Heat treatment of steel is the process of applying temperature to the material. It allows you to change the grain sizes inside the metal, that is, change its characteristics and improve it.
During processing, several methods are used at once. The metal is heated, maintained at a certain temperature and cooled evenly. This can be done at different stages, both with blanks and with finished products.
The method is used to achieve the following goals:
- significant increase in strength and wear resistance;
- protection of the material from subsequent exposure to high temperatures;
- reducing the risk of corrosion;
- elimination of internal stress in workpieces;
- preparing the material for subsequent processing, increasing its plasticity.
The decision to choose a heat treatment method is made based on an analysis of the task at hand, as well as the characteristics of the steel grade. You can use materials of any quality.
Steel must meet three basic requirements:
- belong to the category of instrumental, structural or special;
- be alloyed or carbon in composition;
- contain no more than 0.25% carbon for low-carbon alloys and less than 0.7% for high-carbon alloys.
Let's consider what methods are used in the work, their features and other parameters that affect the result and level of quality.
Vacation
It is often used in mechanical engineering, as well as in the manufacture of parts for various purposes from steel blanks. Typically used with hardening because it helps reduce the internal stress of the material. This makes the raw material much stronger and eliminates the fragility that can appear when exposed to elevated temperatures.
Another purpose of application is to increase impact strength. The material becomes less rigid, which means that it will be difficult to damage it under strong external mechanical influence.
Tempering technology is divided into three types:
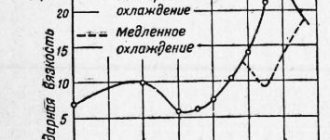
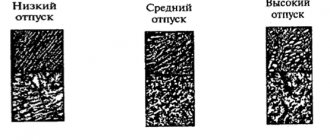
- Short. The technology is used to create a martensitic structure of the metal. The main goal is to significantly increase the viscosity of the raw material while maintaining its hardness.
Maximum heating temperature – up to 250 °C. Usually it is no more than 150 °C. With this heating, the steel will need to be kept for about an hour and a half. Cooling is carried out inside the oil or air, which also helps to strengthen the workpiece or finished product.
Most often, low tempering is used when creating measuring tools or different types of cutting products.
- Average. The difference is that the maximum temperature is increased to 500 °C. Typically, parts are processed at temperatures up to 340 °C. Air cooling is used.
The main task of the middle tempering is to convert martensite into troostite. This ensures an increase in viscosity against the background of a decrease in hardness. The technology will be useful if you plan to produce parts that operate under heavy loads.
- High. One of the most successful means of reducing high levels of internal tension. The product is heated to high temperatures, which helps to create and increase viscosity and plasticity without loss of strength. Although the technique is difficult to use for critical parts, it is optimal. Heating range – 450-650°C.
Features of heat treatment of non-ferrous alloys
Most alloys can be subjected to two types of heat treatment - hardening and aging. The last type is a tempering carried out at temperatures of 120...2000C, with cooling at room temperature (natural aging) or with the supply of an air stream (artificial aging).
However, there is a large scatter between many combinations of metals and non-ferrous alloys in the rate of strain hardening, which makes it difficult to systematize the heat treatment processes of non-ferrous alloys.
Key Features:
- Alloys of the copper-nickel system are effectively amenable to mechanical-thermal treatment, during which the structure becomes fine-grained, but the hardness increases.
- All types of non-ferrous alloys can be annealed, and the type of heating does not matter, since the intensity of scale formation is low. Time has less influence on the efficiency of annealing than temperature.
- Hardening of non-ferrous alloys is much less effective. With the exception of titanium, the commonly used alloys of aluminum, copper and magnesium are not allotropic; thus, they do not react in the same way as steel when they are heated and cooled.
- Many alloys such as bronzes cannot be heat treated at all, since for these alloys the solid solutions formed at elevated temperatures remain completely stable at room temperature or below.
- Heat treatment temperature and time cycles cover a wide range, which depends not only on the composition of the alloy, but also on whether the alloy is in a wrought or cast state.
Non-ferrous metals are rarely preheated because it increases the grain size and degrades the alloy structure.
Annealing
The method is used to stabilize the internal structure of the material and increase its homogeneity. It also helps to greatly reduce the stress level. The technological process involves heating to high temperatures, holding and long, slow cooling.
There are several main approaches used in industry:
- Homogenization. It is also called diffusion annealing. This is a process of heat treatment of steel in the temperature range from 1000 to 1150 °C. The raw material is kept in this state for 8 hours. For some steel grades, the time increases to 15. The cooling temperature is controlled. The workpiece can be removed from the oven only when it reaches 800°C. Then the temperature naturally decreases in the air.
- Recrystallization. This is the low annealing required after deformation has been carried out. The main task is to make the material much stronger by changing the shape of the grain in the internal structure. The temperature range is 100-200 °C. Compared to homogenization, the holding time was greatly reduced - to two hours. Slow cooling takes place inside the oven.
- Isometric exposure. Suitable for alloy steels only. In this state, austenite gradually disintegrates. The temperature depends on the natural maximum for a particular grade of metal. The limit should be exceeded by 20-30°C. Cooling takes place in two stages - fast and slow.
- Relief from internal and residual tension. The technique is suitable after the part is machined, welded or processed using casting. The maximum heating temperature is 727°C. This process has the longest curing period of all annealing options – 20 hours. The workpiece will cool very slowly.
- Full. If you need to achieve a fine-grained structure of a material with a predominance of pearlite and ferrite. The technique is suitable for different types of workpieces - from stamped and cast to forged. The heating method here is the same as that of isometric annealing - heating is carried out to the limiting point and another 30-50°C above it. Cooling is carried out to 500°C. The secret to performing the operation well is to control the cooling rate. It is indicated based on 60 minutes. For carbon steel, cooling should be less than 150°C, and for alloy steel – 50°C.
- Incomplete. The main task of incomplete annealing is to transform pearlite into a ferrite-cementite structure. The technology is suitable for parts that were created by electric arc welding. In this case, the temperature is 700°C, and the holding time is 20 hours. After slow cooling, the workpiece can be used - its strength and protection from damage will increase significantly.
Equipment used
Thermal furnaces can be divided into two main types: batch and continuous. The fundamental difference between them lies in how the workpieces being processed are placed in the units, and how they interact with the atmosphere inside the furnaces.
The main energy sources for heating equipment are natural gas and electricity. Alternative energy sources, such as fuel oil, are used less frequently.
Furnaces in which metals are heat treated are classified according to the upper limit of heating temperature. The commonly used temperature range is from 600 to 8000C. Convection heating is mainly used, based on the circulation of air, combustion products or inert gas located inside the furnace.
Batch installations, as a rule, process workpieces in batches, and the heating of each batch can last several hours (and sometimes even days). In a batch kiln, the workload is usually stationary so that it interacts with changes in the kiln atmosphere under near-equilibrium conditions. Types of batch furnaces:
- Bell-shaped;
- Box-shaped;
- Heating wells;
- With a movable hearth;
- Fluidized bed;
- Mine;
- Vacuum.
Continuous furnaces differ in the method of movement of the processed workpieces and the characteristics of the working environment (air, inert gas or vacuum).
Types of continuous furnaces:
- Chamber;
- Tape
- Monorails
- Push
- With roller/rotating hearth;
- Vibrating hearth furnaces;
- Vacuum ovens;
- With walking beams.
The best control of heating parameters is provided by electric furnaces.
Hardening
Quenching and tempering of steel are among the most common heat treatment modes.
This type of exposure is needed to increase the important characteristics of the material - from hardness and maximum elasticity to protection against wear and hardness. With the help of hardening, it is possible to reduce the limit of compression and ductility.
This processing format is one of the oldest. It is based on the rapid cooling of metal heated to high temperatures. The heating limit differs depending on the type of alloy. It is necessary to take into account at what temperature the internal crystal lattice begins to change.
Depending on the steel grade, several basic parameters change:
- Cooling medium. The easiest way is to dip in water. Additional beneficial properties can be obtained by using technical oil, inert gases and solutions with a high salt content.
- Cooling rate. Varies depending on the initial degree of warming up. The temperature of the water, brine or gas may also vary.
- Heat. Selected depending on the limits required to change the internal structure. For many types of raw materials this figure is about 900°C.
Hardness parameters and its indicators
Hardness is one of the most interesting indicators for assessing the properties of a material and metal structures and parts. Based on hardness, strength, machinability parameters, and wear resistance can be calculated.
The last indicator is the most important, since it is responsible for the service life and safety of a metal or alloy product. Several types of hardness testing of products have proven themselves in the metallurgical industry:
- Rockwell hardness. This is an option for a fast, automated testing method. In this case, a specific tool of conical or spherical shape is used, made of ultra-strong materials, in particular diamond or carbide. This tool applies pressure to a sample of the part being tested. First, a test amount of force is applied to the sample, and then an additional force is applied for the required period of time. After this, the additional impact is removed and the hardness is calculated based on the penetration depth and the numerical indicators N and S.
- Brinell hardness. This method is used in a wide variety of designs, for metal from low to medium hardness. In this case, the tool chosen is a hardened steel ball. The final value depends on the force applied, the diameter of the ball, as well as the diameter of the resulting print.
- Vickers hardness. Method of application regardless of the hardness of the metal. Applies to structures that have undergone chemical and thermal hardening. The test tool is a diamond pyramid with an apex angle of 136°
- Knoop hardness. This method is very similar to the Vickers method, but the resulting print has the shape of an elongated diamond. For the calculation, indicators of the applied force and parameters of the large diagonal of the rhombus are required.
- Ball print hardness. In this case, the method is more suitable not for metal, but for products made of hard rubber. The tool used is a hardened steel ball with a diameter of 0.5 cm. The test sample should not have a thickness less than the diameter of the ball.
- According to Martens. This evaluates plastic and elastic deformation by penetrating a pyramid-shaped tool into the test sample.
- Scleroscope. This method helps to establish the hardness of bulky and large metal structures.
Regardless of the method of establishing strength indicators, after proper qualified heat treatment the metal becomes stronger.
See also: Metal forming
Normalization
The normalization process is necessary in order to change the structure and create fine grains inside the metal. This option is suitable for both alloy and low carbon steels.
The main advantage of the technology allows the hardness to be increased to 300 HB. You will be able to use hot-rolled blanks and also increase strength, fracture protection and toughness. This simplifies the subsequent processing process.
Air is used as the cooling medium. Maximum heating temperatures are no more than 50°C above the limit established for the material.
A little history
Even in ancient times, blacksmith masters used the most primitive hardening methods. To do this, a red-hot piece of iron was immersed in water, oil or wine. But time passed, and along with experience, methods of hardening metal also developed.
At the beginning of the 19th century, brittle cast iron was placed in a container with ice and covered with sugar. After the heating process lasted for 20 hours, the cast iron became soft and easy to forge.
The middle of the 19th century is significant in that the Russian inventor, metallurgist D.K. Chernov, made an outstanding discovery. He found that when the temperature changes, the metal changes its properties.
Dmitry Konstantinovich Chernov became the founder of the science that studies the properties of metals - materials science.
Chemical-thermal treatment
During processing, the outer layer of the material is transformed. This allows you to increase hardness, protect raw materials from corrosion and further increase wear resistance.
The following methods can be used in the process:
- Cementation. Also called carburizing. The surface is saturated with carbon. First, heat treatment is carried out; areas that are not planned to be treated are coated with protective compounds. The procedure is carried out in the range of 900-950°C.
- Nitriding. Unlike carburization, nitrogen is used instead of carbon. For this purpose, a heated ammonia environment is created. The temperature range is 500-520°C.
- Cyanidation. Both carbon and nitrogen are used in different ratios depending on the temperature. The process is possible in both gas and liquid media.
- Chrome plating. One of the types of metallization. Named after the main substance with which the material is saturated (chrome). Improves strength, corrosion resistance, and appearance of the part.
The technology is selected based on the features and characteristics of a particular type of alloy.
Aging
Aging is a heat treatment of alloys that causes the decomposition of supersaturated metal after hardening. The result of aging is an increase in the limits of hardness, fluidity and strength of the finished product. Not only cast iron, but also non-ferrous metals, including easily deformable aluminum alloys, undergo aging. If a metal product subjected to hardening is kept at normal temperature, processes occur in it that lead to a spontaneous increase in strength and a decrease in ductility. This is called natural aging of metal. If the same manipulation is performed under conditions of elevated temperature, it will be called artificial aging.