Анодирование титана в черный цвет — Справочник металлиста
Комплект «АНОДИРОВАНИЕ ТИТАНА» используется для формирования на титане и титановых сплавах интерференционно-окрашенных анодных пленок, сохраняющих блеск исходной поверхности и обладающих высокой светостойкостью, коррозионной стойкостью и высокими антифрикционными свойствами. В комплект » АНОДИРОВАНИЕ ТИТАНА » входят все необходимые реактивы, используемые для подготовки поверхности и проведения процесса анодного оксидирования (анодирования) титана и титановых сплавов.
Использование комплекта «АНОДИРОВАНИЕ ТИТАНА» позволяет получить на титановой поверхности, в зависимости от напряжения в ванне, анодные пленки различных цветов и цветовых оттенков (коричневый, фиолетовый, синий, голубой, оранжевый, желтый, бирюзовый, зеленый, розовый, малиновый и т.д.). Полученные на титановых сплавах, различно окрашенные участки оксидных пленок, химически не взаимодействуют друг с другом, имеют размытые переходы цвета и не повышают шероховатость поверхности.
Цветное анодирование титана и титановых сплавов используется для маркировки изделий, для декоративной отделки и придания титановым изделиям различных цветов и цветовых оттенков, для повышения коррозионных, антифрикционных свойств и т.д.
Этапы технологического процесса:
ХИМИЧЕСКОЕ ОБЕЗЖИРИВАНИЕ → ТРАВЛЕНИЕ → АКТИВАЦИЯ → АНОДНОЕ ОКСИДИРОВАНИЕ
| АНОДИРОВАНИЕ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | ||||
| СТОИМОСТЬ АНОДИРОВАНИЯ | СЕБЕСТОИМОСТЬ АНОДИРОВАНИЯ ТИТАНА | |||
| Москва / Санкт Петербург | Комплект на 15 л | Комплект на 30 л | Комплект на 50 л | |
| 40-70 руб./дм2 | 40-70 руб./дм2 | ~ 10 руб./дм2 | ~ 7.5 руб./дм2 | ~ 6 руб./дм2 |
Используя комплект “АНОДНОЕ ОКСИДИРОВАНИЕ АЛЮМИНИЯ” на 15 литров, c проведением периодической корректировки, можно анодировать детали, площадью 30-35 кв. метров
Нужно приобрести
- Источник тока (выпрямитель)
- Дистиллирован или де-ионизирован вода
В каждый комплект для нанесения конверсионных покрытий входит подробная технологическая инструкция. Все хим.
реагенты, входящие в состав комплекта, были предварительно взвешены и расфасованы в необходимых пропорциях.
Все, что Вам необходимо сделать для приготовления рабочих растворов электролитов это растворить их в определенной последовательности, согласно инструкции, в дистиллированной или де-минерализованной воде.
КРАТКИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ:
Температура электролита 15-25*С. Плотность тока 1-3 А/дм2. Напряжение до 120 В. В процессе работы электролит не корректируется. Катоды должны быть сделаны из свинца или коррозионно-стойкой стали. Отношение площади поверхности анода к катоду 2:1.
Титановые изделия перед проведением процесса обезжиривают ацетоном или спиртом. Изделия монтируют на титановые подвески и крепят зажимами, или болтами из титана. Загрузку изделий в ванну анодирования проводят при минимальном напряжении, которое достаточно быстро, в течении 1 мин, поднимают до напряжения, соответствующего выбранному цвету.
При проведении процесса необходимо осуществлять постоянное перемешивание электролита.
Стоимость комплектов
| КАТ-05 | Комплект » АНОДИРОВАНИЕ ТИТАНА » на 5 литров | 8000 Р |
| КАТ-15 | Комплект » АНОДИРОВАНИЕ ТИТАНА » на 15 литров | 20500 Р |
| КАТ-30 | Комплект » АНОДИРОВАНИЕ ТИТАНА » на 30 литров | 26800 Р |
| КАТ-50 | Комплект » АНОДИРОВАНИЕ ТИТАНА » на 50 литров | 33900 Р |
Стоимость отдельных хим. реагентов, аксессуаров
| КАТ-06 | Реагент “ОРГАНОРАСТВОРИТЕЛЬ” (1500 г) | 2100 Р |
| КАТ-07 | Реагент “ЭМУЛЬГАТОР-С10” (200 г) | 450 Р |
| КАТ-08 | Реагент “ТРАВИЛЬНЫЙ СОСТАВ” (10 л) | 1950 Р |
| КАТ-09 | Реагент “ОСВЕТЛЯЮЩИЙ СОСТАВ” (3 л) | 1200 Р |
| КАТ-011 | Реагент “АНОДНЫЙ ОКСИДАНТ №1” (1 кг) | 950 Р |
| КАТ-012 | Реагент “АНОДНЫЙ ОКСИДАНТ №2” (3 л) | 700 Р |
| КАТ-СП | Свинцовый противоэлектрод (250*360*2 мм); 2.02 кг | 1700 Р |
Стандартная ‘мягкая’ или ‘жесткая’ упаковка. Отправка заказа в течение 4-8 рабочих дней наземным или воздушным транспортом.Некоторые реактивы требуют специальной упаковки (из-за реакционной способности или боятся холода). Отправка заказа в течение 5-10 дней наземным или воздушным транспортом
Реактивы требуют специальной упаковки (из-за реакционной способности или боятся холода). Отправка заказа в течение 8-14 рабочих дней только наземным транспортом.
Технология анодирования алюминия и преимущества процедуры
Алюминий – лучший металл для изготовления различных деталей. Его легко обрабатывать, металл имеет легкий вес, высокую прочность и не подвержен коррозии. Но при всех достоинствах внешний вид этого металла не привлекательный.
На алюминиевой поверхности очень плохо удерживаются краски, а если на изделие не нанести какое-либо защитное покрытие, то оно покроется темными пятнами.
Такая технология, как анодирование алюминия, позволит защитить металл от окисления, а также придаст эффектный внешний вид.
Что такое анодирование?
Анодирование или же анодное оксидирование – процесс, результатом которого является образование на поверхности металла оксидного покрытия. Металл окисляется.
Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие.
Технология похожа на воронение.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться.
Однако, эти природные оксиды очень тонкие и могут легко повреждаться.
Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
После процедуры анодирования металлу не грозит коррозия. Защитная пленка, которая образуется на металле в процессе анодирования, отличается высокой стойкостью к износу. Такое покрытие не отслоится по пришествию времени.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
Существует и другая технология, она предполагает использование растворов углекислого натрия и хлористого натрия. Это сода и соль, которые есть на каждой кухне.
На видео: как работает анодирование.
Преимущества процедуры
Можно выделить несколько преимуществ, которые дает данная технология:
- анодированные алюминиевые профиля приобретают значительные защитные свойства;
- поверхность металла получается матовой и однородной;
- процесс позволяет устранить повреждения на поверхности – царапины, сколы, полосы;
- металл приобретает высокие декоративные свойства;
- толщина защитного слоя достаточно большая.
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Стоит вспомнить советское оружие – РПО-2, РПС-3, РПО-3. Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.
Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии.
В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой.
Если технология нарушена, то покрытие и вовсе стирается рукой.
Такое покрытие служит основой для покраски. Трудно представить такую высокую адгезию. Если после анодирования алюминиевого профиля окрасить его эпоксидной краской, то получится очень надежное покрытие и эстетичность. Эпоксидная краска будет держаться на поверхности очень много времени.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Особенности окрашивания металла
Огромное количество методов окрашивания расширило и цветовую базу. В зависимости от способа нанесения лакокрасочного покрытия и использованных масел, кислот и различной степени нагрева удаётся сделать любую окраску, даже лимонный цвет.
Все варианты нанесения краски разделяют на два типа:
- механический;
- химический.
При механическом нанесении краски применяют различные порошки, которые распыляют, разбрызгивают, вколачивают, применяя специальные инструменты. Этот вариант не отличается качеством, красотой или уникальностью, но ценится у автолюбителей за счёт низкой стоимости. Кроме того, механическое окрашивание легко сделать на любой СТО или даже своими руками, если есть необходимое оборудование.
Применение химического метода требует наличия опыта и знания последовательности всей процедуры. Первое, что необходимо сделать, это зачистить металлическую поверхность от старого лакокрасочного покрытия. Дальше восстанавливаются повреждённые участки грунтовки, которые предварительно очищаются от ржавчины. После того как металл приобретёт идеальную поверхность, её обезжиривают. Маленькие детали для удаления масла помещаются в растворители по типу бензина, этила или эфира. Обработанные части опускаются в кипяток и только потом подвергаются окрашиванию химическим методом.
Нанесения лакокрасочного покрытия недостаточно, если хочется чтобы металл приобрёл элегантный вид и блеск поверхности и таким оставался даже при частой эксплуатации. Подобная проблема решается путём оксидирования стали.
Эта процедура включает натирание поверхности такими смесями, как:
- азотная кислота, смешанная со спиртом, водой и медным купоросом в виде опилок;
- кислота чернильно-орешкового цвета, включающая железо и сурьму;
- азотнокислое серебро с добавлением воды;
- оливковое масло с хлористой сурьмой.
После нанесения одной из этих смесей на металлическую поверхность, она подвергается термической обработке. Результат по итогу работы будет зависеть в основном от того, насколько качественно была очищена от жира, пыли и грязи деталь.
Такой способ часто используют, чтобы защитить оружие, автомобильные части от царапин и сколов. Добиться защиты получается и другими менее действенными, но дешёвыми способами. Например, многие делают воронение металла маслом в домашних условиях, которое благодаря кристаллической структуре защитного слоя краски проникает и создаёт блеск и дополнительный слой защиты.
Если вся работа проводится самостоятельно, тогда важно помнить, что после высушивания окрашенный металл будет выглядеть темнее, чем в мокром состоянии. Поэтому с учётом таких особенностей нужно откорректировать цвет в приемлемую сторону
Способы оксидирования металлов
[Оксидирование металла] в домашних условиях позволяет решить одновременно две проблемы: обновить металлическую поверхность любого изделия и дополнительно защитить ее от коррозии.
Ранее считалось, что обработка оксидированием может выполняться только в производственных условиях, используя промышленное оборудование, но интеллектуальное мышление человека доказало, что это не так.
Отличия обработки металлических изделий дома и на производстве заключаются в разнице применяемых технологий, но преследуют одну и ту же цель.
В результате промышленного процесса оксидирования в верхнем слое металла происходит изменение структуры.
В домашних условиях поверхность стали покрывают специальным веществом, которое способствует изменению оттенка и ее защите.
Особенности химического процесса
Химическая обработка металлической поверхности предусматривает применение растворов и расплавов различных окислителей, например, солей хромовой или азотной кислоты.
Их использование позволяет обеспечить антикоррозийную защиту металлу. При этом обработка может выполняться с помощью как щелочных, так и кислотных составов.
Процесс химического оксидирования щелочным методом происходит при температуре 30-1800, которая определяется типом металла.
Например, химическое оксидирование алюминия и его сплавов выполняют при температуре 80-1000, время обработки составляет 10-20 минут.
Оттенок пленки, образующейся на поверхности цветного металла, зависит от толщины и структуры сплавов.
Если химическое оксидирование алюминия выполнить в щелочном растворе слабой концентрации и при низкой температуре, можно получить тонкую защитную пленку с цветом побежалости.
И наоборот, если сделать для алюминия и его сплавов слишком концентрированный раствор щелочи и использовать высокую температуру обработки, защитное покрытие будет рыхлым.
:
Большой промежуток оксидирования может обернуться травлением металла.
Обработка сложнолегированной нержавеющей стали (оксидирование стали) происходит за счет применения концентрированного раствора азотной кислоты.
При температуре 18-550 с продолжительностью 15-60 минут.
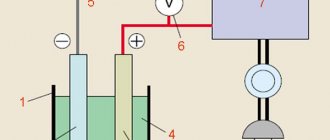
Особенности анодного оксидирования металла
Анодное окисление металлических изделий в домашних условиях выполняют с использованием электролитных составов под действием постоянного тока.
ВАЖНО ЗНАТЬ: Технология штамповки деталей из листового металла
При этом посудина, в которой будет проводиться анодное оксидирование, не должна быть токопроводящей.
В роли электролита может выступать, разбавленная водой, серная кислота (H2SO4), из расчета 20% на 800 мл воды.
При этом не водой разбавляют кислоту, а кислотой воду. Заменить H2SO4 можно пищевой содой и солью.
Используя алюминиевую подвеску, к аноду прикрепляют подлежащее обработке изделие, к катоду крепят свинцовую пластину.
Если металлическое изделие имеет сложную форму, то используют больше свинцовых элементов.
Расстояние между пластинами и изделием не должно быть больше 90 мм. Температура обработки должна составлять 200, при плотности тока 2-3 Ампер на квадратный дм.
Напряжение, при котором будет осуществляться анодирование, равняется 12-15В, в течение 60 минут.
Одной из технологий анодирования считается микродуговое окисление, техническим результатом его применения является получение покрытия с выраженными декоративными характеристиками и более высокой защитной способностью.
:
Микродуговое оксидирование наделяет поверхность цветного металла равномерностью, антикоррозийной стойкостью и микротвердостью.
Компонентами состава служат:
- вода;
- H3BO3 (20-30 г/л);
- калиевая щелочь (4-6 г/л);
- крахмал (6-12 г/л).
По указанному списку можно сделать электролит в домашних условиях путем обычного смешивания.
Далее микродуговое оксидирование сплавов алюминия выполняют в режиме анод-катод при температуре 25-300.
При плотности тока 15-20 Ампер на квадратный дм, при продолжительности 90-120 минут.
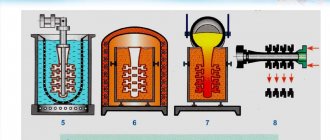
Термическое окисление металлов
Термическое оксидирование железа, сплавов и нержавеющей стали представляет собой процесс, в результате которого на поверхности металлических изделий образуется оксидный пленочный слой.
Термическое оксидирование выполняется в условиях высокого температурного режима с использованием пара или кислорода.
Оборудование, за счет которого осуществляется термическое оксидирование, представляет собой специальные печи.
Поэтому в домашних условиях сделать термическую обработку указанным путем не получится.
Применение печей в технологии оксидирования позволяет исключить использование химикатов, травление, промывку и ряд других процессов.
ВАЖНО ЗНАТЬ: Приспособление для гибки профильной трубы
Температура обработки металлических изделий в термических печах может составлять от 3500 до 7000, в зависимости от типа стали.
Технология оксидирования меди и ее сплавов
Оксидирование меди не сложно выполнить химическим и электрохимическим методом, в результате чего медная поверхность может приобрести разнообразное цветное покрытие.
Для получения медной пленки используют цианистую или кислую жидкость. Хорошие показатели дает оксидирование меди цианистым электролитом.
При этом медные сплавы, в структуре которых присутствуют легирующие металлы, поддаются обработке труднее.
:
В пример можно привести бронзу, содержащую определенный процент олова, которое способствует защите меди от окислов.
Или сплав бронзы с никелевыми и хромовыми присадками, такой металл еще сложнее обработать.
Бронза с минимальным присутствием цинка, не превышающим 20 %, хорошо поддается обработке, в то время как его большое количество осложняет процесс.
С помощью сернистых составов, чаще всего, выполняют холодное обрабатывание медных скульптур. Как правило, это серная печень, сернистый аммоний и натрий.
Сделать холодное черное с синим оттенком оксидное покрытие позволяет сернистый аммоний. Придать декоративный вид изделию из бронзы и олова можно с помощью серной печени.
Но если использовать ее для окрашивания чистой меди или бронзы и томпака, можно добиться красного оттенка пленочного слоя.
Технология оксидирования серебра
Оксидирование серебра позволяет белому металлу получить синий, черный или фиолетовый оттенок, при этом структура обрабатываемого изделия не подвергается деформации или разрушению.
В домашних условиях сделать обработку серебряных изделий можно с использованием серной печени.
Для приготовления состава в домашних условиях необходимо взять калиевую щелочь и серу (купить ее можно там, где продаются удобрения).
Затем нужно соединить вещества в железной емкости: 1 часть щелочи и 2 части серы, и выдержать состав на огне до полного расплавления.
Периодически смесь необходимо помешивать. Далее готовую серную печень снимают с огня и дают ей остыть.
ВАЖНО ЗНАТЬ: Оборудование для литья алюминия в домашних условиях
Когда сплав остынет, его разбивают на кусочки и перекладывают в посуду с плотной крышкой.
Теперь, когда дома есть серная печень, можно заняться обработкой серебра. Нужно взять кусочек сплава, примерно с горошину, положить его в емкость и залить горячей водой.
:
После того как с помощью помешивания комок растворится, в серную воду кладут серебряное изделие.
Через полчаса серебро начнет менять свой цвет, как уже говорилось выше, белый металл может принять фиолетовый, черный или синий оттенок.
Когда изделие приобретет нужный цвет, его вынимают из жидкости и ополаскивают горячей, теплой и, в завершении, холодной водой.
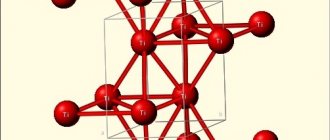
Технология оксидирования титана
Оксидирование титана обязательная необходимость по причине низкой износостойкости данного типа металла.
Получение оксидной пленки позволяет титановым изделиям приобрести химическую прочность, повысить фрикционные характеристики материала и изменить цвет поверхностного покрытия.
Чтобы провести оксидирование титана применяют чаще всего анодную обработку, так как титан плохо выдерживает воздействие химических растворов в процессе химического оксидирования.
Анодное оксидирование титана предусматривает использование щавелевой, хромовой и прочих кислот или их смесей, а также иных добавок.
Черная оксидная пленка способствует упрочнению поверхностной структуры титановых изделий, является результатом применения технологии анодирования 18-ти % раствором серной кислотой.
В зависимости от режима обработки, защитная пленка приобретает определенную толщину.
:
Например, если процесс выполняется при температуре 800С, плотность анодного тока составляет 0,5 Ампер с продолжительность обработки в течение 8 часов, пленочный слой будет составлять около 2,5 микрон.
При анодировании в режиме: 100ºС, продолжительность – 2 часа, плотность тока – 1 Ампер – толщина пленки будет равняться 1 микрону.
Способы и методы
Холодный метод
Согласно уравнению оптимальная температура, при которой необходимо осуществлять процессы анодирования по данной технологии, – 0 °C. Однако допустимы колебания от –10 до +10 °C. Именно при таких температурных нормах происходит образование прочной и целостной оксидной пленки на поверхности детали из титанового сплава. Холодный метод позволяет в домашних условиях провести процедуру твердого анодного оксидирования.
При правильной регулировке силы тока можно осуществить напыление с помощью гальваники, используя в качестве материала золото, медь или хром. Такое барьерное покрытие защитит изделия из титана от окислов и ржавчин, что продлевает срок его службы до нескольких десятков лет.
Главный недостаток такой технологии анодирования – невозможность дальнейшей покраски объекта обработки.
Теплый метод
Технология предусматривает использование органических красителей, благодаря которым металлу можно придать удивительно красивый декоративный вид. Подойдут как готовые красящие составы, так и подручные красители из домашней аптечки: йод, зеленка, марганцовка, йодинол и прочее.
К сожалению, такая технология не рассчитана на проведение твердого анодирования. Барьерные свойства оксидной пленки очень слабые, как и защита от механических повреждений. Однако при дальнейшем окрашивании оксидное покрытие проявляет высокие адгезивные способности. Эмалевые краски прекрасно сцепляются с таким покрытием, и в свою очередь обеспечивают изделию из титана надежную защиту от коррозии.
Интернет магазин пирсинга 69 LEVEL
Титаном в украшениях для пирсинга обычно называют сплав Ti6AL 4VEli Gr23 со спецификацией ASTM F-136. Сплав Ti6AL 4VEli Gr23 является самым распространённым титановым сплавом, применяемым в медицине, а так же в военной, космической и химической промышленности. Из за большого спектра применения сплава для каждого из них были разработаны разные спецификации.
Самые распространенные спецификации сплавов разрабатывает американская компания ASTM, по которым работает большинство металлургических фабрик. Кроме этого для пирсинга иногда используется чистый титан Grade1 спецификации ASTM F-67, тоже применяемый в медицине.
Спецификации ASTM F-136 и ASTM F-67 – это стандарты, которые описывают химические, механические и металлургические требования для использования изделий из титана в имплантационных целях без изменений химического состава. Недобросовестные производители пирсинга часто заменяют титан Ti6AL 4VEli Gr23 на более «грязный» аналог Ti6AL 4V Gr5, в котором сильно увеличены допуски примесей.
В таблице можно посмотреть химический состав титановых сплавов, где Grade1 – чистый титан, Grade2 – его аналог с большим допустимым количеством примесей.
| Химический состав | ||||
| Химический элемент | ASTM Grade | |||
| (Допустимые значения) | 1 | 2 | 5 | 23 |
| N, Nitrogen | 0,03 | 0,03 | 0,05 | 0,03 |
| C, Carbon | 0,1 | 0,1 | 0,1 | 0,08 |
| H, Hydrogen | 0,015 | 0,015 | 0,0125 | 0,0125 |
| Fe, Iron | 0,2 | 0,3 | 0,4 | 0,25 |
| O, Oxygen | 0,18 | 0,25 | 0,20 | 0.13 |
| Al, Aluminum | 5,5-6,75 | 5,5-6.5 | ||
| V, Vanadium | 3,5-4,5 | 3,5-4,5 | ||
| Ti, Titanium | Bal. | Bal. | Bal. | Bal. |
Какого цвета должен быть титан?
Титановый сплав может иметь различные оттенки, от темно-серого до почти серебряного (который на внешний вид не отличить от хирургической стали).
Цвет титанового сплава зависит от количества примеси железа в нем (например, у марки Steel and Silver содержание железа 0,042% при допустимом 0,25% в Gr23 и 0,4% в Gr5), что делает сплав очень светлым и идеальным для анодирования ну и, конечно, от качества полировки (чем полировка лучше — тем изделие светлее).
При большом содержании железа в сплаве (но еще допустимом, например 0,2%) — украшение для пирсинга будет иметь темный оттенок и очень плохо анодироваться примерно после 65 вольт (украшение станет темно-серо матовым с розовым или фиолетовым оттенком, до бирюзового, а тем более до зеленого такое украшение точно не дотянет).
Что такое анодирование титана?
Как вы поняли выше — титан можно проанодировать, то есть придать украшению из титана нужный вам цвет.
С помощью пропускания постоянного тока нужного вольтажа через титановое украшение в дистиллированной воде (со специальным средством от образования накипи) на нем образуется тонкая пленка из оксида титана необходимого цвета.
Она делает украшение более гладким на микроуровне, что хорошо сказывается на заживлении. Уже проанодированное украшение, например синего цвета, всегда можно проанодировать повторно с большим вольтажом, например, в золотой.
А уже, наоборот, из золотого сделать синий оттенок не получится. Срок службы анодирования зависит от места ношения украшения, например в языке оно начать стираться через несколько месяцев, а в мочке уха анодирование будет хорошо себя чувствовать и в течение нескольких лет.
Зачем нужна зеркальная полировка украшений?
Все мы знаем, что плохо отполированное украшение может царапать канал, а так же в неровностях украшения могут скапливаться выделения, которые являются рассадником бактерий, увеличивающие срок заживления прокола.
Но от качества полировки так же сильно зависит появление аллергии на алюминий, ванадий и примеси, содержащиеся в минимальных количествах в титановом сплаве ASTM F-136.
При качественной полировке украшения на микроуровне — поверхность украшения становится максимально гладкой, что дает возможность образования оксидной пленки, которая предотвращает диффузию атомов титанового сплава в прокол.
Что такое черный титан?
Анодировать титановое украшение в черный цвет невозможно, но зато есть PVD и IP покрытия. По качеству стойкости и внешнему виду эти покрытия одинаковые и на готовом изделии определить каким способом оно было нанесено невозможно. Отличается только технология нанесения покрытия.
PVD(Physical Vapour Deposition) — это способ нанесения прочного и износостойкого слоя в вакууме конденсацией пара из частиц вещества, выбранного для напыления. Это приводит к образованию тонкой и очень прочной молекулярной пленки (PVD покрытия) толщиной от 1 до 3 мкм, благодаря которой украшение становятся гладким и устойчивым к царапанию.
IP(Ion plating) — это процесс направления на металл потока ионов вещества, выбранного для покрытия, которые образуют очень прочный тонкий слой толщиной 1–2 мкм, что делает украшение гладким и устойчивым к царапинам.
Для покрытия украшений для пирсинга в качестве напыляемого материала используются чистый титан (для напыления черного цвета, а так же всех цветов анодированного титана), чистое золото и цирконий, которые являются полностью гиппоалергенными.
Что дает анодирование
Ямочный ремонт дорожного покрытия: технология, методы, гост
Чем-то анодирование похоже на гальванические процессы, возникающие во время хромирования или оцинковки стали. Но есть существенная разница: исключено использование посторонних веществ, пусть даже похожих по свойствам и химическому составу. Оксидирование ведётся на основе самого металла, подвергаемого электрохимическому воздействию.
При анодировании процесс поддаётся регуляции, оксидному слою придаются заранее заданные свойства, а результатом служит прочность оксидируемого участка.
Лучше всего защитный слой в результате анодирования образуется на таких металлах, как алюминий, титан, сталь, тантал. Главное же требование к технологии, чтобы металл имел только один оксид с высокими адгезивными свойствами.
Но для обеспечения адгезии нужна пористая структура, которая обеспечит соприкосновение рабочей смеси с чистым металлом поверхности, что значительно ускоряет процесс оксидирования.
- Первый тип – пористая поверхность оксидной плёнки. Получается при воздействии на металл кислых электролитов. Структурированная порами поверхность служит отличной основой для того, чтобы на неё легли лакокрасочные материалы, которые своей структурой, образующейся в процессе полимеризации основы, закрепляется во фракталах пор. То есть анодированная поверхность способствует повышенной адгезии.
- Барьерная. Относится ко второму типу. Это самостоятельное защитное покрытие, которое защищает металл от контактов с внешней агрессивной средой.
Впрочем, созданием защитных слоёв процесс анодирования не ограничивается. Применяя разные материалы и меняя уровень напряжения, можно получить разные оттенки анодированной плёнки. Чем активно пользуются дизайнеры при оформлении интерьеров, когда облицовочным материалом служит алюминий.
Titanium
golubka_mia
Что такое титан?
Тита́н (Ti — Titanium)
— элемент побочной подгруппы четвёртой группы, четвёртого периода периодической системы химических элементов Д. И. Менделеева. Титан был открыт в 1790г. Вильямом Грегором, священником и геологом-любителем, в Корнуэлле в Англии.
Тем не менее он не очищался до 1910г., не облагораживался, не производился в коммерческих количествах до начала 50-х годов. С того времени производство титана возрастало примерно на 8% в год и с начала 60-х его начали использовать не только в военной промышленности, но и в коммерческих целях.
Хотя чистый титан ценился за сочетание высокой прочности, легкости и отличной долгосрочностью, для использования в аэрокосмической промышленности нужны были еще более прочные материалы.
В 50-х годах высокопрочный сплав, названный 6-4 (6% алюминия, 4% ванадия, 90% титана) был разработан и сразу нашел применение в производстве машин и каркасов самолетов.
Титан — самый «эльфийский» материал, названный в честь Титании — королевы эльфов из пьесы В. Шекспира «Сон в летнюю ночь».
Название дано материалу по двум причинам: из-за его удивительной легкости и из-за необычных оттенков оксида титана, поразивших ученых, впервые получивших оксид титана в лабораторных условиях.
В медицинской промышленности используется три сорта титана: G1, G5 и
G23
.
TitaniumG1
разработан для целей стоматологии. Он имеет низкую степень полировки, что увеличивает его вживляемость. Т.е., он врастает в тело.
Такое его свойство с успехом используется для зубопротезирования, но делает его нежелательным для украшений для пирсинга и бодимодификации. Для этих украшений применяется Titanium G23
. Этот материал применяется также для изготовления кардиостимуляторов и других медицинских имплантов.
Titanium G23
имеет наивысшую степень биосовместимости, более биосовместимого материала пока получить не удалось. Изделия из
Titanium G23 100%безопасны для здоровья и рекомендуются Международной Ассоциацией Пирсиров для установки в свежие проколы и ускорения заживления проблемных проколов.
Titanium G5 — является хирургическим сплавом, также применяемым в трансплантологии. Хотя, его чистота и биосовместимость ниже, чем Titanium G23, она является оптимальной для целей пирсинга. Это золотая середина по соотношению цена/качество между Titanium G23 и Titanium G1.
Если Ваш организм не склонен к образованию келлоидных рубцов (в противном случае, Вам вообще пирсинг противопоказан), будет вполне достаточно украшений Titanium G5 даже на свежий прокол. Во всяком случае, биосовместимость Titanium G5 выше, чем у золота 585 пробы или хирургической стали 316L.
Производство титана очень высокотехнологично и дорого. Оно примерно в 16 раз дороже производства стали. К тому же, титановые сплавы трудно обрабатывать резанием. Поэтому, настоящие титановые украшения не могут быть дешевыми.
Анодирование, электрохимическое оксидирование — образование защитной оксидной пленки на поверхности металлических изделий.
Титановое анодирование не только создает высокопрочную пленку на поверхности металла, но и служит эстетическим целям. Черное титановое анодирование имеет неповторимый перламутровый оттенок, а цветное титановое анодирование имеет яркие, насыщенные цвета, а также, может быть получено радужное переливчатое покрытие.
Анодирование титаном настолько прочно, что его невозможно соскоблить даже рашпилем. Технология титанового анодирования была создана для военной и авиакосмической промышленности и не имеет равных по своей прочности. Поэтому, если вам не по карману покупка титановых украшений, вы можете купить более дешевые и красивые изделия с титановым анодированием.
В ювелирной промышленности с успехом применяется еще одно покрытие Zircon Gold —
титановое анодирование с золотым эффектом без участия золота. Отличить такое покрытие от золота можно только распилив изделие или проведя анализ в лабораторных условиях.
Вы можете купить более дешевое (и более прочное) изделие и с успехом носить свое «золото», не боясь, что оно потемнеет, сотрется или вызовет аллергическую реакцию. Только никому не показывайте, что на нем нет пробы.golubka_mia
Старинная легенда о Разбитом Сердце гласит. В стародавние времена, когда человеческая любовь была чиста и считалась священной, жили на свете двое влюбленных. Девушка захотела подарить своему возлюбленному свое сердце, чтобы оно никогда не разлучалось с любимым и пошла к колдунье. Колдунья сказала: «Я сделаю тебе сердце из хрусталя. Оно будет всегда с твоим возлюбленным, но если он изменит тебе, твое сердце разобьется, а осколки его разлетятся по всему свету» Девушка верила в искреннюю и чистую любовь своего возлюбленного и с легкостью согласилась на условия ведьмы. Шли годы. Любовь хранила влюбленных молодыми и красивыми, а ведьма старела. Она позавидовала красоте девушки, при помощи колдовства она превратилась в ее двойника и соблазнила ее любимого. Девушка вернулась и застала в объятиях возлюбленного безобразную старую ведьму. Ее хрустальное сердце в тот же миг разбилось и разлетелось по всему свету бесчисленными осколками, но свет любви в нем не погас. До сих пор влюбленные находят его осколки и Великая Любовь зажигается в их сердцах. Кольцо и серьги, стилизованные под старину. Металл — мельхиор. Покрытие — черненое серебро. Вставки — красные и белые кристаллы Сваровски.
Внимание! Ограниченная партия товара.
Добро пожаловать в мистический загадочный мир интернет-магазина Лилит. Мы осуществляем курьерскую доставку по России, Украине и Белоруссии и почтовую доставку по России. Вы можете перейти на страницу товара магазина, кликнув на картинку.
Page 3
Нитрид титана покрытие. Применение, свойства, технология напыления покрытия нитрид титана
Оксидирование представляет собой особый вид процедуры покрытия металлического материала оксидной пленкой. В результате данного процесса на металлической поверхности появляется тонкая пленка, которая выполняет барьерную функцию. Она защищает материала от попадания воздуха и влаги.
Оксидирование металла является одним из самых действенных методов для его защиты от образования на поверхности ржавчины. Пленка покрывает его достаточно плотным слоем. После проведения процедуры все процессы окисления металла полностью прекращаются. В итоге изделия, которые обработаны методом оксидирования, служат дольше и сохраняют свои привлекательные внешние качества на долгие годы.
Данная процедура обработки разных видов изделий применяется не только для того, чтобы защитить металлические изделия от коррозии. Данная ее функция известна многим. Однако в некоторых ситуациях она используется для того, чтобы придать металлическому изделию декоративные качества.
Сегодня процедуре оксидирования подвергаются многие виды металлов.
В связи с этим выделяют:
Данная процедура встречается достаточно частою. Для нее используется:
В результате после обработки металл получает небольшой слой оксидной пленки, которая обладает отличными защитными качествами.
Сама процедура не отнимает много времени. Она проводится после предварительной подготовки металла. Его поверхность должна быть чистой и обезжиренной, чтобы оксидная пленка имела лучшее сцепление с алюминием.
Для алюминия применяется еще технология под название цветное оксидирование алюминия. Благодаря этому на поверхности металла образуется пленка определенного цвета. Этот процесс носит декоративный характер. Эффект от этого метода длится достаточно продолжительный период времени.
Сегодня не редко проводится оксидирование стальных изделий. Они являются подверженными образованию коррозийной пленки.
Химическое оксидирование стали
Для обработки стального материала применяется химический вид оксидирования. Он заключается в том, что сталь погружается в специально приготовленный кислый раствор, который способствует образованию на поверхности стали оксидную пленку. Она обладает небольшой толщиной. Однако у нее высокий уровень прочности.
Перед тем, как металл будет обработан оксидирующим веществом, его тщательным образом подготавливают. Для этого используются специальные средства для удаления загрязнений и жирной пленки.
Как известно такой металл, как титан и его сплавы обладают низким уровнем износостойкости. Для того чтобы металл приобрел прочность и твердость применяются разные методы. Одним из них является оксидирование. Благодаря нему на поверхности металла появляется защитная пленка, которая увеличивает прочность титана в разы.
Таблица 1. Оксидирование металла — подготовка поверхности
| Состав и режим | Номер раствора | ||
| 1 | 2 | 3 | |
| Состав, массовая доля, % | |||
| серная кислота (плотность 1,8 г/см3) | — | 90—92 | 20—30 |
| азотная кислота (плотность 1,4 г/см3) | 95-97 | 5-6 | 40—60 |
| фтористоводородная кислота или ее соли | 3-5 | 0,5—1 | 10—12 |
| Рабочая температура, К | 290—300 | 290—300 | 290—300 |
| Выдержка, мин | 0,1—0,2 | 1—2 | 0,2—0,3 |
«Блиц» мастер-класс по анодированию титана
Доброго всем времени суток! Давеча, в топике уважаемого AleksSi пообещал я найти титан и отфотографировать процесс его анодирования в разные цвета, так как народу интересно, а я -электрохимик дома и химик на работе Почему «блиц»? Потому, что цель мастер-класса показать основы этого процесса. Я сам делаю это впервые, возможны неточности с моей стороны, дополняйте! Само-собой есть множество тонкостей: марка сплава, электролит, площадь покрытия, сила тока. Сегодня я рассмотрю процесс кустарно, на примере обработке малых площадей «рисованием».
Анодирование — электрохимическое нанесение тонких оксидных пленок. У титана эти пленки окрашены за счет интерференции света. Подробнее все описано в Википедии и т.д., не буду тратить место. Цвета зависят от вольтажа, в интернете есть примерные схемы расцветок.
У меня идет смещенение на 10 Вольт от большинства. Во многом цвет зависит от электролита и площади поверхности. В будущем, надеюсь, я покажу Вам анодирование погружением. Сразу прошу прощения за несколько блеклые фотки процесса, темновато. В конце есть фотки на ярком дневном свету.
Писал текст за раз, простите за возможные ошибки!
Итак. Для работы понадобится титан. Я заказал у ребят с Ганзы пару листов сплава OT4-0 и ВТ1-0. Сожержание титана в ОТ4 — 95,938 — 99,6%, в ВТ1-0 — 98,61 — 99,7%.
При подготовке мастер-класса я находил информацию, что цвета анодирования варьируются от марки — на чистом титане они более блеклые. Честно говоря-большой разницы не заметил.
Буду рисовать на OT4-0, он почище внешне, другой лист погрязнее и царапанее.
Также вычитал, что на матовой поверхности цвета выглядят более сочно, что подтвердилось. Для матирования использовал щетку-матовку для дремеля.
Перед анодированием тщательно протер поверхность ацетоном, иначе будет видно ваши пальчики.
Блок питания. Цвет покрытия меняется в основном с шагом в 10 Вольт, я использовал БП постоянного тока на работе, чтобы охватить наиболее доступную мне гамму цветов.
Блок старенький, старше меня, но зато честно дает 99,9 Вольт (да и стоят сейчас такие немало). Цвета кладутся «поверх», нельзя изменить «70 Вольтовый цвет» на «20 Вольтовый», наоборот- пожалуйста.
Внимание, помните, что переменный ток (а покрытие возможно и с его помощью)опасен для здоровья!
Анодирование титана в домашних условиях своими руками
Перевёл alexlevchenko92 для mozgochiny.ru
Анодирование титана является чрезвычайно интересным и полезный занятием, которое очень легко выполнить своимируками в домашних условиях.
Анодирование используется в промышленности для повышения (коррозионной) стойкости металлов.
Кроме того оно также используется в качестве декоративного украшения ювелирных изделий (благодаря широкому спектру получаемых цветов).
Шаг 1: Электролиз
Первый метод анодирования титана построен на принципах электролиза. Кусок титана будет выступать в качестве положительного анода, который следует погрузить в ванну с электролитом. (обычно используется бура или серная кислота).
Шаг 2: Материалы и инструменты
- Алюминиевая фольга;
- Достаточно большой пластиковый контейнер (чтобы вместить в себя кусок анодируемого металла);
- От 1 до 8 9В батарей;
- 1,5 м изолированного провода;
- Тетраборат натрия (Бура);
- Горячая вода;
- Ложка;
- Резиновые перчатки;
- Ацетон или спирт;
- Пластиковый стаканчик.
Инструменты (по желанию):
- Клещи;
- Устройство для зачистки проводов.
Шаг 3: Подготавливаем электролит
Возьмём буру и горячую воду,, смешаем всё в чашке. Размешиваем раствор пока вся бура не растворится.
Возьмём алюминиевую фольгу и полностью покроем ею пластиковый контейнер. Лишнюю фольгу завернём на верхнем краю контейнера.
Шаг 4: Электропитание
Снимем около сантиметра изоляции с двух концов провода (длиной 60 см). После этого сделаем небольшое отверстие в одном из углов алюминиевой фольги. Протянем в отверстие один из концов провода и скрутим всё вместе.
Зальём заготовленный электролит в контейнер.
Возьмём нужное количество 9 В батарей и подключим их, как показано на рисунке. Затем подключим провод, который крепится к фольге к отрицательной клемме аккумуляторной батареи. Возьмём другой провод и подключим к плюсу батареи (этот провод будет крепиться к куску титана).
Шаг 5:
Разное напряжение будет создавать различные цвета на поверхности титана. Обратите внимание, что вы всегда сможете изменить цвет, увеличив напряжение, но не сможете вернуться к цветам, которые получаются на более низком напряжении.
На изображении показан процесс анодирования в серной кислоте, но результаты очень похожи с анодированием бурой. Если вы не уверены в величине напряжении, необходимо произвести серию экспериментов с постепенным увеличением величины напряжения.
Шаг 6: Очистка титана
Наденем резиновые перчатки, чтобы предотвратить появление отпечатков пальцев на поверхности титана после очистки. Затем протрём поверхность спиртом.
Шаг 7:
Возьмём кусок титана и закрепим на нём положительный электрод. Погрузим его в раствор. При этом стоит убедиться, что провод не касается жидкости и титан не дотрагивается до фольги. Это может привести к короткому замыканию (в случае контакта).
После того, как будет достигнут желаемый цвет, извлечём титан и высушим его. Вы увидите, что изменение цвета происходит под действием ваших отпечатков пальцев.
Это совершенно нормально (оригинальный цвет может быть восстановлен с помощью ацетона или спирта).
Шаг 8: Тепловой метод
В этом методе используется сильный нагрев, который будет «загущать» оксидный слой на поверхности титана. Настоятельно рекомендую использовать паяльную лампу (хотя можно воспользоваться газовой плитой).
Шаг 9: Материалы/инструменты
- Источник тепла;
- Щипцы или плоскогубцы (перед использованием убедитесь, что ручки имеют надежную теплоизоляцию);
- Спирт или ацетон;
- Чашка с очень холодной водой.
Шаг 10:
Очистим поверхность титана.
Шаг 11:
Возьмём щипцами/плоскогубцами очищенный титан. После чего включим плиту/паяльную лампу и поднесём кусок титана близко к пламени. Вы заметите, что цвет поменялся на желтый примерно после 30 секунд. Нагревая титан более длительный период времени, вы сможете добиться красного, синего и немного зеленого цвета.
Шаг 12:
После достижения желаемого цвет выключим источник тепла и погрузим металл в холодную воду.
Как ухаживать за украшениями из титана
Ювелирные изделия из титана переживают новую волну популярности. Причин для этого немало: они невероятно прочны, долговечны и износостойки. А еще — яркие: анодирование позволяет раскрасить изделия из металла в самые разнообразные цвета, что для ювелирного мира нетипично.
Но ничто не вечно, даже титан. Украшения из этого металла тоже могут потерять яркость, поцарапаться или повредиться с течением времени. Чтобы подольше сохранить их первоначальный вид, важно обеспечить должный уход.
Регулярно чистить
Для чистки ювелирных изделий из титана можно использовать жидкость для мытья посуды. Ее понадобится совсем немного: пара капель на литр воды. Лучше выбрать стандартное средство без добавления бальзама, крема или агрессивных компонентов. С той же целью можно использовать аммиачный моющий раствор.
Чистка выполняется по такой схеме:
- Найдите чистую емкость и налейте в нее воду комнатной температуры. Добавьте пару капель моющего средства, перемешайте. Взбивать пену не обязательно.
- Погрузите титановые украшения в раствор. Желательно, чтобы изделия были полностью покрыты водой. Подождите 5-6 минут.
- Выньте украшения из моющего раствора и промойте под проточной водой. Если этого не сделать, изделия останутся липкими.
- Возьмите папиросную бумагу или мягкую ткань. Протрите украшения, и проверьте, не осталось ли на них следов загрязнений.
Для очистки изделий из титана также можно использовать коммерческие продукты — например, специальные спреи. Его распыляют на поверхность металла, выдерживают пару минут, затем вытирают салфеткой.
Жесткие чистящие средства, содержащие хлор, использовать запрещено. Это может повредить украшение.
Анодированный титан
При очистке анодированных титановых украшений нужно быть особенно аккуратным. Алгоритм следующий:
- Смочите украшения в моющем растворе на несколько минут, чтобы удалить грязь. Но не трите загрязненные участки, иначе можно нарушить цветной слой. Промойте водой.
- Замочите украшения предметы на пару минут в растворе аммиака. Затем очень аккуратно промокните чистой тканью — примерно так, как если бы вы чистили очки.
- Еще раз промойте украшения водой и вытрите насухо.
Если после очистки в домашних условиях цветной слой все же был нарушен, обратитесь в мастерскую, работающую с титановыми украшениями. В большинстве случаев изделие можно анодировать повторно.
Украшения с камнями
Выберите метод очистки, который подходит для ваших драгоценных камней. Некоторые из них не любят длительного контакта с влагой или моющими средствами. Особенно уязвимы жемчуг, опал и бирюза.
Если вы не знаете, как чистить конкретный вид драгоценного камня, соблюдайте осторожность: не помещайте украшения в моющий раствор надолго. Лучше протереть изделие мягкой влажной тканью.
Полировать
Украшения из неанодированного титана можно полировать с помощью специальных полиролей. Это поможет устранить тусклый цвет, сделать царапины менее заметными, или полностью избавиться от них. Для цветных украшений использовать полироль запрещено.
Другое популярное решение — воск или лак для титана. Его наносят в небольшом количестве на ткань, а затем втирают в изделие круговыми движениями. Затем остатки средства вытирают чистой салфеткой.
Не пачкать
Чтобы украшения из титана дольше сохраняли первоначальный вид, их нужно снимать каждый раз, когда вы:
- моете посуду;
- работаете в саду;
- готовите;
- занимаетесь уборкой.
Загрязнения на ювелирном изделии накапливаются постепенно. Они «съедают» блеск, делают цвет металла менее ярким и насыщенным. Чтобы каждый раз не подвергать изделие полноценной чистке, можно использовать мягкую ткань для устранения легких загрязнений.
Носить аккуратно
В целях вашей безопасности никогда не надевайте кольца из титана во время занятий спортом, а также работы с электрооборудованием и открытыми механизмами. Это не только вредно для украшения, но и опасно для его владельца. Если титановое кольцо случайно зацепится за выступающий элемент, высока вероятность получения травмы.
Если помимо титана украшение содержит другие металлы — например, золото или платину, его стоит снимать перед посещением бассейна или душа. Хлор, содержащийся в воде, способен повредить изделие.
Больше полезных и интересных статей про ювелирные изделия и украшения вы найдете на нашем сайте: DragZoloto.ru
Анодирования алюминия по низкой цене (анодное оксидирование, оксидирование алюминия)
Вы можете загазать услуги по анодировани. алюминия в нашей кампании. Мы гарантируем качество нанесенных гальванических покрытий на изделия. Для уточнения стоимости анодирования, свяжитесь с нашим менеджером.
Что такое анодирование (анодное оксидирование, ан.окс.)
Анодирование (оксидирование) – электрохимическое оксидирование, образование защитной оксидной плёнки на поверхности металлических изделий электролизом.
При анодировании изделие, погруженное в электролит, соединяют с положительно заряженным электродом источника тока (анодом).
Плёнка толщиной от 1 до 200 мкм защищает металл от коррозии, обладает электроизоляционными свойствами и служит хорошей основой для лакокрасочных покрытий.
Применение анодного оксидирования деталей
Анодирование применяют для декоративной отделки изделий из алюминия и его сплавов, эмалеподобных покрытий на алюминии и некоторых его сплавах, а также используют для защиты от коррозии магниевых сплавов, повышения антифрикционных свойств титановых сплавов, для покрытия деталей радиоэлектронной аппаратуры из ниобия, тантала и др., в самолёто-, ракето- и приборостроении, радиоэлектронике.
Сразу после механической обработки алюминий взаимодействует с кислородом воздуха, поэтому при нормальных условиях поверхность всегда покрыта тонкой оксидной пленкой. Структура пленки и ее состав зависят от воздействия атмосферных явлений.
Но алюминий всегда имеет оксидную пленку толщиной 2-3 нм. Эта пленка защищает металл от дальнейшего окисления и обладает превосходной электропроводностью.
Оксидная плёнка образуется на чистом алюминии, при комнатной температуре и имеет аморфную структуру (не кристаллическую) и поэтому не является хорошей коррозионной защитой.
Защитное покрытие алюминия
Защита алюминия от коррозии реализуется путем создания на его поверхности кристаллической оксидной пленки толщиной 20-30 микрон. На следующих этапах процесса анодирования эта пленка может быть окрашена или может сохранить естественный цвет.
Анодирование алюминия позволяет так же получить различные декоративные эффекты, такие как зеркальная поверхность, матовая и полуматовая поверхность, имитация полированной и шлифованной нержавеющей стали.
Процесс анодирования алюминия
Прежде чем приступить к процессу анодирования необходимо очистить поверхность алюминия от загрязнений и убрать оксидную пленку. Для этого проводят процессы обезжиривания и травления.
Процесс, в результате которого, происходит образование на поверхности металла высокопористых оксидных слоев алюминия. Процесс анодирования является электрохимическим.
Существуют два вида оксидных пленок, которые образуются в процессе анодирования:
Барьерная – оксидная пленка растет в нейтральных растворах, в которых оксид алюминия трудно растворим. Преимущественно это бораты аммония, фосфаты или тартраты.
Пористая – оксидная пленка растет в кислых электролитах , в которых оксид может не только осаждаться, но и растворяться. Наиболее широко используется разбавленная серная кислота Н2SO4 . Можно также использовать щавелевую и фосфорную кислотыты.
В первые секунды анодирования на алюминии образуется барьерный слой, сначала формирующийся в активных центрах на поверхности металла. Из этих зародышей вырастают полусферические линзообразные микроячейки, срастающиеся затем в сплошной барьерный слой. При соприкосновении с шестью окружающими ячейками образуется форма гексагональной призмы с полусферой в основании.
Под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры (в центре ячеек), число которых обратно пропорционально напряжению.
В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования.
Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной.
На этом процесс анодирования заканчивается, мы получаем покрытие с замечательными оптическими и технологическими свойствами.
Преимущества анодирования изделий
Анодированные изделия могут служить десятилетиями без изменения своих декоративных свойств. Анодная защита от коррозии настолько эффективна, что может защитить детали от самых агрессивных воздействий. Эти замечательные свойства давно оценили производители автомобилей, строители, военные, авиапроизводители.