Design features of turning tools
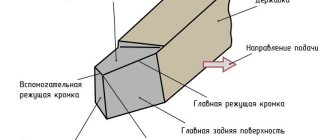
Each turning tool consists of two parts.
- Holder. Can be square or rectangular. With its help, the cutter is secured in the mounting sockets of the machines. GOST establishes the following standard dimensions of holders. Square - 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 mm.
- Rectangular - 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 mm.
Image #1: Lathe cutter design
Cutting planes
The angular parameters of a cutting turning tool are calculated using a system of coordinate planes, among which the basic planes are the main plane, the cutting plane and the main secant plane. Their mutual inclination forms the sharpening angles of the cutting part, ensuring turning in design modes. In this way, the following angles are determined: the main front (γ), the main back (α), the sharpening angle (β), as well as a number of other angles.
Cutter angles
The operation of a turning tool during the cutting process is determined by the angular parameters of the front and rear surfaces. Therefore, the main angles of the incisor are the main anterior (γ) and the main rear (α). By increasing the first, power consumption for cutting is reduced, chip control is improved and roughness is reduced. On the other hand, as the rake angle increases, the thickness of the blade decreases, which leads to a deterioration in its strength characteristics, increased chipping and a decrease in the rate of heat dissipation. The main purpose of the clearance angle is to reduce friction between the cutting surface and the main clearance. In addition to the main functional angles α and γ, the calculation determines several more angles, whose values affect the class of turning cleanliness, the process of chip formation and other technical characteristics.
Depending on the purpose
Here we are most often talking about the materials being processed.
For wood
Woodworking tools are sold by stores in the following sets:
- Combs.
- Rings.
- Hooks.
- Oblique incisors.
- Trimming cutters.
- Chisels.
- Reiers.
- Meysel.
The cutters and rotary mechanisms are attached to each other. Traces of workpieces are determined immediately by the tools, their shapes, strength, and sharpness. This makes it easier to select the shapes of the blanks in the end. From
When choosing specific sharpening angles, they rely on the materials of the workpieces.
For working with metal
Welding and brazing of plates is the optimal choice for cutters that process metal. In production, preference is given to high-speed, hard alloys. The compositions usually contain tantalum or tungsten, titanium. High strength and affordable price have become the main advantage for the tools.
Varieties are often used in which the plates are replaceable. Then they are attached to the head using special screws or clamping elements. Mineral ceramic plates are the most convenient for further use. But then the cutter will be expensive.
Carbide alloys are used in the case of tool working surfaces:
- Tungsten.
- Titanium tungsten.
- Tantalum-tungsten-titanium.
Options with high-speed steel or its carbon variety are acceptable.
Installation of cutters is permissible on several types of machines:
- Special purpose.
- Revolving automatic.
- Slotting.
- Lathes.
- Planing.
By type of processing
Finishing
Feed at low speed. The material, which is characterized by a small thickness, is removed from the blank. A pass-through cutter is the most popular type of such tool.
Semi-finish
Many similarities with the previous variety. Only the characteristics they use are two times smaller compared to the analogue. The purpose and features of the work remain almost the same.
Properties of hardened metals
Hardening of metals is a procedure for processing a material at high temperatures to a certain limit and further cooling. During the hardening process, a phase transformation occurs from austenite to martensite. After hardening, the mechanical properties of steels change: strength and hardness increase, while brittleness also increases and ductility decreases. To reduce brittleness and improve ductility, I subject the steel to temper annealing.
Hardened steel can be processed using different methods:
- turning;
- milling;
- drilling;
- grinding.
But, for any type of processing, cutting modes should be chosen correctly, since due to thermal effects, the fragility of the metal increases. In addition, it quickly accumulates heat at the cutting site, which leads to material sticking to the turning tool and its rapid wear.
Steel turning
Types of cutters for a lathe and their purpose
When describing the types of turning tools, several classifying characteristics are usually used. According to its design, it is divided into two types: solid and prefabricated. In the first case, the entire product is made in the form of a monolithic bar of metal. And in the second, removable or soldered carbide plates act as the blade. According to their technological purpose, turning cutters are divided into special ones, which are used for processing various profiles and threading, and general purpose products, used for external and internal turning, cutting and end trimming. Another distinguishing feature of a turning tool is the configuration of the cutting part, which depends on its operating modes and the type of turning work. For turning hard-to-reach places, a curved cutter is usually used, which has several varieties, differing in the length of the cutting part, the shape of the bend, sharpening and purpose (cockerel, bent, reverse cutters and others).
Another classification option is the division of turning tools according to the principle of machining cleanliness. There are usually two classes here: rough and finishing. The first is intended for roughing or pre-turning operations, and the second is for finishing operations. If the rough tool, with rare exceptions, is quite the same type, then among the finishing tools there are a number of varieties with their own names. Examples include blade and radius cutters with an arcuate blade, the purpose of which is precise finishing turning. Another separate type is a diamond cutter, used for turning work on super-hard materials. A cup turning cutter with a circular cutting surface has a unique design that can work for a long time without regrinding.
In addition to the standard classification, there are many names for specific turning tools, usually reflecting the features of its design or technology of use. These include a spring cutter with a wave-shaped cutting part, which springs during turning of hard and uneven materials.
A separate category of cutting tools for lathes are planing cutters. During turning operations using them, feed is carried out on a stationary part. In this case, the allowance is not cut off, as during rotation, but is removed by planing. In this configuration, a lathe performs the same function as a planer or slotter.
Direct passes
Used for external processing of steel workpieces.
A pass-through turning cutter with a part fixed in a square-section caliper. Used when carrying out special piece operations.
Bent pass-throughs
Special equipment in which the working part is bent to the left or right. Used for trimming parts. With their help it is convenient to remove chamfers.
Thrust pass-throughs
Devices come with a straight and bent working element. Designed to work with cylindrical parts. The shape plus proper sharpening allows you to quickly remove most of the excess from the working surface of the workpiece.
Bent edges
They are equipment similar to a walk-through. However, there is a difference in the shape of the cutting edge. It is triangular, which allows for better processing.
Boring
Used for through and blind group holes, recesses, and recesses.
Threaded
They create carvings outside and inside, with a section in the shape of a trapezoid, rectangles and circles. Products can be smooth, convex or round.
For external thread
They are made of durable alloys (hardened steel, cermets), spear-shaped, allowing you to apply metric and other helical spiral lines of the required depth. Available in the three most common sizes: 25 by 16, 16 by 10 and 32 by 20 mm (the latter are relatively rare in use).
For internal thread
Relevant only for those parts that have technological holes of large cross-section. The main design feature is the presence of a serpentine head. The holders boast a significant length, necessary for the tool to penetrate deeply and carefully into the fixed workpiece during the operation. Suitable only for equipment that is equipped with a “guitar”. Their dimensions, in millimeters:
- 16 x 16 x 150;
- 20 x 20 x 200;
- 25 x 25 x 300.
Smooth
They differ from the previous version by maintaining rectangular edges.
Prefabricated
The working part of the cutter 1, into which the pin 3 is seated, a carbide plate 2 is put on it. It is secured with a wedge 5 and a screw 4. This way it is securely clamped in the cutter body.
The plates are produced in 3, 4, 5 and 6-sided versions. Advantages: reduced time for processing the part, good chip removal. Instead of sharpening, they rotate the plate.
The blades are cheaper than a whole chisel. You can place plates from different alloys on one holder in turn. Optimal for fine turning.
Machining of hard materials
Mechanical processing of hardened workpieces Specific cutting force 2550 - 4870 N/mm2 Hardened steel grades with hardness 45 - 68 HRC ISO group H
Mechanical processing of workpieces of hardened parts Specific cutting force 2550 - 4870 N/mm2 Hardened steel grades with hardness 45 - 68 HRC ISO group H _ Workpiece materials This group of materials includes the most common case-hardened steel ( 60 HR, bearing steel ( 60 HR and tool steel ( 68 HR This group also includes high-strength cast iron - white (50 HRC) and ADI Kymenite (40 HRC). This group also includes structural steel (40-45 HR manganese steel stellite steel obtained by powder metallurgy. Typically, turning of hard parts falls within the range 55 - 68 HRC. Machinability Hardened steels are less often subjected to machining and the most common type of machining is finishing operations. Specific cutting force is 2550 - 4870 N/mm2. Machining is usually accompanied by satisfactory chip removal. Cutting forces and power spent on cutting are quite high. Material The cutting tool must have high resistance to plastic deformation (maintain hardness at high temperatures), high chemical resistance (at high temperatures), mechanical strength and resistance to abrasive wear. All of the above properties are possessed by cubic boron nitride, the use of which makes it possible to replace grinding with turning. When turning, mixed or reinforced ceramics are also used when there are no increased requirements for the quality of the machined surface of the workpiece; the hardness of the material is too high for a carbide alloy. Carbide dominates in milling and drilling operations and is used with hardness up to 60 HRC. Typical parts Transmission shafts, gearbox housings, steering gears, stamps. More detailed information on processing ISO H materials is given in the sections Turning p. A 40 Parting and grooving p. B 9 Milling p. D 41 and Drilling p. E 17. MC codes for hardened steel MC code Group of processed material Subgroup of processed material Production method Heat treatment Hardness Specific cutting force (N/mm2) mc H1.1.Z.HA hardness 50 Z HA 50 HRc 3090 0.25 H1.2.Z .HA 1 steel 2 hardness 55 Z forged rolled HA hardened (+tempered) 55 HRc 3690 0.25 H1.3.Z.HA 1 (superhard) 3 hardness 60 Z cold drawn HA 60 HRc 4330 0.25 H1.4.Z.HA 1 4 hardness 63 Z HA 63 HRc 4750 0.25 H2.0.C.UT 2 whitened cast iron 0 main group C cast UT untreated 55 HRc 3450 0.28 H3.0.C.UT 3 whitened cast iron 0 main group C cast UT not specified 40 HRc H4.0.S.AN 4 chilled cast iron 0 base group S sintering AN annealing 67 HRc SANDVIK H 35 Hardened steel Definition Hardened steel
Geometry of turning tools
Image: geometry of a turning tool.
Let's talk about the angles of the incisors and their purposes.
- Back auxiliary angle (α1). As it decreases, the friction force between the rear plane of the tool and the workpiece decreases.
- Apex angle (ε). Formed between the cutting edge and the rear auxiliary plane. The larger this angle, the better the heat removal conditions and the higher the strength of the cutter.
- Auxiliary plan angle (ϕ1). Its size varies from 10 to 30°. As the angle decreases, the cleanliness of the treatment improves, but the friction force increases.
- Leading angle (ϕ). Its size varies from 20 to 90°. The length and width of the cut depend on the size of the angle. The smaller ϕ, the lower the temperature and cutting force. The cleanliness of the processing is also improved. But as the angle decreases, vibration and radial cutting force increase.
- Cutting angle (δ). Formed between the rake surface and the cutting plane.
- Basic rake angle (γ). Its size varies from -5 to +15°. As the angle increases, it is easier for the tool to cut into the metal, chip removal is improved, and the cutting force, deformation of the machined surface, and power consumption are reduced. However, this reduces heat dissipation and reduces the service life of the cutting edge.
- Taper angle (β). Formed between the front and main back surfaces. Affects the sharpness and strength of the tool.
- Main relief angle (α). Its size varies from 6 to 12°. As the angle decreases, the friction force between the part and the back surface of the cutter decreases. This improves heat dissipation and extends the service life of the tool, but the cleanliness of the machined surface deteriorates.
- Angle of inclination of the main cutting edge (λ). Affects the direction of chip removal. At positive λ and λ = 0°, the chips move towards the machined surface. Cutters with positive λ (12–15°) are used when processing workpieces made of heat-resistant and hardened steels. For universal turning tools, λ = 0°. Cutters with negative λ are used for finishing.
The book is devoted to cutting processing of hardened alloy structural steels. It presents the results of research and data from advanced manufacturing experience in the field of turning, face milling, drilling, reaming, countersinking and threading of hardened steels. It contains practical recommendations for choosing the design and geometry of the tool, as well as cutting conditions. The book is intended for engineering and technical workers of machine-building plants. It can also be useful to researchers and students of mechanical engineering universities and technical schools.
Literature
1. Encyclopedic reference book “Mechanical Engineering”, vol. 3, Mashgiz, 1947.
1a. online stores Chelyabinsk
2. Kashchenko G. A., Fundamentals of metallurgy, Mashgiz, 1956.
3. Kashchenko G. A., Fundamentals of metallurgy, Metallurgizdat, 1950.
4. Fridman Ya. B., Volodina T. A., On the strength and ductility of hardened steel, Reports of the USSR Academy of Sciences, vol. XLVIII, No. 8, 1945.
5. Grozin B. 3. Mechanical properties of hardened steel, Mashgiz, 1951.
7. Brokhin I.S., Modern domestic tool hard alloys and their properties, Collection “High-speed methods of metal processing. Reports and abstracts of reports at the Moscow conference on high-speed methods of metal processing", Mashgiz, 1949.
8. Granovsky G.I., Wear resistance of hard alloys and hardened tool steels, Collection of MVTU “Metal cutting and tools”, Mashgiz, 1955.
9. Riskin V. Ya. Proceedings of the first conference on hard alloys, Metallurgizdat, 1933.
10. Betaneli A.I., Hardness of hard alloys and mineral-ceramic materials in the hot state, “Bulletin of Mechanical Engineering”, 1953, No. 4.
11. Kazakov N.F., Study of the hardness of tool materials when heated, Collection of the Commission on Mechanical Engineering Technology of the USSR Academy of Sciences “Friction and wear when cutting metals”, Mashgiz, 1955.
12. Rassokhin V. Ya., Rura M. A., Foreign grades of hard alloys for metal-cutting tools, “Machine tools and instruments”, 1957, No. 6.
13. Kazakov N.F., Andrianova M.N., Determination of the cutting properties of tungsten hard alloys on cobalt and nickel cementitious bonds, “Machines and Instruments,” 1957, No. 6
14. Katsnelson V. Yu., Study of new grades of titanium hard alloys when turning steel with the removal of large-section chips, Collection of the Central Research Institute, Mashgiz, 1957.
15. Production of hard alloys, Collection of ITEIN AS USSR “Powder metallurgy in mechanical engineering of capitalist countries”, 1955.
16. Rakovsky V.S., et al. Hard alloys in mechanical engineering, Mashgiz, 1955.
17. Rakovsky V.S., Anders N.R., Fundamentals of the production of hard alloys, Metallurgizdat, 1951.
18. Mamaev V.S., Determination of the most favorable operating conditions for mineral-ceramic cutters, Abstract of the dissertation, Bauman Moscow Higher Technical School, 1957.
19. Kirillova O. M., Study of the cutting properties of instrumental mineral ceramics, Abstract of the dissertation, TsNIITMASH, 1958.
20. Instructional materials on the manufacture and use of cutters with mineral-ceramic plates, VPTI of transport engineering, 1956.
21. Logak N. S., Fine flow of hardened steels; Collection of the Central Research Institute, Mashgiz, 1951
22. Zorev N. N., Cutting forces when turning hardened steels, ITEIN AN USSR, 1955
23. Malkin A. Ya., High-speed flow of hardened steels, Collection “High-speed processing of metals by cutting”, Oborongiz, 1951.
24. Makarov A.D. Study of some components of processing errors and the height of microroughness during finishing turning of hardened steels, Abstract of the dissertation, Moscow Aviation Technological Institute, 1955.
25. Wulf A.M., Fundamentals of metal cutting, Mashgiz, 1954.
26. Maslov A A., Study of turning hardened steels., Abstract of the dissertation, Moscow Engineering Physics Institute, 1954.
27. Ministry of Machine Tool Industry of the USSR, High-speed cutting modes when turning and milling ferrous metals with carbide tools, Mashgiz, 1950.
28. Shchelkonogov N.I., Processing of hardened steels with carbide cutters and prerequisites for machining steel at particularly high cutting speeds. "Bulletin of the Metal Industry", 1938, No. 1.
29. Grudov P.P. Processing of hardened steels with cutters with plates made of hard alloys, “Machines and Instruments”, 1947, No. 3
30. Belousova E. A. Study of the surface quality of high-hardness steel after turning, Abstract of the dissertation, TsNIITMASH, 1956
31. Larin M. N., Determination of optimal front and rear angles of carbide cutting tools, Collection “Progressive technology of mechanical engineering”, part one, issue II, Mashgiz, 1951.
32. Krivoukhov V. A., Instructions for using the method of trans-speed cutting of metals, ed. Ministry of River Fleet, 1948.
33. Bolotin A I, Experience in introducing high-speed methods of metal cutting by cutting, Collection “High-speed methods of metal processing, Experience of Moscow factories”, Mashgiz, 1949.
34. Turchaninov I.G., High-speed cutting on, Collection “High-speed methods of metal processing, Experience of Moscow factories”, Mashgiz, 1949
35. Kapitelman V.I., High-speed flow of hardened steel with cutters made of hard alloys, “Machine tools and instruments”, 1948, No. 6.
36. Nekrasov S.S., Turning of hardened rings of large-sized bearings, “Bulletin of Mechanical Engineering”, 1950, No. 12.
37. Rudnik S.S., Laws of cutting speed for cutters made of superhard alloys, Collection of reports of the conference on metal cutting, 1937.
38. Besprozvanny I, M.. Physical foundations of the doctrine of metal cutting, Oborongiz, 1941.
39. Avakov A. A., Some issues of cutter durability, Proceedings of TbIIZhT, 1948, No. 3 - 4.
40. Besprozvanny I, M., Research of work during finishing machining with turning cutters, ONTI, 1938.
41. 3verev E.K., Optimal geometry of the cutter, “Orgainformatsiya”, 1935, No. 11.
42. Itkin M.E., Study of cutting speed and finishing of steels for locomotive and carriage axles using cutters A-21. "Bulletin of the Metal Industry", 1939, No. 9
43. Klushin M. I. High-speed cutting of metals, Mashgiz, 1947
44. Feldshtein E.I., Machinability of steels, Mashgiz, 1953
45. Isaev A.I., The process of formation of a surface layer during metal cutting, Mashgiz, 1950.
46. Reznikov N., I., The doctrine of cutting metals, Mashgiz, 1950
47. Matalin A. A., Surface quality and performance properties of machine parts, Mashgiz, 1956.
48. Dyachenko P. A., Yakobson M. O., Surface quality during metal cutting, Mashgiz, 1951.
49. Sokolovsky A.P., Scientific foundations of mechanical engineering technology, Mashgiz, 1955.
50. Silantyev A.V., On increasing productivity in transverse shaped turning of hardened steel ShKh15, Collection of the Moscow Engineering Physics Institute “New research in the field of metal cutting”, Mashgiz, 1957.
51. Zhikharev V.I., Processing of hardened alloy steels with cutters with ceramic plates, “Bulletin of Mechanical Engineering”, 1955, No. 7.
52. Khazhinsky N.M., High-speed processing of metals by cutting on 1-M GP3, Collection “High-speed methods of metal processing, Experience of Moscow factories”, Mashgiz, 1949.
53. Reznitsky L.M., Cutting of hardened steels, Mashgiz, 1949.
54. Reznitsky L.M., Turning of hardened steel, Lenizdat, 1951.
56. Larin M.N., Maslov A.A., Study of the method of processing hardened steels by introducing a transformed current into the cutting zone, Collection “New research in the field of cutting metals and plastics”, Mashgiz, 1952.
57. Designs of carbide tools, Collection of All-Russian Scientific Research Institute, Mashgiz, 1951
58. Design of cutting tools, Collection of All-Russian Scientific Research Institute, Mashgiz, 1956.
59. Design of end mills with sharpening knives outside the body, Collection of VNII, Mashgiz, 1954.
60. Markelov K. A., High-speed milling of steels with end mills, Oborongiz, 1953.
61. Larin M. N., Optimal geometric parameters of the cutting part of tools, Oborongiz, 1953.
62. Shchegolev A.V. et al., High-speed milling, Mashgiz, 1949.
63. Grudov P.P., Volkov S.I., Vorobyov V.M., High-speed milling of steel, Collection of All-Russian Scientific Research Institute, Central Bank of Technology, 1950.
64. Larin M.N., Fundamentals of high-speed milling, Collection “High-speed processing of metals by cutting”, Oborongiz, 1953.
65. Levin B.G., Drills with hard alloy plates, Oborongiz, 1940.
66. Ministry of Machine Tool Industry of the USSR, NIBTN, High-speed cutting modes for drilling, countersinking, reaming and threading of ferrous metals with carbide tools, Mashgiz, 1951.
67. Ignatov B. A., Study of drilling of hardened steels, Abstract of the dissertation, TsNIITMASH, 1956.
68. Romanov K.F., High-speed development and countersinking of hardened steels, Oborongiz, 1952.
b9. Mechanical Engineer's Handbook, vol. I, II and III, Mashgiz, 1951.
70. Rystsova V.S., Changes in the state of the surface layer of ground samples during wear, Collection of LIEI “Surface quality and durability of machine parts,” vol. II, 1956.
71. Podosenova N. A., Study of surface quality during external cylindrical grinding of hardened steel, Abstract of the dissertation, TsNIITMASH, 1956.
72. Alekseev A.V., On the issue of cutting hardened steels at high speeds, “Bulletin of the Metal Industry”, 1939, No. 1
73. Reznitsky L.M., Machinability of special hardened steels, Collection of LONITOMASH “Materials for the conference on metal cutting”, 1940.
74. N. N. Zorev, Issues in the mechanics of the metal cutting process, Magiz, 1956.
75. Grudov P.P., High-speed cutting, Collection “High-speed methods of metal processing, Reports and abstracts of reports at the Moscow conference on high-speed methods of metal processing”, Mashgiz, 1949.
76. Avakov A. A., The physical essence of high-speed cutting, Collection of works of the All-Union Scientific, Engineering and Technical Society of Railway Workers, Tbilisi, 1954.
77. Sadovsky D.V., Malyshev K.A., Sazonov B.G., Phase and structural transformations during heating of steel, Collection of “Metal science and heat treatment”, Mashgiz, 1955.
78. Accuracy of machining and ways to improve it, Collection of LPI named after. Kalinina, Mashgiz, 1951.
Cutters for lathes - what to look for
When choosing this metal-cutting tool, you need to pay attention to the following basic parameters:
- material and geometry of the cutting part;
- chip breaking method;
- strength and vibration resistance of cutting edges and holder;
- shape and dimensions of a removable or welded plate;
- geometry, design and roughness of the plate socket;
- durability and dimensional stability of the cutter;
- cutter angles;
- ensuring the specified roughness of the processed surface.
Marking according to GOST
Requirements for the production of metalworking machines, as well as auxiliary equipment, are strictly regulated by the requirements of interstate standards.
There are much fewer requirements for the rods of cutting devices compared to the elements of the contact group. They are made from steel grade 45 or 50.
There is a separate standard for each type of design. For example, the production of cutters with upper clamping of a replaceable plate is regulated by GOST 26611-85.
In the production of high-speed steel plates, cobalt compounds are used:
- R9K5;
- R9K10;
- R18F2K5.
After heat treatment, their hardness reaches 67 HRC.
There are special requirements for the surface roughness of devices. After finishing the front and rear parts, the degree of cleanliness must correspond to class 9.
Symbols in accordance with the requirements of the interstate standard are applied to the side surface.
As an example, let's decipher the T15K6 marking:
- "T". The first letter indicates that a solid composition of the titanium group was used as the manufacturing material.
- "15". The number indicates the mass fraction of titanium carbide in the product.
- "TO". The product contains cobalt.
- "6". Mass fraction of the above chemical element.
Tool classification
There are many parameters for classifying cutters in accordance with current GOSTs. According to the design features, the following types of turning tools are distinguished:
- monolithic, in which the cutting head and holder are a solid structure;
- prefabricated ones, in which a high-speed alloy plate is soldered on the head, providing increased processing efficiency - this is one of the most common types of tools;
- prefabricated, with a mechanically fixed plate - the plate is fixed on the head by a bolt; in this configuration, cutters with metal-ceramic plates are made;
- adjustable.
Functionality of cutters
Depending on the quality of processing, turning tools are divided into roughing and finishing. The geometry of the roughing tool allows for the removal of thick material and maintains hardness under the intense heat that occurs at high processing speeds. Finishing analogues have a different purpose; they are needed to work at low speeds to remove a small thickness of material.
The tool is also classified according to the feed direction, according to which right and left cutters are distinguished. The feed direction refers to the side on which the main cutting edge of the tool is located at the moment when its head is facing the front of the workpiece.
Types of incisors
Functional purpose is one of the main classification parameters of this tool. According to their purpose, turning tools are divided into:
- Cutting (GOST No. 18874-73) - used on machines with transverse feed of working tools, intended for sheathing and processing of the end parts of workpieces.
- Pass-through (GOST No. 18871-73) - can be installed on machines with both transverse and longitudinal feed. They are used for trimming ends, turning, forming parts of conical and cylindrical shapes.
- Cutting, also known as groove (GOST No. 18874-73) - mounted on machines with transverse feed. Used for cutting monolithic pieces of metal and turning ring-shaped grooves.
- Boring (GOST No. 18872-73) - designed for boring holes (through and blind), forming recesses and recesses.
- Shaped (GOST 18875-73) - used to remove external and internal chamfers.
- Threaded (GOST No. 18885-73) - allow you to cut threads of metric, inch and trapezoidal sections (both internal and external).
Also, turning cutters are divided into straight, bent and drawn depending on the position of the cutting edge in relation to the holder. In bent ones the edge is made in the form of a straight line, in bent ones it is curved, in drawn ones the edge is narrower than the width of the rod.
Which cutters to choose, where to buy?
To determine which cutters are needed specifically in your case, you need to decide on the following points:
- what metal you will process and what operations will be performed;
- prioritize quality, processing efficiency and tool wear resistance.
In general, a novice turner needs to have three types of cutters at his disposal: passing (marked SDACR) - for processing ends, external neutral type (SDNCN) and boring (SDQCR). This is a basic kit that allows you to perform most technological operations.
If you are interested in buying a tool for long-term use, it makes sense to buy a set of turning tools with replaceable inserts. Subsequently, you will be able to change consumables rather than buy new holders after the cutting head wears out.
A few words about the manufacturers. Among the companies that sell really high-quality products that are worth buying, we highlight the companies Hoffman Garant (Germany) and Proma (Czech Republic). In the segment of domestic manufacturers, the companies SiTO (Gomel Tool Plant) and Kalibr deserve attention. You can order cutters with delivery using the links provided.
It also makes sense to purchase a sharpening machine that will allow you to return the cutters to their functionality when worn out yourself, rather than using the services of third-party craftsmen. Here you need a sharpening and grinding unit equipped with a constant cooling system with two abrasive wheels - made of silicon carbide (for cutters made of high-speed alloys) and electrocorundum (for carbide tools). When sharpening, it is initially necessary to process the front plane of the cutting head, then the additional and rear ones, until a smooth cutting edge is formed.
Metal cutting (page 6)
Steels with increased resistance to heat retain their performance properties when heated to 250–400 °C. These are mainly alloy steels with a high chromium content (up to 12%). They have increased wear resistance under conditions of abrasive wear, since they contain in the structure up to 20-30% chromium and vanadium carbides of high hardness: Me7C3 (1200-1400 HV) and MeC (2000 HV). After heat treatment (quenching with cooling in air, oil or molten salts at a temperature of 150-180 ° C), they acquire a hardness of up to 63 HRC. These steels are characterized by high hardenability (up to 300-400 mm
) and minimal volumetric changes during quenching. High-chromium steels are used to make large dies that experience increased wear, surgical instruments that are resistant to aggressive environments, etc.
Steels that are resistant to heat retain their hardness up to 560–700 °C. The main alloying elements of such steels, which ensure their red resistance, are tungsten and molybdenum. Steels with a high carbon content (0.7-1.5%) and high hardness (up to 64-68 HRC) are used for the manufacture of cutting tools (see High-speed steel
); steels with a carbon content of up to 0.4% (die steels), which have lower hardness but better toughness, are used for hot deformation dies, molds for metal injection molding, etc.
Lit.:
, , Tool steels. Directory, M., 1961; , Tool steels, 3rd ed., M., 1968 (bibl. available).
.
High speed steel,
a high-alloy steel used primarily for cutting tools that operate at speeds approximately 3 to 5 times greater than carbon tool steel tools.
The possibility of obtaining such a cutting speed is due to the red resistance
of the steel. Tool from B. s. softens when heated above 550-600°C, while carbon tool steel softens at 200°C. The red resistance of steel is ensured by alloying elements - tungsten (W), chromium (Cr), vanadium (V), which form highly resistant carbides. To obtain the desired structure and properties, a tool from B. s. is subjected to special heat treatment, which consists of hardening after heating to a temperature of 1240–1300°C and repeated (usually 3 times) tempering at a temperature of 560–620°C. To increase the resistance of B. s. cyanidation, cold treatment, step hardening, etc. are used. The grades of steel used in the USSR are: P18 (0.7-0.8% C; 17.5-19% W; 3.8-4.6% Cr; 1-1.4% V; the rest is iron), R6MZ (0.85-0.95% C; 3.0-3.5% Cr; 5.5-6.5% W; 3.0-3 .6% Mo; 2.0–2.5% V; the rest is iron), etc. B. s. with a higher content of vanadium or with the addition of cobalt, which have higher cutting properties.
B. s. sometimes used in mechanical engineering for parts heated to 500-650°C, especially for so-called heat-resistant ball bearings. In addition to hardness and hardenability, the purity of the oxide is important. (minimization of non-metallic inclusions, carbide segregation and absence of defects of metallurgical origin).
Lit.:
, Tool steels, 2nd ed., M., 1961.
.
Red fastness,
heat resistance, the ability of steel to retain, when heated to red-hot temperatures, high hardness and wear resistance obtained as a result of heat treatment.
- a characteristic property of tool steel.
Hardening is achieved by alloying steel with tungsten, molybdenum, vanadium, chromium, and also by high-temperature
hardening.
Hardness is determined by the maximum temperature, when heated to which steel retains a certain hardness; for example, high-speed steel retains hardness up to 60 HRC at a temperature of 620-650°C. The highest K. is found in hard alloys (up to 900 °C).
Hardening,
thermal treatment of materials, which consists of heating them and subsequent rapid cooling in order to fix the high-temperature state of the material or prevent (suppress) unwanted processes that occur during its slow cooling. Z. is possible only for those substances whose equilibrium state at high temperatures differs from the equilibrium state at low temperatures (for example, by crystal structure). Z. is effective only if the actually achievable cooling rate is sufficient to prevent the development of processes whose suppression is the goal of Z. The structures that arise as a result of Z. are only relatively stable; when heated, they pass into a more stable state. Many substances (metals, their alloys, glass, etc.) can be subjected to contamination under natural conditions or in a certain technological process.
Hardening of steel.
The widest group of materials subjected to glazing is steel.
In accordance with the state diagram of
iron-carbon alloys (
Fig. 1
), the thermodynamically stable state of steel at temperatures located above the
GSE
of the state diagram is
austenite
- a solution of carbon in g-iron (see
Iron-carbon alloys
);
below the PSK line is
a mixture of ferrite (a solution of carbon in a-iron) and cementite (
carbide
Fe3C).
With slow cooling from temperatures above the PSK line,
austenite, in accordance with the phase diagram, should decompose into ferrite and cementite.
The rate of this transformation varies with temperature and at a sufficiently low temperature it becomes so low that austenite practically does not decompose. With a further decrease in temperature, austenite transforms into martensite,
the appearance of which in the steel structure leads to a sharp increase in hardness, strength, magnetic saturation and a decrease in ductility. steel - obtaining a completely martensitic structure (without austenite decomposition products), i.e., suppressing the decomposition of austenite during rapid cooling and maintaining it up to the temperatures at which the martensitic transformation begins. The minimum cooling rate sufficient to prevent the decomposition of austenite is called the critical steel cooling rate.
In heat treatment
metals, to obtain metals, in particular steels, with certain properties, various types of sterilization are used. Depending on the heating conditions, sterilization is distinguished between complete and incomplete.
At full locking, rapid cooling of steel is carried out after heating it to temperatures above the GSE line.
In this case, the steel is completely transferred to the austenitic state.
In case of incomplete protection (mainly of tool steels), the metal is heated to temperatures above the PSK
;
after cooling, the so-called undissolved during heating may remain in the structure. excess phases ( ferrite
or
cementite
and more complex carbides).
Depending on the cooling conditions, they distinguish between isothermal, step, and others. With isothermal glazing, the steel is heated to temperatures above the GSE
(full glazing) or above
PSK
(incomplete glazing), then quickly cooled to temperatures below the
PSK
and gives n. isothermal holding, during which the transformation of austenite into other structures (pearlite, bainite) occurs. In this case, the properties of the final products are determined by the isothermal holding temperature: the hardness and strength of the material increase as the temperature decreases. In stepwise cooling, cooling is carried out at high speed to a temperature slightly higher than the martensitic transformation temperature, and the exposure necessary to equalize this temperature over the entire thickness of the product (step) is allowed, and then cooling is carried out slowly until martensite is formed in the structure. External factors, mainly the quenching medium (water, oil, molten salt) and pressure, also determine the results of the 3.
Hardened steel is very brittle, so after hardening it is usually tempered.
At the same hardness, steel subjected to curing followed by tempering is more ductile (and therefore more efficient) than steel subjected to slow cooling, during which austenite decomposes into ferrite and cementite. This determines the extremely wide use of steel in technology: its use not only for producing steel with high hardness, but also for producing (after appropriate tempering) steel with medium and low hardness, but with good structural properties.
Hardening of aging alloys.
If the equilibrium concentration of a solid solution changes significantly with a change in temperature, then upon cooling an excess of one of the components is released from it (see
Aging of metals
).
This process is diffusional and can be suppressed by gravity ( Fig. 2
). in this case, fixation of a supersaturated solid solution at low, for example room, temperature. Aging of the alloy can then occur at room temperature or higher. An alloy with a structure that appears during aging and aging has high strength properties and a high coercive force (magnetic alloys). T.n. dispersion-hardening alloys that undergo hardening followed by aging are widely used, for example, duralumin is a structural material, and nimonic is a heat-resistant material; alnico - for the manufacture of permanent magnets, etc.
Hardening of ordering alloys.
The ordering of alloys leads to changes in their physical and mechanical properties, for example, to a decrease in ductility. If ordering is undesirable, then the alloys are subjected to curing, which leads to fixation of the disordered state at low temperature. This is possible if the speed of the processes leading to ordering is not too high.
Hardening of pure metals and single-phase alloys.
To study vacancies and their effects on the mechanical and physical properties of substances, the spectra of pure metals and single-phase alloys are used.
in this case, the fixation at a low temperature of a vacancy concentration that is equilibrium at a high temperature. Subsequent heating of materials to temperatures at which vacancies become mobile leads to an increase in resistance to plastic deformation (“hardening hardening”) and a decrease in internal friction.
By studying the dependence of the equilibrium concentration of vacancies on temperature and the rate of removal of excess vacancies recorded during liquidation, one can find the energy of formation and the activation energy of migration of vacancies, the sum of which (energies) determines the activation energy of self-diffusion.
Quenching liquid. Z.
may delay crystallization of liquids. in this case, the transition of the liquid to the glassy state. The rate of crystallization of metals is too high, so it is usually not possible to obtain them in a glassy amorphous state.
Quenching from a liquid state.
For some systems that have a certain type of phase diagram, generation from a liquid state is possible.
allows you to eliminate segregation
that occurs during crystallization at a normal cooling rate; obtain a supersaturated solid solution containing a significantly larger amount of the second component than is possible according to the phase diagram; obtain metastable phases that do not arise during slow crystallization and do not appear on the phase diagram.
Lit.:
, J., The process of isolation, in the collection: Advances in metal physics, trans. from English, vol. 2, M., 1958; , Phenomena of hardening and tempering of steel, M., 1960; Physical metallurgy, ed. R. Kana, trans. from English, V. 1-3. M., 1967.
Rice. 2. Part of the phase diagram of the aluminum-copper system adjacent to the aluminum. During quenching, a solid solution is fixed from the a-region, which turns out to be highly supersaturated with copper at low temperatures.
Rice. 1. Part of the phase diagram of the iron-carbon system corresponding to steels.
Heat treatment
metals, the process of processing products made of metals and alloys by thermal action in order to change their structure and properties in a given direction. This effect can also be combined with chemical, deformation, magnetic, etc.
Historical reference.
A person uses T. o.
metals since ancient times. Even in the Eneolithic era,
using cold forging of native gold and copper, primitive man was faced with the phenomenon of
work hardening,
which made it difficult to manufacture products with thin blades and sharp tips, and to restore ductility, the blacksmith had to heat the cold-forged copper in the hearth.
The earliest evidence of the use of softening annealing
of cold-worked metal dates back to the end of the 5th millennium BC.
e. Such annealing in terms of the time of appearance was the first operation of T. o. metals When making weapons and tools from iron produced using the cheese-blowing process,
the blacksmith heated the iron blank for hot forging in a charcoal forge.
At the same time, the iron was carbonized, that is, cementation occurred -
one of the types
of chemical-thermal treatment.
By cooling a forged product made of carburized iron in water, the blacksmith discovered a sharp increase in its hardness and an improvement in other properties.
Quenching
carburized iron in water has been used since the late 2nd - early 1st millennium BC.
e. In Homer’s “Odyssey” (8th-7th centuries BC) there are the following lines: “As a blacksmith plunges a red-hot ax or ax into cold water, and the iron hisses with a bubbling sound—iron is stronger when it is tempered in fire and water.” In the 5th century BC e. The Etruscans hardened mirrors made of high-tin bronze in water (most likely to improve shine during polishing). Cementation of iron in charcoal or organic matter, hardening and tempering of steel
were widely used in the Middle Ages in the production of knives, swords, files and other tools.
Not knowing the essence of internal transformations in metal, medieval craftsmen often attributed the achievement of high properties during transformation. metals to the manifestation of supernatural powers. Until the middle of the 19th century. person's knowledge about technology. metals were a set of recipes developed on the basis of centuries of experience. The needs of technology development, and primarily the development of steel cannon production. determined the transformation of T. o. metals from art to science. In the mid-19th century, when the army sought to replace bronze and cast iron cannons with more powerful steel ones, the problem of manufacturing gun barrels of high and guaranteed strength was extremely acute. Despite the fact that metallurgists knew the recipes for smelting and casting steel, gun barrels very often burst for no apparent reason. D.K. Chernov
at the Obukhov Steel Plant in St. Petersburg, studying etched sections prepared from gun barrels under a microscope and observing under a magnifying glass the structure of fractures at the point of rupture, concluded that the stronger the steel, the finer its structure.
In 1868, Chernov discovered internal structural transformations in cooling steel that occur at certain temperatures. which he called critical points a
and
b.
If steel is heated to temperatures below point
a,
then it cannot be hardened, and to obtain a fine-grained structure, steel must be heated to temperatures above point
b.
Chernov's discovery of the critical points of structural transformations in steel made it possible to scientifically select the thermal regime. to obtain the required properties of steel products.
In 1906 A. Wilm (Germany) on the duralumin
discovered aging after hardening (see
Aging of metals
)
-
the most important method of strengthening alloys on different bases (aluminum, copper, nickel, iron, etc.).
In the 30s 20th century thermomechanical processing
appeared , and in the 50s - thermomechanical processing of steels, which made it possible to significantly increase the strength of products.
To combined types of T. o. refers to thermomagnetic treatment, which allows, as a result of cooling products in a magnetic field, to improve some of their magnetic properties (see Soft magnetic materials, Hard magnetic materials
)
.
The result of numerous studies of changes in the structure and properties of metals and alloys under thermal influence was a harmonious theory of thermodynamics. metals
Classification of species T. o. is based on what type of structural changes in the metal occur when exposed to heat. That. metals is divided into thermal itself, consisting only of thermal effects on the metal, chemical-thermal, combining thermal and chemical effects, and thermomechanical, combining thermal effects and plastic deformation. The actual heat treatment includes the following types: annealing of the 1st kind, annealing of the 2nd kind, hardening without polymorphic transformation and with polymorphic transformation, aging and tempering.
Annealing of the 1st kind
(homogenization, recrystallization and to reduce residual stresses) partially or completely eliminates deviations from the equilibrium state of the structure that arose during casting, pressure treatment, welding and other technological processes.
Processes that eliminate deviations from the equilibrium state occur spontaneously, and heating during type 1 annealing is carried out only to accelerate them. The main parameters of such annealing are heating temperature and holding time. Depending on which deviations from the equilibrium state are eliminated, types of annealing of the 1st kind are distinguished. Homogenization annealing (see Homogenization
) is intended to eliminate the consequences of dendritic
segregation,
as a result of which, after crystallization inside the solid solution crystallites, the chemical composition turns out to be inhomogeneous and, in addition, a nonequilibrium phase may appear, for example, a chemical compound that embrittles the alloy.
During homogenization annealing, diffusion
leads to the dissolution of nonequilibrium excess phases, as a result of which the alloy becomes more homogeneous (homogeneous).
After such annealing, ductility and corrosion resistance increase. Recrystallization annealing eliminates deviations in the structure from the equilibrium state that occur during plastic deformation. During pressure treatment, especially cold treatment, the metal is hardened - its strength increases, and its ductility decreases due to an increase in the density of dislocations
in crystallites.
recrystallization
develops during which the dislocation density sharply decreases.
As a result, the metal softens and becomes more ductile. This annealing is used to improve workability and give the metal the necessary combination of hardness, strength and ductility. As a rule, during recrystallization annealing one strives to obtain a textureless material in which there is no anisotropy
of properties.
In the production of transformer steel sheets, recrystallization annealing is used to obtain the desired texture of the metal
that occurs during recrystallization. Stress-reducing annealing is used for products in which unacceptably large residual stresses have arisen during pressure treatment, casting, welding, heat treatment and other technological processes, which are mutually balanced inside the body without the participation of external loads. Residual stresses can cause distortion of the shape and dimensions of the product during its processing, operation or storage in a warehouse. When the product is heated, the yield strength decreases and, when it becomes less than the residual stresses, their rapid discharge occurs through plastic flow in different layers of the metal.
Annealing of the 2nd kind
applicable only to those metals and alloys in which phase transformations occur when the temperature changes.
During annealing of the second type, qualitative or only quantitative changes in the phase composition (type and volume content of phases) occur upon heating and reverse changes upon cooling. The main parameters of such annealing are heating temperature, holding time at this temperature and cooling rate. the annealing temperature and time are chosen to ensure the necessary phase changes, for example, polymorphic transformation (see Polymorphism
) or dissolution of excess phase.
In this case, care is usually taken to ensure that large grains of the phase that are stable at the annealing temperature do not grow. The cooling rate must be low enough so that when the temperature decreases, reverse phase transformations, which are based on diffusion, have time to occur. When annealing the 2nd type, the products are cooled together with the furnace or in air. In the latter case, the process is called normalization.
Annealing of the 2nd type is most often used on steel for general refinement of the structure, softening and improving machinability.
Hardening without polymorphic transformation
applicable to any alloys in which, when heated, the excess phase completely or partially dissolves in the main phase.
The most important process parameters are heating temperature, holding time and cooling rate. The cooling rate must be so high that the excess phase does not have time to precipitate (the phase separation process is ensured by the diffusion redistribution of components in the solid solution). This condition is met if duralumin and copper alloys are quenched in water; magnesium alloys and some austenitic steels can be hardened by cooling in air. As a result of quenching, a supersaturated solid solution is formed. Hardening without a polymorphic transformation can both strengthen and soften the alloy (depending on the phase composition and structural features in the initial and quenched states). Aluminum alloys with magnesium (see Magnalia
) are hardened to increase strength; in beryllium bronze, after quenching, the strength is lower and the ductility is higher than after annealing, and quenching of this bronze can be used to increase ductility before cold deformation. The main purpose of hardening without polymorphic transformation is to prepare the alloy for aging (see below).
Hardening with polymorphic transformation
applicable to any metals and alloys in which
the crystal lattice is rearranged upon cooling.
The main process parameters are heating temperature, holding time and cooling rate.
Heating is carried out to a temperature above the critical point so that a high-temperature phase is formed. Cooling must proceed at such a rate that a “normal” diffusion transformation does not occur and the lattice restructuring proceeds through the mechanism of a diffusion-free martensitic transformation.
When quenching with a polymorphic transformation,
martensite is formed,
and therefore this heat treatment is called martensite quenching.
Carbon steels are quenched for martensite in water, and many alloy steels, in which diffusion processes occur slowly, can be quenched for martensite with cooling in oil and even in air. The main purpose of hardening for martensite is to increase hardness and strength, as well as prepare for tempering. The strong strengthening of steels during martensite quenching is due to the formation of an interstitial solution supersaturated with carbon based on a
-iron, the appearance of a larger number of twin layers and an increase in the density of dislocations during martensitic transformation, the fixation of dislocations by carbon atoms and dispersed carbide particles, which can be deposited on dislocations in places of carbon segregation . Carbon steels become sharply embrittled when hardened to martensite. The main reason for this is the low mobility of dislocations in martensite. Carbon-free iron alloys remain ductile after martensite quenching.
Aging
applicable to alloys that have been quenched without polymorphic transformation.
The supersaturated solid solution in such alloys is thermodynamically unstable and prone to spontaneous decomposition. Aging consists of the formation, through diffusion inside the grains of a solid solution, of areas enriched in a dissolved element (Guinier-Preston zones) and (or) dispersed particles of excess phases, most often chemical compounds. These zones and dispersed particles of precipitated phases inhibit the sliding of dislocations, which is what causes hardening during aging. Aging alloys are therefore called dispersion-hardening. The main aging parameters are temperature and holding time. With increasing temperature, the diffusion processes of decomposition of the supersaturated solid solution accelerate, and the alloy strengthens faster. Starting from a certain exposure, at a sufficiently high temperature, overaging occurs - a decrease in the strength of the alloy. The reason for overaging is the coagulation of dispersed precipitates from the solution, which consists of the dissolution of smaller particles and the growth of larger particles of the separated phase. As a result of coagulation, the distance between these particles increases and the inhibition of dislocations in the grains of the solid solution decreases. Some alloys, such as duralumin, after quenching, are greatly strengthened even during exposure at room temperature (natural aging). Most alloys are heated after quenching to accelerate the processes of decomposition of the supersaturated solid solution (artificial aging). Sometimes stepwise aging is carried out with exposure first at one and then at another temperature. Aging is used mainly to increase the strength and hardness of structural materials (aluminum, magnesium, copper, nickel alloys and some alloy steels), as well as to increase the coercivity of hard magnetic materials. The holding time to achieve the specified properties, depending on the composition of the alloy and the aging temperature, ranges from tens of minutes
to several
days.
Vacation
subject alloys, mainly steels, hardened to martensite. The main parameters of the process are the heating temperature and holding time, and in some cases the cooling rate (to prevent temper embrittlement). In steels, martensite is a supersaturated solution, and the essence of structural changes during tempering is the same as during aging - the decomposition of a thermodynamically unstable supersaturated solution. The difference between tempering and aging is associated primarily with the characteristics of the martensite substructure, as well as with the behavior of carbon in the martensite of hardened steel. Martensite is characterized by a large number of crystal structure defects (dislocations, etc.). Carbon atoms quickly diffuse in the martensite lattice and form segregations on dislocations, and possibly dispersed carbide particles immediately after quenching or even during the quenching cooling period. As a result, the hardened steel finds itself in a state of maximum dispersed hardening or in a state close to it. Therefore, when dispersed carbide particles are released from martensite during tempering, the strength and hardness of steel either does not increase at all, or only slight strengthening is achieved. A decrease in the carbon concentration in martensite during the release of carbide from it is the cause of softening of martensite. As a result, tempering of steels, as a rule, leads to a decrease in hardness and strength with a simultaneous increase in ductility and toughness. Tempering of carbon-free iron alloys hardened to martensite can lead to strong dispersion hardening due to the release of dispersed particles of intermetallic compounds from a supersaturated solution. The reason for hardening in this case is the same as during aging. The terms "vacation" and "aging" are often used interchangeably.
Thus, by causing structural changes of various nature, it makes it possible to control the structure of metals and alloys and obtain products with the required set of mechanical, physical and chemical properties. Thanks to this, as well as the simplicity and low cost of equipment, T. o. is the most common industrial method for changing the properties of metallic materials.
Metallurgical plants use homogenization annealing of ingots to increase their ductility before pressure treatment, recrystallization annealing of sheets, strips, pipes and wires to remove work hardening between and after cold working operations, hardening, tempering, aging and thermomechanical treatment to harden rolled products and pressed products. . At machine-building plants, forgings and other workpieces are annealed to reduce hardness and improve machinability; they use hardening, tempering, aging and chemical-thermal treatment of various machine parts, as well as tools to increase their strength, hardness, toughness, fatigue and wear resistance and anneal products to reduce residual stresses. In instrument making, electrical and radio engineering industries, the mechanical, electrical, magnetic and other physical properties of metals and alloys are changed using annealing, hardening, tempering and aging.
On the magnitude of the change in mechanical properties during T. o. The following examples give an idea of metals. Recrystallization annealing of cold-rolled copper reduces the tensile strength from 400 to 220 MN/m
2 (from 40 to 22
kgf/mm
2)
.
simultaneously increasing the elongation from 3 to 50%.
Annealed steel U8 has a hardness of 180 HB;
hardening increases the hardness of this steel to 650
HB.
Steel 38 KHMYuA after hardening has a hardness of 470
HV,
and after nitriding the hardness of the surface layer reaches 1200
HV.
The tensile strength of D16 duralumin after annealing, hardening and natural aging is 200, 300 and 450
Mn/m2
(20, 30 and 45
kgf/mm2
)
.
In beryllium bronze Br.
B2 elastic limit s0.002 after hardening is 120 MN/m2
(12
kgf/mm2
), and after aging 680
MN/m2
(68
kgf/mm2
)
.
Lit.:
, Fundamentals of Heat Treatment of Alloys, 5th ed., M.-L., 1940; , Heat treatment of steel, 2nd ed., M., 1960; Metallurgy and thermal treatment of steel. Handbook, ed. And . 2nd ed., vol. 1-2, M., 1961-62; , Theory of heat treatment of metals, M., 1974.
.
Chemical-thermal treatment
metals, a set of technological processes leading to changes in the chemical composition, structure and properties of the metal surface without changing the composition, structure and properties of its core zones.
It is carried out using diffusion saturation of the surface with various elements at elevated temperatures. The choice of element (or set of elements) is determined by the required surface properties of the part. Saturation is carried out with carbon ( carburization
), nitrogen (
nitriding
), nitrogen and carbon (
nitrocarburization
,
cyanidation
), metals (see
Diffusion metallization
), boron (
boridation
), silicon (
siliconation
), etc.
Depending on the physicochemical state of the medium containing the diffusing element, chemical-t is distinguished. O. from the gas, liquid, solid or vapor phase (the first 2 methods are most often used). H.-t. O. carried out in gas, vacuum or bath ovens. H.-t. O. products made of steel, cast iron, pure metals, alloys based on nickel, molybdenum, tungsten, cobalt, niobium, copper, aluminum, etc. are exposed.
Physicochemical processes occurring near the surface during chromatography. o., consist in the formation of a diffusing element in the atomic state due to chemical reactions in a saturating medium or at the interface between the medium and the metal surface (when saturated from the gas or liquid phase), sublimation of the diffusing element (saturation from the vapor phase), subsequent sorption of atoms of the element by the surface metals and their diffusion
into the surface layers of the metal. The concentration of the diffusing element on the metal surface, as well as the structure and properties of the diffusion layer depend on the chemical technology method. O. The depth of element diffusion increases with increasing temperature (according to the exponential law) and with increasing duration of the process (according to the parabolic law). The diffusion layer formed during chromatography. O. parts, changing the structural and energetic state of the surface, has a positive effect not only on the physical and chemical properties of the surface, but also on the volumetric properties of the parts. H.-t. O. allows you to provide products with increased wear resistance, heat resistance, corrosion resistance, fatigue strength, etc. (see articles on specific chemical-technological processes).
Lit.:
, Chemical-thermal processing of metals and alloys, 2nd ed., M., 1965; , Technology of chemical-thermal treatment at machine-building plants, M., 1965; , , Refractory coatings, 2nd ed., M., 1973; , On the mechanism of formation of the diffusion layer, in the collection: Protective coatings on metals, v. 10, K., 1976.
.
Hardening
metals and alloys, changes in the structure and, accordingly, properties of metals and alloys caused by plastic deformation at temperatures below the
recrystallization
.
N. is also called the technological process of creating a strengthened state of a material by cold surface plastic deformation. is explained by the accumulation in the metal of part of the deformation energy, which is spent on distorting the crystal lattice, the formation of predominantly oriented crystals ( textures
), changing the dislocation structure, as well as increasing the specific volume of the metal in the layer. N. can be the result of the action of external deforming forces (deformation N.) or, less commonly, phase transformations (phase N.). N. is accompanied by an increase in strength and hardness and a decrease in the plasticity of the material.
In technology, N. is used for surface hardening of parts. In addition, N. leads to the appearance in the surface layer of a part of a favorable system of residual stresses, the influence of which mainly determines the high strengthening effect of surface plastic deformation, expressed in an increase in fatigue strength and sometimes wear resistance. N. is carried out using special methods and on special equipment, for example, rolling of cylindrical surfaces with rollers, the teeth of gear wheels with rollers or gear knurls, shot blasting of shaped surfaces, processing with impact tools, etc.
Lit.:
, Surface hardening to increase the strength and durability of machine parts, 2nd ed. M., 1969; , , Structure and mechanical properties of metals, M., 1970
.
Oh jig,
a type
of heat treatment
of metals and alloys, mainly steels and cast irons, consisting of heating to a certain temperature, holding and subsequent, usually slow, cooling.
processes of return
(
rest of metals
),
recrystallization
and
homogenization
. - reducing hardness to increase machinability, improving the structure and achieving greater homogeneity of the metal, relieving internal stresses.
| Due to its large volume, this material is placed on several pages: 6 |
Making your own cutters: a step-by-step guide
The main thing is to use only tool steel that has sufficiently high performance characteristics.
Experts recommend choosing an alloy or high-speed carbon version.
Selecting the required configuration of files or rasps
The selection of these parts will be easier if the owner knows in advance exactly what tasks he faces. After this, choosing the length, shape and size will not be difficult. Here are some tips.
- If you need to file up to 5-10 mm in thickness, it is better to stop at cut number 0 or 1.
- The processing accuracy should be within 0.01-0.02 mm.
- It is much easier to choose devices based on length.
The main guideline is the dimensions of the surface that needs to be sawed. The larger this parameter, the larger the device itself should be.
You can use a specific formula to make the calculation more accurate. We add 15 cm to the length of the surface of the product. We get the value, which will be the length of the working surface of the file or rasp. The main thing is that when working, the tool is passed over the entire workpiece.
Fastening cutting parts
Homemade tools do the same as professional ones. The optimal solution is self-tapping screws. The higher quality the product, the better.
Temperature of critical points of steel 45
As previously noted, to improve the performance properties of the metal, heat treatment is carried out. It involves exerting a certain influence on the structure, after which the crystal lattice is rearranged and the qualities change. When carrying out heat treatment, critical points are often taken into account. Processing of steel St 45 is carried out taking into account the following factors:
- Temperature conditions. It is important to choose the right temperature, since too low will cause incomplete heating of the structure and complete restructuring of the structure will not occur. Too high an indicator causes overheating of the metal, as well as the appearance of scale. A variety of settings can be used to ensure that the required temperature is applied. An example would be blast furnaces or electrical installations. Melting temperatures that are too high determine that it is quite difficult to harden the steel in question at home.
- Rate of temperature increase. The heating rate can also determine which qualities will be transferred to the processed product. Modern equipment allows you to control the heating rate with high precision. For example, HDTVs have an electronic control unit; electrical energy is converted into magnetic energy, which causes heating of the structure.
- The length of time between exposure to different temperatures. When heat treating all metals, the presence of three critical points is taken into account and taken into account. The length of exposure may depend not only on the chemical composition of the material, but also on the size and shape of the workpiece.
- Features of the cooling process. The quality of the resulting product largely depends on the conditions under which the cooling process took place. For example, it is possible to use oil or water, as well as various powders as a cooling medium.
Quite often, HDTV is used to change the qualities of a metal. It is characterized by high efficiency in application, as well as ease of use. Today there are models that, if desired, can be installed in a home workshop.
Critical points are considered to be temperatures at which restructuring of the structure occurs. There are three main temperature points that are displayed on the plotted diagram.
Attention is also paid to choosing a more suitable cooling medium. For example, it is possible to carry out cooling in water. However, such an environment leads to uneven cooling, which leads to scale and other problems. For higher quality, oil is used. Large workpieces can be cooled in the open air, since it takes a long time to reduce the temperature.
Read also: How to use a large paper stapler
How to install a parting cutter
In order to perform cutting correctly without increased wear of the cutting plate, as well as to ensure the required quality of the end after cutting, it is necessary to align the cutter strictly perpendicular to the part. In addition, it must be installed opposite the axis of rotation with a vertical deviation of no more than ± 0.1 mm. Placing the edge of the blade even a few tenths of a millimeter higher can cause the cutting blade to break, and placing it too low can leave an uncut step on the workpiece. Cutting must be done as close to the chuck jaws as possible, using a cutter with a minimum overhang.
To facilitate the processing of complex materials on desktop machines, spring and inverted cutters are used. But, probably, craftsmen use other designs for these purposes, as well as various improvements to “standard” cutters. If you know anything about this, please share information in the comments to this article.
Operating rules
Turning cutters are capable of performing their main function for a long time until the working surface is ground down. But improper use will shorten the life of the tool. To prevent preliminary wear, you need to follow simple operating rules:
- Install centrally.
- The larger the dimensions of the workpiece, the larger the cutter should be.
- Turn on cooling when operating in heavy conditions.
- Sharpen in a timely manner.
- Periodically polish the working surfaces with a fine-grained stone without removing the tool from the tool holder.
- Apply the tool to the workpiece manually, and after touching, turn on the automatic feed.
- When stopping the machine, first manually retract the tool, then turn off the unit.
- Select the correct cutting modes.
- Do not store the tool in a pile - this will lead to chips and cracks on the cutting edge.
- When working with a cutting tool, bring it as close to the chuck as possible.
Many types of work are performed on a lathe. A separate cutter is provided for each process. It is selected based on the material being processed, cutting conditions, cleanliness and roughness parameters. The tool must be sharpened in a timely manner, and the rules of operation and storage must be followed.
Sets of cutters with other parameters
Cutters for a metal lathe 8x8 mm from the Czech company Proma are represented by eleven tools. By means of soldering, they are equipped with carbide plates. The cutter sizes in this set are 80 mm and 125 mm.
Those who need a tool with a tail section of 0.12 cm for work can use cutters for a 12x12 mm metal lathe. A wide range of work can be performed using the following cutters:
- pass-through bent;
- persistent;
- threaded;
- boring;
- cutting;
- slotted and other types of cutters.
In the modern tool market, a wide range of different products for metalworking equipment is available to the consumer. For a beginner who has decided to purchase a set of cutters for a metal lathe, experts recommend that they familiarize themselves in detail with the classification of these tools, carefully study their design features and characteristics, so that they do not have to regret their purchase in the future.