The subtleties of good soldering
To solder a part to the board, you need:
1) Apply flux to the soldering surface; 2) Tin them with solder; 3) Apply flux to the contacts again; 4) Solder the gap between the contacts.
The first important rule is to avoid temperatures above 400°C or more. Many beginner (and even experienced) radio amateurs neglect this. These are critical values for microcircuits and boards.
Solder melts at approximately 180 to 230°C (lead-containing solders) or 180 to 250°C (lead-free). This is far from 400 °C. Why then set the temperature high?
What you need for reliable contact
Main criteria:
- Choose the right flux. For example, liquid flux is suitable for soldering wires. It wets wires best and allows for better tinning of such contacts. Low-quality flux quickly boils and spreads over the board.
- Use high quality solder. It is the solder that determines the further reliability and strength of the connection. Also, the quality of the solder can affect the operation of the circuit as a whole; due to slag and low-quality alloys, interference may occur in the operation of the electronics and, over time, cracks may appear.
- Use proven tools and equipment. Soldering irons of poor quality can maintain temperature unstably and overheat.
- Maintain temperature conditions. Do not overheat the parts and stay within the melting temperature of the solder. The temperature is too low and the solder will not melt well, and if it is too high, the material will evaporate, making it worse to tin the contacts.
- Long hours of practice, trial and error. Without practice, there will be no soldering method.
These criteria are interrelated with each other. And with a poor choice of components and materials, the same result will occur.
What is soldering and what is the essence of the process
The end result of soldering is the joining of two metal elements. The soldering process itself is provided by an independent metal with a much lower melting point. It is this metal that performs the function of solder.
Each soldering method is based on the principle of heating metal elements at the connection point. The heating temperature must exceed the temperature at which the metal used for solder melts. In this mode, the solder metal, being molten, freely flows into the spaces and crevices between the parts, partially penetrating even into the metal structure itself. After solidification, a mechanical bond and electrical contact are formed in this place.
There are two main conditions, without which it will simply be impossible to solve the problem of how to solder correctly:
- At the point of soldering, the elements must be as clean as possible. The connection to the surface is carried out at the molecular level, and even a small dirt or oxide film will significantly reduce the reliability of the contact. It is quite possible that the parts will not connect at all.
- Compliance with the temperature regime mentioned earlier. If the temperature difference is insufficient, the solder crystal lattice will not be able to form normally due to thermal shrinkage during solidification.
Copper and its alloys are well joined with traditional solders. They are suitable for steel, aluminum and other metals. The only serious limitation is the soldering of large metal parts due to the impossibility of heating them to the required temperatures.
Most often, solder consists of a tin-lead alloy, which may contain varying amounts of tin. The percentage of content is displayed in the marking, for example, POS-40 or POS-60. The melting temperature also depends on this indicator; for the first solder it is 235 degrees, and for the second it is 183 degrees. The melting point of POSV-33 solder, consisting of tin, lead and bismuth, is even lower. Joining aluminum parts requires special solders with a high melting point.
Where to begin
First, you need to decide for what purpose you need soldering. For amateur radio, this is an entry-level level; for soldering wiring and a simple level, more professional tools are needed. And to repair and solder SMD and BGA microcircuits, you will have to learn all the basics of soldering and purchase special tools and consumables.
Choosing the Right Soldering Kit
Solders come in different types and diameters.
A large solder diameter is convenient for soldering wires, and small diameters are suitable for spot soldering SMD components or connectors. Solders also come with or without rosin. With rosin, solder is very convenient. It is easiest to use it on a soldering iron tip.
Starter Kit
For radio amateurs, stores sell everything at once in one pack. Such sets are the cheapest, since everything will cost more separately. For example, there are sets with a soldering iron and tips, as well as tweezers.
Soldering iron or station
For soldering radio components and wires, a simple soldering iron with a copper tip is sufficient. But for more advanced soldering you will need a station. A soldering station usually consists of a hair dryer and a soldering iron. Using a hair dryer, you can solder SMD components, and you will be able to warm up the board better.
It is best to start with a soldering iron and choose one that has temperature control and changeable tips.
Soldering iron tips
There is an arsenal of tips for soldering irons. Cone, flat, hatchet, wave, etc. They can all be of different sizes and shapes.
Soldering tip selection
A mini wave is perfect for beginners. This type of tip is the easiest to tin and is capable of a wide range of tasks.
Features of application
For soldering wires these are massive tips, and for planar contacts these are usually conical and curved tips. For example, to solder a cable from a board, a hatchet is best suited. This type has a wide working surface, which allows you to massively heat a large surface of the board.
Eternal stings and rules for their use
The main rule when using permanent tips is that there should always be solder or flux on the tip. If you ignore this rule, black dots will begin to appear on the sting, which will eventually spread to the entire surface.
This is a layer of soot that forms when air oxidizes on the working surface. Solder or flux perform a protective function, and during operation of the soldering iron they, and not the soldering iron tip, are oxidized.
Why did the soldering iron start to solder poorly?
If the soldering iron melts the solder, but does not take it to its working surface, then it needs to be tinned. It is highly oxidized, but should not be thrown away.
Preparing for work
After turning on the soldering iron, you need to wait for it to heat up. All preparation comes down to cleaning carbon deposits from the working surface and applying solder. When working with stings, do not use cutting tools. Do not remove carbon deposits from the soldering iron with blades or other sharp objects.
Soldering iron tinning
Tinning a soldering iron occurs in stages:
- The heated tip needs to be cleaned. Using a wet sponge or copper shavings.
- Solder was applied to a clean surface.
The black surface of the tip is removed by long tinning. This is done using a lump of solder and flux. The tip is drowned in solder until it is clean. Periodically it should be dipped in solder. And then clean again with a sponge. In this case, it is best to use copper shavings; they remove oxides and carbon deposits much better. A wet sponge only removes solder, not carbon deposits. If the above methods do not help, then you will have to use a tip activator or soldering acid.
Hair dryer nozzles
The soldering gun also has its own attachments. They come in different diameters, shapes and fastenings. It all depends on what kind of work is being done.
Soldering flux selection
Soldering work has a wide range. And different tasks require different materials. For example, for soldering wires, nothing beats regular rosin. Rosin is cheap, practical and easy to use. But for microcircuits a different approach is needed. Paste-like flux and syringe for precise dosing of flux to SMD components.
How to clean flux after soldering
Using Galosh gasoline or alcohol. Tools and consumables for cleaning:
- Cotton wool;
- Cotton pads;
- Cotton sticks;
- Toothbrush.
Workplace and additional tools
A wooden table is suitable for the workplace. If you don’t want to spoil the surface of the table, you can use a wooden plank. Wood absorbs little heat and does not act as a radiator. And if you don’t have such a board, you can purchase a silicone heat-resistant mat. This mat has a convenient area for disassembling electronics, various pockets and places for tools. The mat can be cleaned with regular alcohol after use if there are any stains or traces of solder.
Tweezers and spatulas
Using tweezers, you can move parts when soldering, position and install parts. They are also made from different materials, they can be angular, straight, with fixation, etc.
Optics and microscopes
Magnifiers are not very convenient, so it is much more convenient and practical to use microscopes. It's best to start with a budget option. For example, a simple USB microscope will allow you to evaluate the result of soldering on a computer screen.
Of course, the frame rate does not allow you to work normally under it, but it allows you to examine small details of the board without harm to your eyesight.
Room ventilation and safety rules
The room must have good ventilation. When soldering, you need to keep your distance and not get too close to avoid solder getting on your face. After soldering work, be sure to ventilate the room and wash your hands and face with soap. You should not eat food while soldering, because smoke residues remain on mucous surfaces.
Selection of fluxes and solders
Since the quality of soldering joints largely depends on the correct choice of fluxes and solders, these materials should be considered in more detail. Currently, there are a large number of these components suitable for almost all types of soldering.
The main function of fluxes is to pickle metal parts, remove the oxide film and subsequently protect the surface from corrosion. Flux coating ensures its cleanliness, good wetting and spreading of tin.
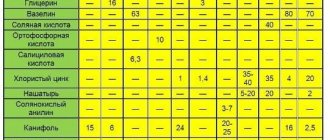
Fluxes are selected in accordance with the metals and alloys that need to be joined. The composition of any flux includes metal salts, alkalis and acids that actively react to increased temperature. In this regard, there is a conditional division of these materials into two types.
The first of them is active; it is based on hydrochloric, perchloric and other inorganic acids. Their aggressive effect on metal requires quick rinsing after finishing work. This is the only drawback of such fluxes, but with their help you can join almost any metals. They are available in liquid form and are considered more convenient for application. They add alcohol or glycerin, which completely evaporate when heated.
The second type of flux consists of rosin and is used for joining non-ferrous metals. For steel parts they are considered less effective. At the end of the work, the rosin must be washed off, since over time it causes corrosion and becomes an electrical conductor when left in a humid environment for a long time.
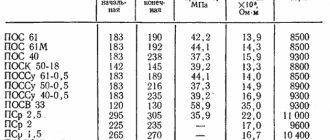
Solder for work is easier to select. Lead and tin compounds marked PIC are mainly used. The percentage of tin content is indicated by numbers following the letters. A higher tin content in solder provides higher mechanical strength and electrical conductivity of connections. At the same time, the melting temperature of solder with a high proportion of tin also decreases. The addition of lead normalizes solidification and prevents the tin from spreading.
Some modern solders are produced without lead (BP), instead of which zinc or indium is added. They have a higher melting point, but the joints are more durable and resistant to corrosion. And, on the contrary, there are solders made of light alloys that can spread from 90-110 degrees. They are used to connect components that are highly sensitive to overheating.
Simple soldering of wires
The first example is soldering wires.
What you need
To strip the insulation from the wires you will need a stripper.
It can be used to quickly remove insulation. Side cutters, wire cutters, a knife, teeth or a soldering iron will not be able to cope with this task as easily.
Liquid rosin, or FKET, is suitable for soldering wires.
Liquid rosin best coats the wire veins. It is cheap, practical and convenient.
Which sting is better to choose
Wires require a lot of solder. A mini wave is more practical for soldering any wires than a regular cone or flat tip.
Step by step process
We remove the insulation with a stripper and twist the wires. We apply flux to the wires to be soldered, and take the solder onto the tip. The temperature of the tip is no more than 300 °C.
With several movements back and forth we tin the twisted wires. If the solder has formed into lumps, then add it and wait for the soldering area to cool down so as not to damage the brush. Add more flux and run the soldering iron over the soldering area again. There should not be much or little solder.
It's best to tin both wires before soldering them together, but you won't be able to twist them together securely. Therefore, it is easier to immediately twist and then solder them.
Headphone repair
The main problem when repairing headphones is the resistant insulation of the wires.
Features of wire tinning
To tin such wires, you need to carefully walk over the soldering area using solder and rosin. For soldering you will need a massive tip, a large drop of solder and liquid rosin. Flux is applied in the same way, but soldering is a little different. Now the main task is to burn the insulation. This can be done with a large drop of solder. Using longitudinal movements back and forth, apply solder to the soldering area. Insulation burns slowly. There is no need to raise the temperature above 300 °C or use acid. If we can’t tin, then we try again, but instead of rosin we use LTI-120. This flux will help tin the wires no worse than soldering acid.
A Brief History of Metal Soldering
And there are also copper “hammers”, heated by blowtorches and used to solder copper car radiators and any steel things.
These soldering irons really resemble medium-sized hammers in shape; they have the largest tip (up to 3-4 cm), which allows for quick connection of metals over a large area.
Excavations of the oldest settlements in the world give scientists the right to say that thousands of years ago the Egyptians, Romans, Greeks and Chinese had rations. Their methods are still used today by jewelers who solder precious items with gold.
Soldering with copper began a little later, and only ten centuries ago - with brass.
Tags: machine, sconce, view, house, , capacity, clamp, sign, like, computer, , installation, power, external, neutral, soldering iron, transfer, principle, wire, start, , work, size, regulator, garden, light, network, twist, connection, diagram, ten, current, transformer, , photo
Tinning of enameled wire
Enameled copper wire has a heat capacity and is difficult to tinning.
But it can be easily tinned using ordinary rosin. Sandpaper is enough. We remove the enamel coating using sandpaper, apply rosin and the wire is successfully crimped and ready for soldering.
Where can I learn to solder?
You can train at home by soldering ordinary electrical wires. The main thing is to follow the safety instructions.
The work may require:
- soldering iron (according to professionals, to work with small wires in electronics and radio engineering, a tool with a power of 20-40 W will be sufficient);
- pliers;
- knife;
- scissors;
- set of files;
- sandpaper;
- insulating tape;
- rosin;
- solder.
The question “how to learn to solder” will be resolved after several training sessions. The beginner will gain confidence and experience. Step-by-step soldering instructions can help him with this.
Soldering LED strip
The LED strip has the same heat capacity as a thick wire. It contains a copper substrate, which absorbs heat when heated.
We tin the contacts using rosin. We use a mini wave and very little solder. There should be some solder at the soldering site. Next, we take the soldering iron away from us with the handle, lean the wire against the contact and on top with the tip of the soldering iron. Soldering should take no longer than a second while there is flux. This is due to the fact that the copper substrate quickly absorbs heat, and the burning flux is no longer able to assemble the solder into a single whole. Therefore, if soldering work lasts more than a second, then there will be lumps of solder on the tape with signs of cold contact. If this happens, apply flux again and correct the bad soldering with one touch.
Rosin (flux) can be cleaned from the tape using alcohol (or gasoline) and a cotton pad.
Solder the garland using improvised means
Problems often arise with garlands that are used to decorate a home or tree. Due to the use of thin wires, they are often interrupted and soldering is required. Among the features of this work, we note the following points:
- In most cases, the problem occurs in the control unit, since the wires are not attached securely.
- A breakthrough may occur along the entire length of the product.
- If all light sources are connected in parallel, then the failure of only one leads to an open circuit of the entire circuit.
It’s quite easy to find loose contacts, but a break is only possible when using a tester. Only after finding the break point can you start soldering. You can solder without a soldering iron as follows:
- The broken wires should be cleaned.
- You can make a small twist on which the paste is applied. It will be used to distribute the alloy used.
- The next step is to melt the solder, which can be done using a lighter or a candle.
- After this, the junction is isolated using a tube, which is also slightly heated to increase its ductility.
Similar technology can be used to restore the condition of headphones. The soldering procedure does not take much time.
Educational program for beginners
To desolder a part from a board, you need to make sure that the contacts are heated until the solder melts (approximately 230 °C). The main mistake beginners make is to immediately heat the place where they are soldering to 300 - 350 °C.
For example, you need to desolder a microcircuit from a board using a Lukey 702 soldering station.
Many radio amateurs and electronics engineers set heating parameters above 300 °C.
At the first moment, the part is exposed to about 200 °C. The contacts and the surrounding area of soldering work are at room temperature. The heating of the part reaches 300 °C, but the contacts have not yet reached 200 °C.
The microcircuit experiences a critical temperature of 350 °C. Meanwhile, the surrounding soldering area is heated unevenly, even if the hair dryer is evenly moved across the soldering area. A noticeable temperature difference appears at the contacts of the part. 400 °C and the microcircuit begins to fry. A little more, and it will unsolder due to the fact that the contacts have practically heated up until the solder melts. But this happens because the board has warmed up. And in this case, it happened unevenly. High temperatures lead to thermal breakdown of the microcircuit and it fails. The board bends, turns black, and bubbles appear due to boiled PCB and its components.
This soldering method is very dangerous and ineffective.
How do you solder parts without damage?
It is necessary to analyze the soldering area and equipment:
- Estimate the thickness of the board. The thicker the board, the more difficult and longer it takes to warm it up. The board consists of layers of tracks, masks, pads and many metal parts that are very heat-intensive.
- What's nearby? To avoid damaging surrounding components, they must be protected from temperature. The following will cope with this task: thermal tape, aluminum tape, radiators and coins.
- What is the ambient temperature ? If the air is cold, the board will have to be heated a little longer. Of particular importance is what is located under the board. No need to solder on a metal plate or on an empty bench. A wooden board or a set of napkins works best. And at the same time, the board must be in the same plane, without distortions.
- Equipment. Many soldering stations are sold without calibration. The difference between the temperature shown on the indicator and the actual temperature can reach either 10 °C or 50 °C.
How to solder with a hairdryer correctly
It is necessary to cover all small components that are vulnerable to overheating with protection. In this case, aluminum tape is used. It protects components well from temperature and holds board components tightly. However, it adds heat capacity to the soldering area. Thermal tape also protects well, but sticks to the board less well.
The board is placed on a material that has the least heat capacity and slowly releases temperature to the environment. You can use, for example, a wooden plank. And at the same time, the soldering area should not be inclined.
It is best to apply flux to the contacts. It distributes heat well compared to heated air, but you should not add too much of it. It may boil, hiss, or interfere with soldering.
The first step is to warm up the soldering area. The hair dryer is set to about 100 °C and maximum air flow.
It is necessary to warm up both the part itself and the surrounding soldering area with contacts in a circular motion.
Next, after about a minute, you should gradually increase the heating.
The difference with the contacts will be small. Thus, within a few minutes, increase to 300 °C. Steps of about 20 - 30 °C for every tens of seconds.
How to understand that a part is already soldered
A glare appears on the contacts. Using tweezers, gently push the chip. If it moves easily and smoothly from side to side, then it can already be removed; if not, we heat it further.
This technique must be individually adjusted for each soldering and soldering station. For example, sometimes you will have to heat the board longer, and sometimes about 240 °C will be enough. The soldering method depends on the case.
Alloy Rose
To reduce the risk of overheating, Rose alloy can be used. It will help reduce heat to 120 °C. In this way, you can remove the part from dangerous and sensitive areas. Just add a couple of solder granules and a little flux.
After tinning the contacts, the part is easily desoldered. You need to carefully desolder the contacts; they can easily be damaged due to sudden movement.
The resulting solder must be removed from the board. It is very fragile and not suitable for use.
Which sting is better?
The working parts of soldering irons, depending on the size, are of two types:
- ordinary, the diameter of which is 0.5 cm;
- miniature with a diameter of 0.2 cm, used for soldering very thin wires and copper parts.
The working parts of soldering irons can have the shape of a needle, cone and blade. The last form is the most common, as it makes it possible to scoop out the required amount of solder. In addition, for ease of soldering, the tip can be straight or curved.
Combined method
Another very effective technique. If during soldering the part is poorly soldered or does not desolder, this is a consequence of low-quality solder, flux, or insufficient heating of the board.
To do this, while working with a soldering iron, you need to help from above with a soldering hair dryer. The hair dryer should be set to 200°C. This way, heating will occur faster, and the temperature at the contacts will stabilize, and the surrounding air will absorb less heat.
In what cases will soldering with a hairdryer not work?
A soldering gun usually reaches a power of no more than 500 W. The lower the power, the less the board area can be heated.
Using a soldering gun will not adequately desolder massive parts or computer BGA chips (bridges, CPU, GPU). A hairdryer will not be able to warm up such areas.
It's like boiling a glass of water with one match. Increasing the temperature is also not an option; this will destroy both the part itself and the board.
A massive board requires bottom heating. Most often this is a stove that heats up to 100 - 200 °C. The printed circuit board will be heated evenly. And use a hair dryer to bring the solder to melt.
You can also use a hair dryer. It has a larger nozzle and its power can be up to 3000 watts. However, a hair dryer is not a solution either. Due to the fact that only the part and a small surrounding space around it are heated, after soldering the board is deformed due to the high heating difference, thereby tearing off the leads from the pads (this is especially true for large BGA parts).
Soldering iron selection
There are several types of soldering irons used at home. They are designed for different voltages and can operate from 12, 220 and 380 volts.
The power of a particular soldering iron is selected based on the work performed:
- Soldering of electronic parts and components – 40-60 W.
- Parts up to 1 mm thick – 80-100 W.
- Elements 2 mm thick require a power of 100 W or more.
As a rule, home craftsmen have two soldering irons - low and medium power, capable of solving almost all problems. Training can be completed at any of them. It is recommended to solder thick-walled parts using professional equipment.
Soldering parts from boards with one soldering iron
Small-sized SMD parts can be desoldered using a conical tip. Both contacts of the part heat up and it quickly comes off the board. Also, a conical tip is convenient when soldering SMD parts, since you can accurately dose the amount of solder onto the contacts.
Braided soldering
Braid consists of strands of thin copper wires.
You can use shielding insulation from the antenna as a braid. Using a braid, you can quickly and easily remove solder from a contact. It is necessary to apply flux to the braid and contact. Next, using a soldering iron, the soldering area is slowly heated and the tin is transferred to the braid. This soldering method is good for small parts and small DIP contacts. If you need to unsolder the PCI connector, then the braiding will quickly be wasted.
Vacuum syringe and needles
The vacuum syringe quickly removes massive burnt parts of solder. And with the help of DIP needles, the contacts are easily unsoldered from the board. The needle is put on the contact and heated up using a soldering iron. You need to have time to pass the needle through the board contact onto the microcircuit body while the solder is in a molten state. Or vice versa, when the contact is already warmed up, and at the same second the needle is inserted.
Such soldering methods are outdated. Modern boards are manufactured for machine assembly, so the gap between the contacts and pins of the parts is minimal. The needle is already weak, and the vacuum syringe does not have time to pick up the sharp drops of solder. It is no longer possible to desolder a regular electrolytic capacitor using a syringe. In this case, the liquid sting method will help.
Liquid sting and its advantages
The liquid tip is a drop of solder, which allows you to avoid using additional tools (braid, hair dryer, needles or syringe). The technique is the same as with the Rose alloy. The main difference is in temperatures.
The hatchet-type sting has a massive longitudinal working surface. It allows you to capture multiple contacts at once.
Apply solder to the tip.
A paste-like flux is applied to the chip to be soldered using a syringe.
The part and its contacts are heated with a sting until the tin melts, and the same must be done on the other side.
Using this technique you can also remove DIP contacts.
Common Mistakes
A common mistake when soldering copper wires is a violation of the temperature regime at the junction. If the heating is insufficient, the solder does not fill the air gaps between the parts. The connection is not strong; at the slightest application of load, the cables move away from each other. Overheating of surfaces leads to flux burnout and the formation of a layer of oxides and scale on the surface of the wiring, which prevents the elements from being connected with solder.
When connecting cables, solder is applied to one side of the mating parts. The joint is correct if the material flows out from the opposite side of the elements. If the amount of solder is insufficient and the temperature drops, zones without contact are formed. Beginning installers heat the area with the end of the soldering iron tip; it is recommended to use the entire working surface of the tool.
The pause between the melting of the solder and the application of material to the joint line leads to burnout of the flux. To ensure a quality connection, it is necessary to simultaneously apply the tip and apply solder. The skills to properly handle soldering equipment come only with experience, so novice installers are not recommended to perform responsible work.
Additional training
For additional training, you can try soldering various unnecessary boards from computers and smartphones. There are many SMD and DIP components on motherboards. Only long and hard hours of practice will help you develop your soldering skills.
Net
As an exercise, you can try soldering a grid of wires. The quality of soldering is assessed by the load on this soldered wire mesh. If the solder joints do not break under load, then the soldering is excellent.
Constructors
Radio designers are also a great help.
They teach you to understand electrical circuits and the intricacies of soldering. You should start with simple constructors, such as flashing lights or door locks. As your skill increases, you can increase the level of difficulty, reaching complex LED cubes.
Soldering with acid
Acid is used only as a last resort, when a heavily oxidized surface cannot be tinning. All parts, wires and connectors can be perfectly soldered without acid. More about soldering acid
What is heat shrink?
When splicing wires, professionals recommend using special heat-shrinkable tubes. Their diameter must be twice that of the wire. The tube is placed on one end of the wire. After mechanically interlocking with another wire and soldering, the heat shrink is dragged to the place where they are connected. It should be positioned so that 1 cm remains at each end of the seam. After this, soldering is performed again. The heat shrink should evenly cover and heat the wire connection. As a result of exposure of the tube to high temperatures, it is sealed, providing reliable insulation in the connection area, as well as strong mechanical adhesion.