заземляющих зажимов типа ЗПС на стальных грозозащитных тросах сечением 50 — 70 мм2 и служит пособием при составлении проектов производства работ на ВЛ с грозозащитными тросами данных сечений.
II. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ НА ОДИН ЗАЖИМ
| Показатели | Стальные тросы сечением, мм2 | |
| 50 | 70 | |
| Монтаж заземляющих зажимов типа ЗПС моторным прессом ПО-100 М: | ||
| трудоемкость, чел.-час. | 0,37 | 0,45 |
| работа механизмов, маш.-час. | 0,1 | 0,11 |
| расход бензина, кг | 0,14 | 0,15 |
| Монтаж заземляющих зажимов типа ЗПС ручным прессом МИ-1Б | ||
| трудоемкость, чел.-час. | 0,52 | 0,63 |
| Производительность звена за смену (8,2 час.) количество опрессованных заземляющих зажимов: | ||
| моторным прессом | 43 | 37 |
| ручным прессом | 31,5 | 26 |
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ РАБОТ
1. Работы по опрессовке заземляющих зажимов (рис. ) выполняются в процессе монтажа грозозащитных тросов на воздушных линиях электропередачи звеном электролинейщиков в составе:
| № пп. | Профессия рабочего | Разряд | К-во чел. | Примечание |
| 1. | Электролинейщик | IV | 1 | |
| 2. | -«- | III | 1 | |
| Итого | 2 чел. |
2. Последовательность и способы выполнения основных операций (рис. ):
а) выправить конец троса, наложить бандаж «Б» и ровно обрезать;
б) конец троса длиной l = 100 мм очистить от грязи и смазки ветошью, смоченной в бензине, протереть насухо и покрыть тонким слоем технического вазелина;
в) надвинуть заземляющий зажим, подготовленный согласно п. «Общей части», на конец троса до упора;
г) опрессовать зажим в направлении, указанном на рис. .
3. Опресованный зажим следует осмотреть, замерить диаметр. В случае несоответствия диаметра норме зажим следует доопрессовать до нормы.
4. На опрессованные зажимы составляется журнал по установленной форме.
Зажим до опрессовки
| Типоразмер | Марка троса | Матрица | Размеры, мм | |||||
| Обознач. | Площадь сечения, мм2 | Диаметр, мм | L | lопр. | D | A | d | |
| ЗПС-50-1 | С-50 | 49,49 | 19 | 108 | 50 | 22 | 18 | 9,5 |
| ЗПС-70-1 | С-70 | 72,58 | 24 | 180 | 60 | 28 | 23 | 11,5 |
Рис. 1 Заземляющие зажимы типа ЗПС для стальных тросов
Подготовка конца грозозащитного троса перед опрессовкой
Опрессовка зажима
1. Номинальные диаметры матриц для различных типов зажимов приведены в таблице на рис.
2. Допуск на матрицы — (dн + 0,2) мм
3. Допуск на опрессованную часть зажима — (dн + 0,3) мм
Рис. 2 Опрессовка заземляющего зажима марки ЗПС
IV. ОРГАНИЗАЦИЯ И МЕТОДЫ ТРУДА РАБОЧИХ
1. Работы по опрессовке заземляющих зажимов типа ЗПС на стальных грозозащитных тросах сечением 50 — 70 мм выполняются специально обученными электролинейщиками IV и III разрядов из состава монтажной бригады занятой на монтаже проводов и грозозащитных тросов на воздушных линиях электропередачи.
2. Опрессование заземляющих зажимов на грозозащитных тросах производится опрессовочным агрегатом ПО-100М или ручным гидравлическим прессом в последовательности указанной в разделе III.
V. КАЛЬКУЛЯЦИЯ ТРУДОВЫХ ЗАТРАТ
| Основание | Наименование | Объем работ | Затраты труда при опрессовке, чел.-час. | |
| Моторным прессом | Ручным прессом | |||
| 1 | 2 | 3 | 4 | 5 |
| Тех. расчетные нормы | Подготовка и опрессование заземляющих зажимов типа ЗПС на грозозащитных тросах сечением: | |||
| 50 мм2 | Один зажим | 0,37 | 0,52 | |
| 70 мм2 | -«- | 0,45 | 0,68 | |
VI. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ (для одного звена рабочих)
1. Механизмы
| Наименование | Тип | Марка | К-во, шт. | Примечание |
| Опрессовочный агрегат моторный | Прицепной | ПО-100М | 1 | |
| или ручной пресс | МИ-1Б | 1 |
2. Инструменты, приспособления, материалы
| № пп. | Наименование | Ед. изм. | К-во | Примечание |
| 1. | Станок для резки поводов и тросов | шт. | 1 | |
| 2. | Матрицы к прессу | компл. | 2 | Подбирается по типу прессуемого зажима (см. рис. ) |
| 3. | Стальной метр | шт. | 2 | |
| 4. | Стальная рулетка | шт. | 1 | |
| 5. | Ножовки по металлу | шт. | 2 | |
| 6. | Полотна ножовочные | шт. | 20 | |
| 7. | Штангенциркули | шт. | 2 | |
| 8. | Зубило слесарное | шт. | 1 | |
| 9. | Пассатижи универсальные длиной 250 мм | шт. | 2 | |
| 10. | Молоток слесарный 0,5 кг | шт. | 1 | |
| 11. | Кусачки | шт. | 1 | |
| 12. | Ерши стальные | шт. | 2 | |
| 13. | Щетки из кардоленты | шт. | 2 | |
| 14. | Отвертки | шт. | 2 | |
| 15. | Напильник личной длиной 300 мм | шт. | 1 | |
| 16. | Напильник драчевой плоский длиной 300 мм | шт. | 1 | |
| 17. | Проволока мягкая вязальная | кг | 1 | |
| 18. | Бензин (или другой растворитель) | кг | 5 | |
| 19. | Ветошь | кг | 2 | |
| 20. | Вазелин нейтральный технический (ГОСТ 782-59) или смазка ЗЭС (МРТУ 28-1-206-66) | кг | 0,5 |
3. Эксплуатационные материалы
| № пп. | Наименование | Норма на 1 час работы (усредненно), кг | Примечание |
| 1. | Бензин для опрессовочного агрегата ПО-100М | 1,4 | См. технико-экономические показатели на каждый зажим |
Инструкция по установке зажимов
Как было сказано выше, зажимы широко используются для создания петель и сращивания тросов. При проведении подобных работ требуется соблюдать технологические нормы, поскольку неправильная установка может снизить предельную рабочую нагрузку магистрального узла на 40%.
Для начала необходимо убедиться в том, что:
- На изделии нет зазубрин, вмятин и трещин.
- Размер изделия соответствует размеру троса.
Традиционные зажимы
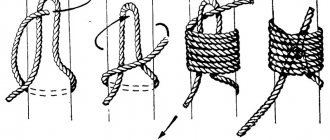
Шаг первый. Первый элемент крепежа располагается на небольшом расстоянии от свободного конца петли. Гайки или болты затягиваются поочередно до достижения требуемого момента силы.
Шаг второй. Второй размещается ближе к петле, так, чтобы она имела минимальный ход деформации. Ход можно проверить, сплюснув петлю по направлению к зажиму после установки.
Шаг третий. Третий позиционируется точно между первыми двумя. При этом учитывается, что ответные части зажимов (те, со стороны которых затягиваются гайки или болты) должны быть направлены вверх.
Шаг четвертый. На отрезок магистрали подается нагрузка, равная или большая, чем требуемая. Проверяется затяжка гаек или болтов и, при необходимости, увеличивается.
При сращивании алгоритм действий по установке зажимов будет тем же.
Плоские — Simplex и Duplex
Используются в тех же случаях, что и традиционные, однако обладают иной конструкцией. Рассмотрим ниже их установку на примере DUPLEX.
Шаг первый. Убедиться в том, что изделие комплектно, детали исправны, гайки ходят по резьбе не внатяг.
Шаг второй. При создании петли расположить изделие ближе к ее началу, при создании петли либо сращивании позиционировать трос внутри зажима как показано на рисунке.
Шаг третий. Установить ответную часть и затянуть гайками. Подать нагрузку на конструкцию, равную или большую, чем нужно. Проверить затяжку гаек, при необходимости ее увеличить.
Установка зажима SIMPLEX
Установка зажима DUPLEX
Спецзажимы
Применительно к специальным видам зажимов привести общий алгоритм действий нельзя, однако, поскольку позиционировать их, кроме как по назначению, возможным не представляется, плотная затяжка крепежных элементов решает вопрос их надежной установки.
ИЗВЛЕЧЕНИЕ из Правил техники безопасности при строительстве воздушных линий электропередачи
Глава III — Строительство линий электропередачи напряжением 35 кВ и выше.
раздел 16 — монтаж проводов и грозозащитных тросов.
ОБЩИЕ УКАЗАНИЯ
16.1. Запрещается находиться под гирляндами изоляторов, монтажными блоками, проводами, тросами и другими предметами во время подъема, а также находиться или проходить под местом термитной сварки.
16.2. При монтаже и демонтаже воздушных линий большей протяженности провода отдельных смонтированных участков длиной 3 — 5 км должны закорачиваться и заземляться.
16.3. Заземляющие проводники сначала присоединяются к «земле», а затем к проводам и тросам.
16.4. При приближении грозы и во время грозы работы по монтажу проводов и тросов, а также пребывание людей рядом с опорами запрещается.
СОЕДИНЕНИЕ ПРОВОДОВ И ТРОСОВ
16.20. Обрезать провода и тросы следует только с помощью соответствующего инструмента (Ножовки, тросоруба). Обрубать провода и тросы зубилом запрещается.
16.21. Запрещается применять этилированный бензин для промывки концов проводов и соединительных зажимов.
16.22. После опрессования приводов и тросов следует обязательно опилить напильником образовавшиеся на соединительном или натяжном зажиме заусенцы.
ТЕРМИТНАЯ СВАРКА ПРОВОДОВ
16.23. Термитная сварка проводов должна производиться согласно «Инструкции по термитной сварке проводов воздушных линий электропередачи», утвержденной Союзглавэнерго.
16.24. К работе по термитной сварке проводов могут быть допущены лица, обученные приемам сварки и могущие выполнять сварку самостоятельно.
16.25. Термитную сварку следует производить в темных защитных очках. Во время сварки лицо работающего должно находиться на расстоянии не менее 0,5 м от места сварки.
16.26. Запрещается трогать или поправлять рукой горящий термитный патрон. Сгоревший и остывший шлак следует сбивать в направлении от себя и только после полного его охлаждения.
16.27. При выполнении работ по термитной сварке на деревянных опорах или порталах в жаркую и сухую погоду следует обеспечивать все меры против возгорания опоры портала или сухой травы от случайного попадания неостывшего шлака.
16.28. Несгоревшую термитную спичку следует бросать на заранее намеченную земляную площадку или в металлический ящик, около которого не должно быть легковоспламеняющихся предметов.
16.29. При перекладке и переноске ящиков с термитными патронами и спичками нужно избегать сильных сотрясений и бросков.
16.30. Термитные спички следует хранить в отдельных коробах в заводской упаковке.
16.31. Ящики с термитными патронами должны складироваться отдельно от ящиков с термитными спичками и храниться в штабелях на полу крышками вверх. Высота штабеля не должна превышать 2 м.
16.32. Хранилище для термитных патронов и спичек должно быть сухим, несгораемым и соответствовать установленным требованиям к хранилищам пожароопасной продукции, разрежается хранить термитные патроны и спички в закрытых металлических шкафах.
16.33. Тушить загоревшийся термитный патрон следует только песком или пенным огнетушителем. Применять для этих целей воду запрещается.
Вывод
Однозначно сказать, что лучше заплетка или опрессовка нельзя. Каждый из этих двух способов обладает своими преимуществами. При выборе канатного стропа следует обязательно учитывать специфику работы. Если предстоит работа в условиях экстремально низких температурах (в северных регионах) лучше отдать предпочтение канатному стропу с заплеткой. Для работы в умеренном климате, когда не требуется гибкость канатного стропа по всей длине, а метод погрузки-разгрузки не содержит особых требований, выгоднее использовать стропы с алюминиевыми втулками.
Если вы не смогли определиться с типом продукции, помощь с выбором окажут квалифицированные менеджеры .
ЖУРНАЛ на монтаж овальных соединителей способом скрутки
Марка провода __________; № чертежа соединителя __________; марка соединителя ____________. Наименование инструмента (приспособления) для скрутки ___________.
2.
3.
Схема расположения проводов в пролете
| I цепь | I. фаза _______________________ 1 II. фаза ______________________ 2 III. фаза ______________________ 3 | |
| Примечание: при наличии, троса, журнал для троса заполняется по форме № ______ | II цепь | I. фаза _______________________ 1 II. фаза ______________________ 2 III. фаза ______________________ 3 |
| «__» _______________ 19__ г. Главный инженер строительно-монтажной организации __________________ (фамилия) (подпись) | ||
Обжим троса своими руками — Справочник металлиста
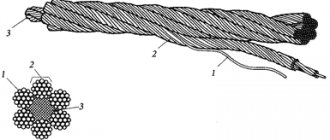
При использовании металлических канатов может возникнуть необходимость скрепления их между собой или образования на их концах петель. Эффективно справиться с этой задачей поможет зажим для стального троса. Какие модификации существуют и как их использовать, мы расскажем ниже.
Зажим для троса. Виды и работа. Применение и устройство
Зажим для троса – это элемент такелажа, с помощью которого осуществляется фиксация петель на стальном тросе или его сращивание.
Он обеспечивает надежное крепление и согласно требованиям ГОСТ и СНиП является обязательным элементом для строительных работ, в которых задействован стальной канат.
Соединение зажимами более надежное, чем связывание узлами, но хуже чем сплетение концов при сращивании.
ЖУРНАЛ соединения проводов термитной сваркой в пролетах и анкерных петлях ВЛ ___________ кВ
(наименование ВЛ)
Тип сварочного инструмента _____________*
«__» ____________ 19__ г. Главный инженер
строительно-монтажной организации __________________
(подпись, фамилия)
Из каких материалов изготавливают зажимы
из чего у тебя седло, странник, сделано?
К трем основным материалам, из которых изготавливаются зажимы для троса относятся (очень предсказуемо!): нержавейка, горячеоцинковка и мягкая сталь с цинковым покрытием. Рассматриваем на примере седла.
Нержавеющая сталь А2 и А4. Ваш выбор для применения на открытом воздухе и в неблагоприятных условиях. Коррозийная стойкость из коробки.
Горячеоцинкованная сталь. Смело берите, если хотите сэкономить. Использование в неблагоприятных средах ограничено, но за положенные нагрузки отвечает более чем. Коррозийная стойкость меньше, чем у нержавейки.
Мягкая оцинкованная сталь. По дешману, значит, по дешману. Не стойкий к коррозии материал (впрочем, оцинковку пальцем не сковырнешь). Если нужно что-то для быта, лучший вариант.
Однако помните о том, что при построении высоконагруженных конструкций нужно будет проверять место крепления хотя бы раз в три месяца на предмет полного съедания ржой. Хе-хе. Шутка.
Приложение 6
| Наименование | Назначение | Вес, кг | Завод-изготовитель или кем разработаны чертежи | Примечание |
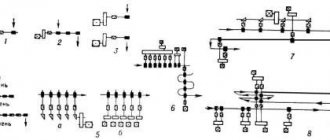
| Инструмент для резки проводов Р-1 | Для резки алюминиевых проводов сечением от 50 до 700 мм2 | 1,5 | Дмитровский электромеханический завод | |
| Станок для резки проводов МИ-222 | Для резки сталеалюминиевых проводов. Наибольший диаметр провода 37 мм | 52,0 | Чертежи разработаны ПКБ «Главэнергостроймеханизация» | Электродвигатель станка коллекторный, однофазный, универсальный. Напряжение 220 В |
| Переносной станок для резки проводов СРП-3 | Для резки проводов и тросов. Диаметр провода 10 — 15 мм | 29,0 (без стартера) | -«- | |
| Тросоруб МИ-148А | Для рубки проводов и тросов. Максимальный диаметр перерубаемого троса 34 мм | 16,0 | Киевский экспериментальный механический завод |
Монтажные приспособления для резки проводов и тросов
Обжим троса своими руками
При использовании металлических канатов может возникнуть необходимость скрепления их между собой или образования на их концах петель.
Эффективно справиться с этой задачей поможет зажим для стального троса. Какие модификации существуют и как их использовать, мы расскажем ниже.
Обжатие провода и наконечника подручными средствами, без пресса и специнструмента
Что делать если у вас под рукой нет специальных инструментов для опрессовки или просто не хочется их покупать, если нужно обжать всего лишь один или два наконечника?
Многие сталкиваясь с этой проблемой прибегают к неправильным способам, которые в дальнейшем только ухудшают контакт, не обеспечивая надежного соединения.