Water jet (water sand blasting) cleaning in
Hydroabrasive cleaning is a jet cleaning technology for industrial cleaning, in which the carrier media that provide the impact on the surface are water and abrasive.
Waterjet cleaning can also be pneumohydroabrasive (aerohydrodynamic, aerohydroabrasive) cleaning, since the waterjet mixture is supplied to the surface using compressed air. Water jet cleaning is used in a wide range of activities to remove contaminants, prepare steel structures for painting: imparting the necessary roughness, removing scale, rust, old paint and other coatings.
During the formation of a water-abrasive mixture, abrasive particles are enveloped in water, which increases the weight of the granule and, accordingly, increases the collision of the abrasive with the surface being cleaned, providing a powerful effect of separating contamination from the surface without damaging the surface itself due to the fact that upon impact, the water shell of the abrasive is the first to contact. After the impact of an abrasive particle creates a crack in the contamination, the water component of the mixture penetrates under the layer of contamination, removing it from the inside. This physics of the process not only allows you to effectively clean the surface, but also prevents wear of the complex elements: nozzles and hoses.
Features of process technology
The working fluid can be supplied to the surface being treated in two ways
- — By gravity or thanks to suction performed by compressed air
- — Using pump supply or pressure exerted by compressed air.
The operating process of the machines in which this type of processing occurs is very simple:
- — Through the door, parts are loaded into the equipped working chamber.
- — The required volume of working fluid is created in the mixing tank, which, under the influence of a directed flow of compressed air, is supplied to the nozzle in the working chamber and, after affecting the part, is returned to the tank.
- — For better impact, the nozzle mechanism is designed in such a way that it can move in a vertical plane and rotate in a horizontal one. This ensures the desired angle of impact of the jet on the surface being treated.
Approximate indicators of suction machines: working fluid pressure (excessive) - up to one and a half atmospheres at a pressure of supplied compressed air - up to 6 ati, speed of the working fluid at the moment of release from the nozzle - up to 70 m/sec.
Small coil springs are fed into the machine using drum-type devices, while medium/large ones are fed on mandrels, which are given translational motion simultaneously with rotation.
Technological diagrams of waterjet cleaning complexes
1. Hydropneumatic abrasive (aerohydroabrasive, aerohydrodynamic) cleaning, which requires the presence of a source of compressed air.
2. Water jet cleaning using injection method
If you are interested in carrying out work using waterjet cleaning technology, fill out an application for work or contact us by phone.
Important Process Parameters
The productivity of this type of processing and its quality depend on the properties of the material being processed (grade of steel, heat treatment performed, surface cleanliness obtained). In addition, the effectiveness of abrasive action depends on certain parameters, the main of which are:
- — Type of abrasive used.
- — The grain size of the abrasive material.
- — Speed of supply of working fluid.
- — The angle of incidence of the liquid on the surface.
- — Distance between the nozzle and the surface.
- — Estimated process time.
Why each of these indicators is important is worth considering in a little more detail.
Type of abrasive material
Both natural and artificial materials can be used as an abrasive in this technological process.
- — Natural abrasives – emery, corundum, quartz.
- — The most popular artificial abrasives are represented by aluminum oxide, boron carbide, silicon carbide, crocus (anhydrous iron oxide), and electrocorundum.
Each of the materials mentioned has its own characteristics and is recommended by experts in one case or another to achieve optimal results.
Abrasive grain size
This indicator is selected taking into account the requirements for the cleanliness of the treated surface after completion of the process. An increase in grain size contributes to an increase in the productivity of abrasive metal processing, while simultaneously leading to a deterioration in surface cleanliness.
The production technology may involve the sequential use of several working fluids and grains of different sizes: from large to small. In this case, during the exposure process, a significant layer of metal will first be removed, and then the surface will be brought to the required cleanliness with smaller fractions of abrasive.
Working fluid speed
Air pressure is what determines the speed of the liquid acting on the material being processed. The pressure can standardly vary from 4 ati to 6 ati, while the speed value increases proportionally from 50 m/sec to 70 m/sec.
Nozzle angle
The nozzle is tilted to ensure that the treatment is carried out with the best possible result.
Despite the fact that the angle can change as desired due to the movement of the nozzle mechanism and its rotation, values from 40 to 60 degrees between the direction of the working jet and the surface plane are considered optimal for performance. If you want to give preference to the cleanliness of the surface, you can achieve some improvement by providing an angle of less than forty degrees.
Distance from nozzle to treated area
When choosing this distance, parameters such as the thickness of the layer to be removed and the area of the surface to be treated are taken into account.
To obtain high productivity in a small area, the distance between the processing tool and the metal must be small. The optimal parameters, most widely used in waterjet technology, are considered to be 50–150 mm. The lower limit of this range of values implies rough processing, and the upper limit - finishing.
Duration
This indicator has a wide scope, since it depends on many required characteristics, in particular surface cleanliness, the quality of the material entering the processing, and the intended technological regime.
The minimum time spent on processing one square decimeter of surface is approximately one minute, the maximum - if the part has a complex shape - up to ten minutes.
Water jet cleaning
Currently, there are several ways to clean metal surfaces. Each of them has a number of advantages, as well as disadvantages. When using some of them, the question arises about the environmental friendliness of the process and how to dispose of the remaining waste. Many people use abrasive blasting, shot blasting, ultrasonic treatment, high-pressure water cleaning, acid etching, but none of the above methods combines the three main requirements - productivity, ecology, quality. As a rule, priority is given to productivity rather than environmental friendliness of the process.
The hydroabrasive cleaning method has been known for quite some time. It was first used in the 60s, but for a long time did not receive proper support as it was difficult to implement in metal. The widespread use of the waterjet treatment method began several years ago. Recently, it has been actively used in European countries, the USA, and also in Russia. It is used where speed, quality, environmental friendliness and safety are required.
Waterjet treatment is used to clean the surfaces of blades of unmanned vehicles, turbines, and aircraft engines from rust, paint and scale. The waterjet cleaning method allows you to achieve the highest degree of Sa3. According to the standards of the Swedish Standards Association, this is finishing to a clean surface. As a result, the metal should not contain any types of contaminants and have a characteristic gray-white tint and slight relief.
Before starting work, specialists assess the degree of surface contamination: A – a significant part of the surface is covered with scale, but there is no rust or is present in small quantities. B – the metal surface is rusty and has begun to peel off in some places. C – the metal surface is completely covered with rust, but it can be scraped off. At the same time, there are small indentations on it. D – the metal surface is completely rusty; small holes can be seen with the naked eye.
According to existing waterjet treatment schemes, the following are distinguished:
- Water jetting with high water pressure. Cleaning in this way is ensured by the presence of an installation that supplies a water jet at a pressure of up to 3000 Bar and a sandblasting machine with a compressor that creates a pressure of up to 12 Bar. In this case, the abrasive must be dry, homogeneous fraction. Mixing water with abrasive takes place in a special tank of a combined nozzle. The result is a water jet with abrasive under very high pressure. At the moment, there are few such installations in Russia, but it is in the arsenal.
- Waterjet machining with low water pressure. A similar cleaning method is provided by a water jet with an abrasive under a pressure of 12 bar. Water is supplied to a special section of the sprayer, which is attached to the sandblasting nozzle. During operation, water is injected, and abrasive and water are mixed at the outlet of the installation.
Equipment for thermal abrasive surface treatment
Thermal abrasive cleaning is an analogue of abrasive blasting. The main difference between these methods is the temperature and gas flow rate. This technology involves exposing the surface to be cleaned to a high-temperature supersonic jet carrying particles of abrasive material.
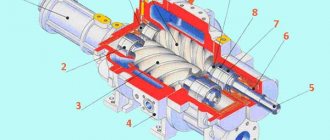
The gas jet is formed by the combustion products of kerosene or diesel fuel burned in compressed air in the combustion chamber of the burner. The burner ensures the introduction of abrasive particles into the gas flow and is equipped with an accelerating channel that allows them to be given the maximum possible speed. The characteristic values of the velocity and temperature of the gas phase of the flow in the outlet section of the accelerating channel are 1,250 m/s and 1,400 K, respectively. In this case, the speed of abrasive particles is 100-300 m/s, depending on their fraction and chemical nature. The speed of particles is 2.5-3.5 times higher than with traditional jet-abrasive processing, and the energy of impact with the surface is 6-10 times. The high kinetic energy of abrasive particles determines the unique efficiency of thermal abrasive cleaning technology. The diagram of the thermal abrasive installation is shown in Fig. 5.
The technology makes it possible to clean metal surfaces from all types of dirt and deposits, such as:
- metallurgical scale;
- corrosion products;
- paint, galvanic and gas-thermal coatings;
- limestone and other deposits.
The quality of the cleaned surface corresponds to grade Sa 3.
With the thermal abrasive cleaning method, degreasing, dust removal and activation of the surface are simultaneously ensured, which eliminates the need for any additional operations before applying coatings of any type. The required surface roughness is set, which is determined mainly by the type and dispersion of the abrasive and is in the range of values Rz20 - Rz80. After cleaning using thermal abrasive technology, the surface becomes uniformly rough, degreased, heated to a temperature of 50-60 ° C and chemically active. Such parameters ensure high adhesion of applied protective coatings.
Due to the high productivity of the process, the exposure time of the surface in a high-temperature flow is insignificant and overheating of the surface layer of the metal does not occur. The use of thermal abrasive technology is especially effective when cleaning large steel structures, such as ship hulls.
Rice. 5 Scheme of thermal abrasive installation
This cleaning method is characterized by high productivity and processing quality.
The thermal jet unit ensures cleaning from corrosion products with the highest possible quality and productivity of at least 0.33 m²/min, which, taking into account the preparatory and final time, allows you to process at least 100 m² per work shift (7 hours). The use of thermal abrasive technology is especially effective where the traditional method of jet-abrasive processing is ineffective - when cleaning multi-layer paint and varnish coatings, including epoxy, oil and bitumen contaminants, hardened and unhardened petroleum products, metallized and polymer coatings, etc. Practice has proven the high efficiency of the thermal abrasive method when production and repair of bridges, pipelines, oil storage facilities, ships, industrial equipment, building metal structures. It is also possible to clean structures and structures made of concrete, natural stone and brick from various types of contaminants, including biological ones (mold, fungi).
Thermal abrasive equipment is distinguished by its versatility, ease of operation and mobility. These advantages allow you to perform work both in factory and field conditions or conditions poorly suited for mechanization, far from sources of power supply and communications.
To operate a thermal jet installation, a source of compressed air is required that provides a working pressure of 0.7-1.2 MPa with a productivity of 4.5-7.0 norms. m³/min. The power of the jet is regulated by the fuel tap on the burner, so when cleaning a complex surface, the worker can open the fuel tap slightly and the fuel consumption will increase. On average, fuel consumption is 9 l/h.
The consumption of abrasive material when using river sand is approximately 380-400 kg/h, cup slag - 2 times more. But the abrasive properties of cuproslag are much higher than those of sand, its density is also 2 times greater, so the productivity and quality of work when using cuproslag is much higher.
The precautions are the same as for traditional abrasive blasting - protection of respiratory organs, hearing, vision, skin, fencing of the work area, etc.
Operators do not require special skills to carry out cleaning work using thermal jetting equipment.
Thermoabrasive installation TAU-100/TAU-200
The TAU-100/TAU-200 installation (Fig. 6, 7) is intended for the following work:
- high-quality cleaning of metal and non-metallic surfaces from various types of contaminants and corrosion: rust, scale, paint coatings, bitumen, resins, sealants, rubber, etc.;
- preparing surfaces of structures before applying protective coatings;
- treating the surface of old concrete to connect it with new concrete, removing areas of “sick” concrete before restoration operations;
- performing work outdoors.
To ensure the operation of the installation you need:
- compressed air. Its source can be an industrial air main or a mobile compressor, providing a pressure of 0.6 MPa and an air flow of 300 m³/h (5.0 m³/min; 5,000 l/min);
- combustion product, which uses kerosene or diesel fuel;
- abrasive material - dry sifted river sand, shot, corundum, etc.
Rice.
6 Thermal abrasive installation TAU-200 Technical characteristics of the thermal abrasive installation, consumption rates of working components and performance data are presented below:
| Technical characteristics of the thermal abrasive installation TAU-100/TAU-200 | |
| Abrasive tank capacity, l | 100 (200) |
| Fuel tank capacity | l 25 |
| Weight, kg | 146 (161) |
| Operating air pressure, MPa | 0,5-0,7 |
| Maximum length of rubber hoses, m | 20 |
| Abrasive fraction, mm | Up to 1.2 |
| Cooling of the burner working body | Air |
| Ignition | Electrical |
| Kerosene (diesel fuel) consumption, l/h | 9 |
| Compressed air consumption, m3/h | 300 |
| Abrasive consumption (river sand), kg/h | 280 |
| Productivity when cleaning a flat metal surface from rust or a single-layer coating, m2/h, not less | 45 |
| Productivity when cleaning a flat concrete surface, m2/h, not less | 50 |
| Cleaning quality according to ISO 8501-1; 1988/SS05 5900 | Sa 3-Sa 2.5 |
| Roughness of the processed surface | Rz30-Rz60 |
| Noise level, dB | 110 |
Complete set of TAU installation:
- abrasive cylinder with a volume of 100 or 200 l - 1 pc.;
- fuel cylinder with a volume of 25 l - 1 pc.;
- rubber hose for air with a diameter of 20 mm, a length of 20 m;
- rubber sleeve for fuel with a diameter of 6 mm, a length of 20 m;
- rubber sleeve for abrasive with a diameter of 20 mm, length 20 m;
- gas-dynamic jet accelerator - 1 pc.;
- moisture-oil separator - 1 pc.;
- device for electric start - 1 set;
- quickly wearing parts - 1 set;
- manual.
Advantages of the thermal abrasive method of cleaning surfaces compared to the traditional sandblasting method:
- cleaning performance is 2-3 times higher;
- cleaning quality up to Sa 3;
- the ability to clean “thick-layer” dirt and coatings;
- during cleaning, the surface is heated, degreased and activated, which eliminates the degreasing operation before applying the coating;
- the required uniform surface roughness is ensured;
- abrasive consumption is reduced by 3-4 times;
- Prevents oil and moisture from coming into contact with the treated surface when using compressed air.
Disadvantages of using thermal cleaning:
- the impossibility of cleaning products made of thin sheet metal (1-2 mm), products made of sheet aluminum and others, since a powerful gaseous jet provokes internal stress (hardening) in the metal, which leads to deformation;
- cannot be used when cleaning containers for storing petroleum products if they have not been treated with steam, there is a possibility of ignition of the vapors;
- in the abrasive material supply tank it is necessary to create a pressure exceeding the pressure of the working fluid in the combustion chamber of the burner;
- the burner nozzle is subjected to thermal erosion by abrasive particles, which reduces the service life of the nozzle;
- due to the long residence time of abrasive particles in the combustion chamber and in the subcritical part of the burner nozzle, they may be heated to the temperature of transition to an amorphous state;
- at relatively high consumption of abrasive particles, due to the removal of heat from gaseous combustion products, the temperature of the gas phase decreases, which negatively affects the efficiency of the burner;
- impossibility of use in flammable areas;
- presence of significant noise;
- Constant monitoring of fuel lines and connectors, otherwise there may be a leak that will lead to a fire.
Rice.
7 Jet burner nozzle of a thermal abrasive installation Considering the complex of listed reasons, the method of thermal abrasive cleaning has recently been used less and less.
Pneumatic water jet machining
Pneumatic waterjet treatment is used to clean the surface of carbon deposits, rust, scale, and paint. Thanks to its use, it is possible to achieve a reduction in roughness and matting. There are small-sized chambers for pneumatic waterjet processing. Their purpose, in addition to the above, also includes: cleaning small-sized products, matting parts of optical devices, plasma spraying, galvanizing, galvanizing. In some cases, open-type pneumatic waterjet units can also be used. Such a device combines the functions of a stationary and mobile device. Thanks to the environmentally friendly cleaning method, it can be used in closed workshops with a temperature of at least 4°C. Separately, it is worth highlighting automatic installations for pneumatic waterjet cleaning. Depending on the surface being treated, they have several types:
- For cleaning turbine blades. In order to process them efficiently, the operator first traces the surface with a laser beam. The automatic system remembers and repeats the trajectory of movement, regulates the stroke of the blade and jet apparatus. This ensures high-quality cleaning of the entire surface. The stages of the processing process can be seen on the graphic display. Such a system can be equipped with measuring instruments that scan the initial and final results and issue them in printed form.
- Installation for cleaning titanium profiles. It removes organic and inorganic deposits and scale from their surface.
- Installation for cleaning pipe sections. With its help you can get rid of scale, soot, rust, oxide, organic and inorganic contaminants. This installation will ensure minimal impact on the object being cleaned.
- Apparatus for cleaning wheelsets. It is designed for processing the axle, outer and inner rim parts.
- Installation for cleaning wire and rolled products. With its help you can get rid of oxide films, scale, soot, rust, organic and inorganic deposits. This installation is used to prepare rolled products for cold deformation.
- Installation for sheet processing. It is designed to clean titanium sheets from process contaminants and scale.
Purposes and areas of application of water jetting
Currently, hydrojet cleaning is used in various areas of production:
- on railway and road transport;
- in the processing and mining industries;
- in the energy sector at all types of power plants;
- in the repair of floating craft and in shipbuilding;
- in the chemical industry;
- at food factories;
- in the production of building materials in factories for the production of bricks, cement, etc.
Hydrojet cleaning is recommended for a number of objects.
- Facades of various buildings. Using high-pressure units, you can easily remove dirt from decorative elements of buildings and in construction joints.
- Metal structures. High and ultra-high pressure make it possible to remove bitumen, scale and rust from metal without disturbing the structure.
- Industrial equipment. It is possible to clean almost any product configuration. You can also treat hard-to-reach surfaces.
- Pipelines. They destroy and remove various deposits, making the internal surfaces clean.
- Markings on the routes. A simpler solution than sandblasting.
- Concrete surfaces. Heavy concrete is cut and destroyed to a depth of 2-3 cm, old coating, layers of varnish and paint are removed.
- Floors and roofs. When using the described hydro-jet methods, the zinc coating of the roof is not damaged, and the steel surfaces are not deformed.
- Floating facilities. The technology is actively used by shipping organizations and shipyards.
- Formwork. The surfaces are cleaned of residues of various solutions, glue and cement.
The main advantages of processing include:
- absolute environmental friendliness, when water is taken from the water supply system and used without additional treatment. In difficult cases, you can add additional agents to the liquid, which are washed off with water after the procedures;
- high speed of operations. Even when cleaning large areas, specialists spend a minimal amount of time. At the same time, the quality of work is not inferior to more technically complex cleaning options;
- performing processing without stopping industrial equipment, which reduces the number of additional costs that arise in case of downtime;
- restoration of reinforced concrete and concrete structures, when the object is freed only from destroyed concrete, preserving the remaining elements;
- compact set of equipment for cleaning, which guarantees mobility and maintenance without problems. The hydro-jet apparatus has a simple design and is easy to repair;
- Explosion and fire safety, which makes it possible to handle large containers of flammable petroleum products.
Prices for hydroblasting surface cleaning services depend on the surface area, the materials used and their degree of fire resistance. If you need cleaning, its cost can only be determined after our specialists have inspected the premises.
To order hydro-jet cleaning in Moscow, St. Petersburg, Yekaterinburg, Kazan, Chelyabinsk, Perm, Volgograd, call the number. You can also submit an application by email
“Mechanics of Desires” is a guarantee of purity and quality!
Advantages of waterjet cleaning:
- Maintaining the initial level of surface roughness and shape.
- Ability to process openwork and thin devices.
- No removal of the main metal surface.
- Impossibility for abrasive to penetrate into the internal structure of the surface.
- Elimination of corrosion sites.
- Possibility of subsequent flaw detection.
- The ability to add special agents during the cleaning process to prevent the reappearance of corrosion centers.
- Environmental friendliness of the method: all abrasives have hygienic certificates.
- No dust during processing.
- Compatible with existing production processes.
- The use of inexpensive and accessible raw materials, the possibility of reusing abrasives, which leads to a reduction in the cost of the entire process.
- No requirements for water preparation.
- Explosion and fire safety
Features of this type of strengthening
In the process of waterjet treatment of the surface of a product, a working fluid containing abrasive particles (grains) is supplied under pressure to the desired location of impact.
The most important advantages of this type of processing are:
- — Improved wear resistance.
- — Increased fatigue strength.
- — Increased surface cleanliness.
These are precisely the qualities that are essential for elastic elements.
In addition, with this treatment, the hardening is uniform; controlled residual stresses are created in the treated surface layer, which helps to improve the performance properties of the springs.
Advantages of GAO in the production of springs
The production of elastic elements quite often includes this type of influence, since it differs:
- — High strengthening effect.
- — Ease of use, including for parts that have a complex profile.
Studies conducted to identify the benefits of waterjet machining show good results. For example:
A wire with a diameter of 2 mm was subjected to GAO (abrasive - aluminum oxide powder, grain size - 125 and 177 microns) for 2 minutes. The result is that both durability has increased (by about an order of magnitude) and endurance limit (up to 50%). The tests were carried out under external influences such as rotation and bending.
The influence of this action on the characteristics of elastic parts
The following can also be considered good indicators of the use of waterjet processing:
- — Spring endurance and fatigue limits are increased, while the main dimensions do not undergo any significant changes and, after completion of the process, do not go beyond the tolerances of the original values.
- — The relaxation of strengthened springs, in comparison with those that have not been subjected to this type of treatment, is characterized by a slightly greater intensity.
- — Surface cleanliness is significantly improved. The result depends on the material used to produce the spring, the initial structure, the selected degree of granularity of abrasive inclusions, and the set air flow pressure.
The tests were carried out on a series of springs, the strengthening of which was applied both in the free and in the stressed state.