Купить ГОСТ 5210-67 — бумажный документ
с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль».
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
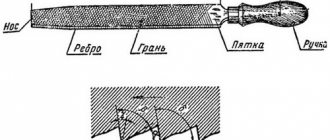
Распространяется на горячекатаную сталь специальных профилей, предназначенную для изготовления напильников, рашпилей, зубил и крейцмейселей.
Данные о замене опубликованы в УГС 4-84
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
- Зачистка деталей от ржавчины.
- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
Какую насечку выбрать
- Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
- Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Читать также: Люксметр ю 116 инструкция
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
Этап 2: определение содержания углерода в стали
Как определить конкретно, из углеродистой или легированной стали сделан, например, напильник? Для этого следует прибегнуть к простому старинному способу. Мастера подметили, что мелкая металлическая стружка, получаемая при обработке металла абразивным кругом, раскаляясь, дает сноп искр, имеющий для каждого металла свои характерные особенности. «Соломинки», из которого состоит сноп искр, у каждой марки стали свои особые: длинные, короткие, сплошные, прерывистые, кучные и редкие, ровные или имеющие утолщения; от каждой из них могут отделяться, порой очень обильно, мелкие яркие звездочки; в расчет принимается яркость свечения снопа искр, а также цветовые оттенки — от светло-желтого до темно-красного.
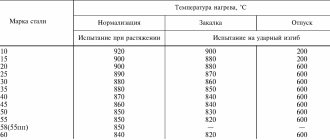
Чем выше содержание углерода в стали, тем больше в снопе искр ярких звездочек. Если сталь содержит немного углерода, например около 0,12%, то искры, выходящие из-под абразивного диска, будут расходиться веером в виде слегка изогнутых черточек желто-соломенного цвета, имеющих утолщения в середине и на конце (1, см. рис. на с. 105). Сталь, содержащая 0,5% углерода, имеющая среднюю твердость, образует примерно такие же искры, но от места среднего утолщения у них отделяется небольшое количество звездочек (2). От высокоуглеродистой инструментальной стали отделяются обильные искры со звездочками (3). У хромистой стали искры длинные, оранжево-красные; от них, как тоненькие веточки от основной ветки, отходят под разными углами короткие искорки со звездочками на конце (4). Искры у вольфрамовой стали прерывающиеся, и к тому же у них небольшие утолщения на конце (5). Хромовольфрамовая быстрорежущая сталь дает одновременно короткие и длинные искры темно-красного цвета с утолщениями на конце (6).
Назначение и виды напильников
- Плоский. Им хорошо зачищать ровные части заготовок.
- Инструмент с квадратным сечением. Они удобны для подгонки деталей с внутренними квадратными или многогранными отверстиями.
- Полукруглый. Подойдёт для шлифовки вогнутых поверхностей с большим диаметром.
- Круглый. Они помогут расширить отверстие малого радиуса, а при необходимости придать ему другую форму, например, сделать овал или эллипс.
- Трехгранные помощники мастера служат для работы с деталями, имеющими острые углы, до 60°.
- Есть напильники с ромбической формой. Угол между рабочими плоскостями такого инструмента меньше, чем у треугольных «коллег по цеху». Их используют для обработки деталей внутри острых углов. Например, для заточки ножовки с мелким зубом.
Преимущества напильника
Он прост в применении и дешёв в приобретении. Если использовать электроинструмент, например, для заточки, такой прибор будет сложен в использовании.
Станок для заточки инструмента, обеспечит точные углы и высокое качество исполнения работы, но стоит больших денег.
Приобретение такого станка для редкого использования не практично. Напильником можно обрабатывать детали в труднодоступных местах. Например, отверстия различной сложности.
Наружные поверхности с множеством углов и изгибов. Его работоспособность не зависит от наличия электроэнергии. Напильник относительно безопасен. Не разбрасывает стружки, не мечет искры, не имеет опасных вращающихся элементов.
Напильник, в отличие от электрического инструмента, снимает небольшой слой. Поэтому им испортить заготовку сложнее. Если требуется точная подгонка двух деталей надо использовать напильник с мелким зубом. Ещё одна классификация напильников – по плотности насечек.
Напи́льник
— многолезвийный инструмент для обработки металлов, дерева, пластмасс и других твердых материалов.
Представляет собой металлический стержень с насечкой.
Процесс обработки материала напильником называется опиливанием.
По характеру насечка подразделяется на:
- простую (одинарную) — применяется для цветных металлов.
- крестовую — для стали, чугуна и бронзы.
- фрезерованную (дуговую) — для цветных металлов и дерева.
- рашпильную (точечную) — для дерева, кожи, резины. Рашпиль
— имеет насечку в виде маленьких заусенцев, расположенных отдельно друг от друга. По-видимому, это самый древний вариант напильника. Его несложно изготовить в кустарных условиях, используя небольшое трёхгранное зубило. - штампованную — на трубе или швеллере из стального листа выдавлены отверстия с острыми краями, торчащими наружу (аналогично кухонной тёрке). Применение как у рашпиля.
Существуют напильники (особенно надфили), покрытые алмазным порошком. Применяются для обработки закалённой стали, стекла, керамики и т. п. При работе их необходимо обильно смачивать водой.
На́дфиль
(нем. Nadelfeile — игольчатый напильник) — маленький напильник для тонких работ.
Ри́фель
— разновидность надфиля. Отличается тем, что рабочая часть изогнута (вплоть до крючкообразной). Применяется ювелирами для обработки криволинейных поверхностей. (Всегда изготавливаются только из магнитных сплавов для того, чтобы можно было магнитом отделить выкрошившиеся частицы рифеля от опилок драгоценных металлов).
Читать также: Компонент не входящий в состав чугуна алюминий
По форме сечения рабочей части напильники (надфили) бывают:
- прямоугольные (плоские),
- квадратные,
- треугольные равносторонние,
- треугольные тупоугольные,
- круглые,
- полукруглые,
- овальные,
- ромбические,
- ножевые,
- и т. д.
Этап 3: испытание инструмента
Теперь вернемся к напильнику. Прежде чем приступить к его испытанию, необходимо обязательно надеть защитные очки, а недалеко от наждачного круга установить лист фанеры, окрашенной в черный цвет. На черном фоне искрение металла видно гораздо отчетливее, глазам приходится меньше напрягаться. Если мы с силой проведем напильником по наждачному кругу и получим обильные искры ярко-желтого цвета с множеством отделяющихся от них звездочек, то сможем сделать вывод, что он изготовлен из высокоуглеродистой инструментальной стали (У10—У13). И наоборот, сноп оранжево-красных длинных искр с разветвлениями и звездочками на конце говорит о том, что напильник сделан из легированной стали (ШХ6, ШХ9, ШХ15). Разумеется, таким способом определяется лишь примерный химический состав стали, но для любительской практики этого вполне достаточно. Зная, что напильник изготовлен из инструментальной стали указанных марок, по таблице определяют режим ее термической обработки.
Из таблицы видно, что сталь У11—У13, из которой сделан напильник, отжигается при температуре 750°С, а затем охлаждается постепенно на воздухе. Отжиг производят в муфельной печи, кузнечном горне или же в топке обычной печи. В электрической муфельной школьной печи отжигать металлические предметы удобно, так как встроенный термометр даст возможность проследить за температурой нагрева. Но глубина муфельной печи ограниченная. Если напильник в нее не входит, его оборачивают в несколько слоев брезентом и переламывают сильным ударом молотка.
Разломленный напильник вынимают из брезента, отжигают в муфельной печи, а затем медленно охлаждают. Образовавшаяся окалина часто мешает механической обработке. Поэтому, надев очки и рукавицы, ее сбивают молотком с помощью зубила.
Отожженная и обработанная инструментальная сталь становится достаточно мягкой: хорошо обрабатывается напильником, пилится и куется. При минимальной твердости она имеет максимальную пластичность и вязкость. Это дает возможность изготовить из нее штихели для гравирования, чеканы, зубильца, сечки, пробойки, другие инструменты для художественной обработки металла.
Изготовив из напильника нужный инструмент, его закаляют нагреванием согласно таблице до 780°С с последующим охлаждением в воде. После закалки сталь становится хрупкой, поэтому ее отпускают: нагревают до 180°С и охлаждают в воде или машинном масле. При отпуске температуру нагрева металла контролируют по так называемым цветам побежалости, которые соответствуют определенной температуре нагрева.
Особые разновидности [ править | править код ]
Разновидностью напильника (обычно — алмазного) является пилочка для ногтей, входящая в состав маникюрных наборов.
Замятая либо иным образом повреждённая резьба может быть восстановлена при помощи резьбового напильника. Такие напильники, как правило, имеют несколько разных рабочих граней, предназначенных для нарезания резьб различного шага.
Для правки ножей применяется мусат — круглый, иногда овального сечения, стержень с насечкой, рёбрами, вдоль его длины.
Варианты названия [ править | править код ]
В словаре Даля встречаются термины «терпуг» и «дерун» для рашпиля; «сличной» для личного напильника.
Шлифовка изделий из металла не всегда производится с помощью электрических инструментов. Часто для такой работы мастерами используются различные виды напильников. Они, по сравнению с электрооборудованием, намного безопаснее. Работнику остается из большого разнообразия инструментов подобрать соответствующий обрабатываемому материалу. С этим справиться нетрудно, если знать тонкости работы, все виды напильников и их назначение.
Правильное осуществление обработки
Первоначальная обработка лезвия ножа выполняется любым имеющимся инструментом. Заточка ножа из напильника может быть произведена на шлифовальной машине, что ускорит процесс, сделает лезвие более равномерным по плоскости. Первоначальная заточка не требует идеальных параметров, так как за ней происходит процесс травления.
Травление лезвия в лимонной кислоте
Травление происходит химическим образом с помощью хлорного железа, которое возможно приобрести в радиодеталях либо магазинах хозяйственных товаров. Необходимо полностью смазать изделие раствором, или опустить его в плоскую емкость с ним. Процесс придаст клинку пленку, образованную на лезвии, которая придаст защиты и снимать ее крайне не рекомендуется. В домашних условиях для травления возможно использовать лимонную кислоту, смешанную с уксусом.
Что такое напильник?
Данный инструмент представляет собой изделие, состоящее из двух частей:
- Стальной брусок. На его поверхность по специальным шаблонам наносятся насечки. Они могут иметь несколько вариантов. Самые распространенные виды насечек напильников – прямоугольные, треугольные и круглые.
- Деревянная или пластмассовая рукоятка. С помощью стяжного кольца, предотвращающего ее от трещин, она насаживается на конусообразный хвостовик. Предназначена для удобства в эксплуатации напильника. При поломке рукоятки ее легко заменить. Для производства детали используется бук, береза и прессованная бумага. Длина ее обязательно должна быть в полтора раза больше, чем хвостовик напильника.
Инструмент может иметь разные размеры. Стандартная длина составляет 9, 10, 11, 12, 13 и 14 см. Диаметр: 12, 16, 20, 23, 25 и 28 мм.
Материалы
Для производства этого инструмента используется очень твердая, высококачественная инструментальная сталь:
- Марки ШХ15 или 13Х. Это легированная хромистая сталь.
- У10А или У13А. Данные марки являются улучшенными нелегированными.
Напильники обрабатываются путем закаливания, в результате чего их твердость составляет 54-58 HRC. Эти марки используются для производства напильников, предназначенных для работы с металлическими изделиями. Для деревянных и других материалов берутся инструменты, сталь которых является более мягкой.
Из какой стали делают напильники в ссср
Потребность в высококачественном ноже есть у каждого мастера, изготовить хороший нож возможно при домашних условиях. В прошлом столетии, когда происходил дефицит ножей, изготавливали режущий инструмент из подручных деталей. Напильник изготавливается из твердых металлов, способных выдерживать повышенные нагрузки, именно из этого инструмента делается нож.
Инструмент с одинарной насечкой
Данная насечка (ее еще называют простой) встречается в специальных напильниках. Назначением такого инструмента является снятие во время опиливания незначительного слоя металла. Специальные напильники применяются для обработки узких поверхностей. Ими удобно затачивать пилы по дереву. Данные изделия предназначены для работы с мягкими металлами, древесиной и пластмассой.
Проведение обжига заготовки
Напильники изготавливаются из стали марки У10, которая обогащена углеродом, напильник из данной стали хрупок, легко может расколоться при нагрузке. Для того, чтобы металл был тверд и не сыпался при ударах, его необходимо закалить. Обычно процедура производиться в специальной печи, температура которой достигает 700 °C.
Для закалки ножа из напильника, который сделан своими руками, возможно использовать обычную газовую плиту.
Температура горения на плите не высока, достигает не более 300 градусов. Чтобы достичь необходимого жара, нужно использовать своеобразный экран. При отсутствии специального термометра, можно воспользоваться обычной поваренной солью, температура ее плавления равная закаливанию стали для ножа.
Закаливание напильника необходимо только в режущей части. Проверка равномерного закаливания происходит визуально, после достижения температуры, нож должен быть равномерно красноватого цвета. На максимальных температурах необходимо продержать изделие не менее 4 часов. Остывание производится плавно, в случае если, остудить деталь сразу, она просто расколется. Остужение детали происходит посредством плавного снижения температуры, нагрев уменьшается каждый час на четверть своей начальной интенсивности.
Напильники по металлу. Виды
ГОСТ 1465-59 – это стандарты, на которые опираются при производстве слесарных напильников. В зависимости от размеров насечек и их количества на 10 мм поверхности, различаются следующие инструменты:
- Драчевые. Инструменты с крупной насечкой. На 10 мм поверхности напильника их имеется до 5-12 штук. Чем меньше количество насечек, тем крупнее зубья. Следовательно, производится большее снятие частиц при опиливании изделия.
- Личные. Представлены изделиями со средней насечкой. Количество зубьев составляет до 25 штук.
- Бархатные. Это инструменты с самой мелкой насечкой. На 10 мм поверхности приходится 80 зубьев.
Читать также: Инструмент для измерения внутренней и внешней резьбы
Для удобства при выборе необходимого инструмента виды напильников имеют свои номера: драчевые – №1, личные – №2, бархатные – №№3-6.
Классификация инструментов по форме
Обрабатываемые детали имеют различные формы. Для эффективной работы с такими изделиями предусмотрены соответствующие виды напильников. Они отличаются друг от друга формой профиля (поперечного сечения). Выделяют следующие разновидности напильников:
- плоский;
- квадратный;
- трехгранный;
- круглый;
- полукруглый;
- специальный;
- ножевидный или ножовочный;
- ромбовидный;
- овальный напильник.
Какие виды инструментов бывают, коротко изложено выше. Для чего они предназначены?
Этап 1: определение марки стали
Отобрав отслужившие свой век инструменты (надфили, напильники, рашпили, косы и т. п.), прежде всего следует определить, из какой марки стали они изготовлены. Чтобы круг поисков был как можно более ограниченным, следует знать, из каких видов стали изготавливается тот или иной инструмент. Так, напильники могут быть изготовлены как из инструментальной углеродистой стали (У10, У11, У12, У13), так и из легированной (ШХ6, ШХ9, ШХ15). Об этом можно узнать из перечня инструментов, приведенного ниже. Напильники, представленные в ассортименте КовкаПРО, изготовлены из высоколегированной стали твердостью 64-66HRC
Читать также: Leifeld станок ротационной вытяжки
Изделия из инструментальной и легированной стали:
Напильники – У10, У11, У12, У13, ШХ6, ШХ9, ШХ15 Надфили – У10, У11, У12 Рашпили – У7, У7А Шаберы – У10, У12 Стамески, долота – У7, У8 Метчики – У10, У11, У12, Р9, 9ХС, Р18 Сверла по дереву – 9ХС Сверла по металлу -Р9, Р18 Развертки – Р9, Р18, 9ХС Фрезы – Р9, Р18 Зубила, отвертк – У7А, У8А, 7ХФ, 8ХФ Пробойники – У8, У8А Кернеры – У7А, 7ХФ, 8ХФ Швейные иглы- У7А, У8А Пилы-ножовки – У8ГА Полотна лучковой пилы – У8ГА, У10 Ножовочные полотна – У8, У8А, У9, У9А, У10, У10А, У11, У12 Ножницы по металлу – У12А Молотки и кувалды – У7, У8 Топоры – У7 Косы, серпы – У7, У8 Вилы, зубья (клевцы) – У7, У8 грабель Кузнечные инструменты – У7, У8
Назначение
Плоский напильник используется для работы с выпуклыми и плоскими наружными или внутренними поверхностями. Квадратный применяется для работы с квадратными и прямоугольными отверстиями и пазами. Такой инструмент еще называют брусовкой. Его длина составляет 35-50 см. Он эффективен в тех случаях, когда необходимо убрать слой металла, превышающий 1 мм. Трехгранный напильник используется при работе с внутренними углами, канавками, отверстиями и пазами. Круглый необходим для опиливания вогнутых поверхностей. Используется для работы с круглыми и овальными отверстиями.
Специальные напильники применяются для обработки углов, наклонных и зубчатых поверхностей. Этим видом инструментов производится выборка узких пазов и канавок. Драчевые инструменты оснащены самыми крупными зубьями и предназначены для начальной обработки поверхности, так как позволяют быстро с нее снять большой слой (0,05-0,1 мм). В то же время эти напильники обладают низкой точностью. В результате чего рабочая поверхность обрабатывается грубо. Личные напильники применяются при чистовом опиливании. При этом происходит снятие слоя толщиной 0,02-0,06 мм. Бархатные используются на завершающей фазе шлифования. С поверхности опиливаемого изделия снимается самый тонкий слой (0,01-0,03 мм). Эти напильники обладают высокой точностью обработки, которая составляет 0,01-0,005 мм.
Как закалить нож из напильника
После обжига возможно приступи к формированию будущего изделия. Заготовка закрепляется в тисках, болгаркой обрабатывается детали и снимается все лишние шлаки, слои металла. Заточный станок используется с крупнозернистым кругом из абразивного состава. Степень, форма заточки осуществляется согласно подготовленному эскизу. На отделении для рукоятки необходимо высверлить одно или два отверстия для крепления рукоятки.
После происходит закаливание инструмента из напильника, обработать необходимо всю поверхность кроме рукояти. Инструментом для закаливания может выступать горелка, так как температура более высока и закаливание ножа произойдет быстрее. Равномерное выполнение закала ножа из напильника придаст прочность будущему изделию. Правильность закалки ножа, сделанного из напильника, возможно определить магнитом, если не происходит реакции с металлом, значит он пригоден к дальнейшему использованию. После процесса металл необходимо резку остудить, достаточно опустить его в ведро с водой.
Нож из напильника и чертеж к нему
Существует такое понятие, как напряжение металла. При данном действии, металл крошится и сыпется. Чтобы избежать неблагоприятных последствий, необходимо прогреть инструмент в духовке при максимально температуре несколько часов.
Рашпиль
Кроме слесарных напильников, для обработки металлических и других поверхностей используются рашпили, которые отличаются своими насечками. Их зубья обладают большим размером и имеют форму пирамидок, позади которых располагаются специальные канавки. Сечение на этом инструменте размещено рядами, перпендикулярно к оси. Используются рашпили при обработке мягких материалов: алюминия и дюралюминия. Производятся из стали марок У7А, У10А. Их твердость составляет 35-40 HRC. Стандартная длина инструментов: от 25 до 35 см. Рашпили бывают четырех типов: тупоносые плоские, остроносые плоские, круглые, полукруглые. Сфера применения инструмента – медицина и производство жестяных изделий.
Общие характеристики самодельного ножа
Зная, из какой стали делают напильники, становится понятным, почему их применяют для изготовления ножей. В качестве материала используются высокоуглеродистые стали таких марок, как У10А, Х12М, ШХ15. Благодаря высокому содержанию углерода этот материал поддается закалке до 64−66 единиц по Роквеллу. Это обеспечивает ему достаточную твердость. Именно поэтому в домашних условиях делают нож из напильника. Качественный самодельный нож можно сделать из:
- Толстого сверла по металлу. Следует учитывать, что закаленная часть только рабочая. Хвостовик сырой.
- Поршневой шатун двигателя.
- Торцевого ключа.
- Рессоры.
- Напильника.
При изготовлении финки на профессиональной основе все эти вещи предварительно куются. Особенно удобно ковать напильник, который имеет для этого подходящую форму. В процессе ковки металл приобретает нужные свойства, становится эластичнее.
Толщина напильника имеет такую величину, что требует снятия слоя металла, чтобы правильно сформировать спуск. Во время ковочных работ металл не убирается, он приобретает другую форму. Для того, чтобы выковать заготовку потребуется значительно меньше времени, чем при изготовлении ее на станке.
Надфили
Надфили являются самыми мелкими напильниками. Предназначаются для выполнения очень точных работ. Для производства данных инструментов используется сталь марок У12 и У12А с твердостью 54-60 HRC. В зависимости от формы поперечного сечения надфили бывают:
- плоские (тупоносые и остроносые);
- квадратные;
- трехгранные;
- круглые и полукруглые;
- овальные;
- в форме ромба;
- пазовые и ножовочные.
Домашнему мастеру необязательно иметь все виды напильников. Достаточно располагать тремя основными – плоским, треугольным и круглым. Желательно также иметь набор надфилей и несколько рашпилей. Обладая данными инструментами, можно легко справиться с любой задачей, связанной со шлифовкой металла.
Изготовление рукояти
Перед изготовкой рукояти для изделия, следует определиться с внешним видом, материалами и формой. Материал можно использовать любой, который имеется под рукой. Гармоничным вариантом считается деревянная рукоять.
Рукоять ножа из напильника
Процесс включает в себя несколько этапов:
- Подбор материалов, возможно использовать разные виды дерева для уникального дизайна.
- Необходимо изготовить больстер, нижнюю часть ножа. Используется остаток напильника или другого металла.
- Накладываются деревянные куски друг на друга, между собой склеиваются эпоксидным клеем.
- Чтобы склеить куски между собой качественнее и быстрее, нужно использовать пресс.
- Обрезка лишних частей происходит пилой, после чего обрабатывается шкуркой до необходимой формы.
- Рукоятка при готовом виде покрывается лаком для большей сохранности, возможно использование морилки для затемнения.
Важно понимать, что все ножи, вне зависимости от категории, считаются холодным оружием. Однако, режущее изделие, длина лезвия которого не более 90 см, а толщина более 6 мм, может вывести из категории холодного оружия.
Заточка производится обычным способом на шлифовальном станке.
Рукоятка может быть выполнена из материалов кожи, оленьего рога или других материалов. Установка зависит от формы, к каждому виду необходим индивидуальный подход. Кожаный ремень плотно надевают на площадь рукоятки, склеивая специальным клеем.