Heat treatment of metals is a process that allows the processing of metal in a solid state by exposing it to high temperatures. In some cases, the intervention of deformation, chemicals and other types of influence is permissible. Heat treatment of metals is carried out in order to change the structure of the product, as well as strengthen or change some properties of the metals.
Heat treatment of metal is a very important production process used in the creation of metal products (parts), which will subsequently bear a serious load in the operation of the mechanism. The HDTV installation will cope perfectly with all types of heat treatment of metals that exist today. It is important to note that in some cases a HDTV installation is even better suited than alternative equipment. The most commonly used types of heat treatment of metals today are: annealing, normalization, hardening, tempering, aging, thermochemical treatment, etc. In this article we will take a closer look at how annealing and normalization are performed.
Types of annealing
The essence of the process is to heat the metal product and then slowly cool it. As a result, the viscosity index improves and chemical and structural homogeneity is achieved. Heat treatment by annealing has a negative effect on the hardness of steel.
Depending on the required qualities of the product, the following types of annealing are performed:
- Diffusion. The purpose of processing is to reduce the chemical heterogeneity of the composition. First, the steel is heated to a temperature of +1150°C and the workpiece remains in this state for 10-15 hours. Then slow (natural) cooling is performed.
- Full. It is performed for stamping products or blanks made by casting or forging. The goal is to form a fine-grained structure. The steel is heated to a temperature exceeding the critical upper point by +50°C. Then slow cooling occurs at a rate of no more than 75°C (for alloyed grades) or +200°C (for carbon grades) per hour.
- Incomplete annealing. Heat treatment is used to reduce stiffness and relieve structural stress. The technology is similar to that described above, with the exception of the maximum temperature value. It should not exceed +750°C.
- Isothermal. It is relevant only for alloy steels. The exposure temperature is 20-30% higher than the critical point. Differences from full annealing are rapid cooling to +600°C. The technique is used for rapid processing of steel workpieces.
To perform these procedures, special equipment is required. The quality of processing depends on the requirements being met. If the technology is not followed, there is a high probability of defects – burnout.
Types of steel processing: normalization
Normalization is a high-temperature treatment that involves heating the steel approximately 30-50 degrees higher than the temperature of the upper critical points AC3 or ACm, as well as subsequent cooling of the product in the open air. Normalization is carried out to eliminate work hardening and internal stress of the metal. Most often, normalization is carried out in relation to carbon or low-carbon steels. After the normalization process, the steel acquires a fine-grained structure. Induction heating is best suited for normalizing steel because it can process products faster and better than alternative equipment.
Hardening
The technique is relevant for creating an uneven structure in a steel workpiece. This increases hardness, but also increases the fragility of the structure. The choice of exposure temperature depends on the chemical composition. Also important are the cooling rate and frequency of repetition of the procedure.
When choosing a hardening technology, the following factors are taken into account:
- Processing temperature. If it does not exceed the critical value, the hardening is classified as incomplete. To process the entire structure of the workpiece, the thermal effect must be 30-40° above the Acz point.
- Cooling. It can be done quickly or slowly. In the first case, the hardness is uneven, closer to the surface. With slow cooling, the stress of the structure is equalized.
- Selection of quenching medium. Most often, a salt bath or oil with the addition of special substances is used.
- Periodicity. It affects the distribution of rigidity in the steel structure.
Hardening methods are calculated individually for each type of product. Read about how to harden and temper metal at home here.
Vacation
To normalize the characteristics of steel workpieces after hardening, it is recommended to temper it. Its essence lies in thermal exposure to temperatures at which phase transformation does not occur. The result of this operation will be the homogeneity of the steel structure.
Types of tempering for metal blanks:
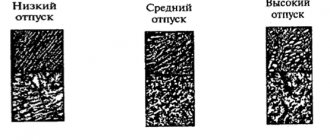
- Short. Used for carbon steel grades. The maximum exposure temperature is +200°C. As a result, the fragility index decreases and the tension in the structure decreases.
- Average. Heat treatment occurs at +400°C. Technology is needed to remove excess carbon. In this case, the crystal lattice becomes cubic.
- High. Processing temperature – up to +650°С. It is used to achieve optimal characteristics of strength, viscosity and ductility.
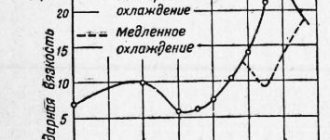
The defining indicator for this process is temper brittleness. It indicates the degree to which impact strength drops during sudden temperature changes.
Ticket number 24. Annealing and normalization.
Annealing is a type of thermal treatment that involves heating steel to a certain temperature, holding it, and slowly cooling it in a furnace.
The purpose of annealing is to reduce the hardness and improve the machinability of steel, change the shape and size of the grain, level the chemical composition, and remove internal joints.
Types of annealing:
1.full. Used for hypoeutects. Steel. Heating is carried out 30-50C above the line of the Fe-Fe3C diagram. In this case, the grain size decreases, the hardness and strength of the steel decreases, and the ductility increases.
2.incomplete. Heating is carried out 30-50C above the PSK line.
3.diffusion. It involves heating the steel to 1000-1100C. Long exposure 10-15 hours and slow cooling. In the region, the heterogeneity of steel in terms of chemical composition is leveled out. A coarse-grained structure is obtained, which is eliminated by subsequent complete annealing.
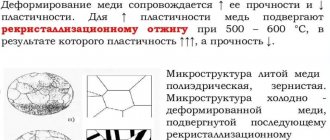
4. recrystallization . Designed to remove hardening and internal stresses. Heating is carried out to t=650-700C. A fine-grained structure with low hardness and significant viscosity is formed in the solution.
5.low. It is used in cases where it is necessary to relieve internal stress. Occurs during crystallization or after mechanical processing. In this case, the steel is heated to t = 200-600C.
6.normalization . Carried out in order to relieve internal stresses and obtain a fine-grained structure, the steel is heated 30-50C above the LSE line of the Fe-Fe3C diagram. Air cooling.
Ticket number 25. Hardening. Hardenability of steel. Hardenability.
Hardening is a type of heat treatment that consists of heating steel to a certain holding temperature and subsequent rapid cooling. As a result, hardness and strength increase, but viscosity and ductility decrease. The steel is heated 30-50°C above the line of the Fe-Fe3C diagram. As a result of quenching, a martensitic structure is formed. Liquids are used as cooling media: water, aqueous solutions of salts and alkalis, oils.
Methods of hardening steels:
1.quenching in one cooler, in which the heated part is immersed in the coolant and remains there until completely cooled. This is the easiest way. Disadvantage: the occurrence of significant internal stresses.
2.quenching in two environments, in which the part is cooled to 300-400C in water and then in oil. Tool and high-carbon steels are subjected to the test.
3.step hardening, in which the part is quickly cooled by immersion in a salt bath and then cooled in air. Slow cooling in air reduces internal stress and the possibility of warping.
4. isothermal hardening, in which the part is kept in a salt bath until the end of the isothermal transformation of austenite. Used for structural alloy steels. With such hardening, a sufficiently high hardness is ensured while maintaining increased ductility and toughness.
5. Cold treatment consists of continuing to cool the hardened steel below 0C. As a result, the hardness increases and the dimensions of the parts are stabilized. Carry out with the aim of more complete transformation of retained austenite into martensite. The most common cooling medium is a mixture of acetone and carbon dioxide.
Hardenability is the depth of penetration of the hardened zone, i.e. the ability of steel to be hardened to a certain depth. Hardenability depends on the chemical composition of the steel and the dimensions of the part. All alloying elements, with the exception of cobalt, increase hardenability.
Hardenability is the ability of steel to acquire the highest possible hardness after hardening. Hardenability depends on carbon content. The more carbon, the greater the hardness.
Ticket number 26. Steel tempering.
Tempering is a type of heat treatment following hardening. It consists of heating the steel to a certain temperature below the PSK line, holding and cooling. The purpose of the vacation is to relieve internal stress and obtain the necessary structure.
Types of vacation:
—low (150-200C).
Hardness does not decrease HRC60, martensite structure. This tempering is applied to cutting and measuring tools, as well as parts that must have high hardness and wear resistance.
-medium (350-450C).
At the same time, the hardness of HRC40 decreases, the elasticity and resistance to impact loads and the structure of the cane increase. Used: springs, impact tools.
-high (550-650С).
As a result, hardness and strength decrease significantly HRCHRC0, viscosity and ductility increase.
Structure of sorbitol. Used for parts subject to high loads. Heat treatment, consisting of hardening and high tempering, is called improvement.
Ticket No. 27. Heat treatment defects.
During annealing and normalization, the following defects may appear:
1. corrosion - oxidation of metal when the surface of steel parts interacts with furnace gases. In this case, scale is formed, the surface of the parts is damaged, which makes it difficult to process the metal with cutting tools. Scale is removed by pickling, in a sulfur solution or by cleaning with a shot blasting unit.
2.decarburization - burning of carbon from the surface of the part occurs during the oxidation of steel. Leads to a sharp decrease in strength and can cause the formation of cracks. To protect parts from decarburization, protective gases are introduced into the working space of the furnace.
3. overheating – is formed in the heating area of the parts above tlim. or long exposure. Overheating leads to a decrease in ductility and the formation of cracks. Corrected by repeated annealing and normalization.
4. Overburning can occur in the heating region to a temperature close to tmelt. Burning is accompanied by oxidation and partial melting of grain boundaries. The metal becomes brittle. Burning is an irreparable marriage.
The following defects may occur during the hardening process:
1.hardening cracks are formed as a result of high internal stresses and high cooling rates of parts. Is an irreparable marriage.
2. warping - a change in the shape and size of the product. Occurs in the presence of internal stresses caused by uneven cooling when the part is incorrectly positioned when it is immersed in a quenching medium. Is an irreparable marriage.
3.spotted hardening. There are areas on the part with different hardness values. They are formed in the presence of scale and oily contaminants on the surface. A fixable marriage.
4.low hardness is a consequence of underheating and insufficient exposure. A fixable marriage. You can carry out high tempering and re-hardening.
Ticket number 28. Chemical-thermal treatment of steel.
Chemical-thermal treatment is the process of changing the chemical composition, structure and quality of the surface of steel parts due to its saturation with various chemicals. elements. This achieves a significant increase in the hardness and wear resistance of the surface of the parts while maintaining the viscous core.
Kinds:
-cementation
-nitriding
- cyanidation, etc.
Ticket No. 29. Surface hardening of steel. HDTV.
Surface hardening of steel consists of heating the surface layer of steel parts to an austenitic state and rapid cooling in order to obtain high hardness and strength in the surface layer in combination with a tough core. There are various ways to heat a surface for hardening - in molten metals or salts, with a gas burner flame, laser radiation, or high-frequency current (the most common in industry). When heated by high-frequency currents, the part to be hardened is placed inside an inductor, which is copper tubes with water circulating inside for cooling. The shape of the inductor matches the external shape of the part. An electric current (frequency 50Hz-100MHz) is passed through the inductor. In this case, an emotic field arises, which induces vortex points that heat the surface of the part. The depth of the heated layer decreases with increasing current frequency and increases with increasing heating duration.
Normalization of metal blanks
The technology is similar to steel annealing. The difference lies in the method of cooling the workpiece. This does not happen in the oven, as in the first case, but in the air. As a result, the structure of the crystal lattice is normalized, and strength and toughness indicators increase.
When performing this process, the following indicators are taken into account:
- Excerpt. It characterizes the degree of uniform thermal impact on all layers of the steel billet.
- Cooling rate. Affects the thickness of pearlite plates.
- Staged cooling. In some cases, after reaching a certain level of temperature reduction, the part is placed in oil for rapid cooling.
To achieve the desired properties of a steel billet, several types of heat treatment can be performed.