Corrosion poses a great danger to metal. This process leads to its gradual destruction and failure of large metal structures. The situation poses a danger to people and equipment.
But metal corrosion is often associated only with its surface. This is not true.
Rust can also develop in welds. Even if the sheet or steel part is well protected from corrosion, the danger to the joint remains high.
To prevent the development of the process, it will be necessary to protect the welds from corrosion. Let's look at how to ensure safety and what you should pay attention to first.
Oxidation of metals during welding and soldering
Page 1 of 6Next ⇒Introduction
In fusion welding, under the influence of a heat source, the edges of the metal of the elements being welded (base metal) and, if necessary, additional metal (welding wire) melt at the joint, forming a weld pool. Various physical and chemical interactions occur in it. During cooling, as the heat source is removed, the metal of the weld pool crystallizes, forming a weld connecting the elements being welded. Unlike the base metal, the structure of which is characterized by grains crushed after plastic deformation (rolling, etc., with the exception of welded-cast structures), the weld metal always has the structure of cast metal with enlarged grains. Its chemical composition and properties may differ significantly from the composition and properties of the base metal.
Near the weld in the base metal, under the influence of heat spreading from the welding zone, structural changes occur (heat-affected zone). Thus, the welded joint, i.e. Weld metal and heat-affected zone (HAZ) are characterized by a variety of structures and, therefore, properties.
When fusion welding, various sources are used as a heat source: high-temperature gas flame (gas welding), electric arc (electric arc welding), heat generated in the slag bath by an electric current passing through it (electroslag welding), heat of a jet of ionized plasma gases (plasma welding) , heat released in the metal as a result of the transformation of the kinetic energy of electrons in it (electron beam welding), heat introduced into the metal as a result of absorption of a laser light beam (laser welding) and some others.
General characteristics of metallurgical
Processes
Many technological welding processes, as well as soldering processes, require the melting of filler materials (wire, electrodes, solder, etc.), as well as the edges of the metals being welded during fusion welding.
In the latter case, a pool of liquid metal is formed in the welding zone. During melting, flowing into the bath and in the bath itself, the metal is usually heated to high temperatures, up to the boiling point. As a result, it undergoes intense evaporation. This is especially pronounced when welding alloys containing elements with low boiling points, because As a result of the development of evaporation, the composition of the alloy in the weld zone changes, and consequently the properties of the weld.
Under the influence of the gas environment in which the metal is melted during welding (most often this is the air around us), oxidation of the metal is observed, as well as the dissolution of other gases that make up the air in it. This can also lead to changes in the composition of the weld metal, the formation of non-metallic inclusions, gas pores and hot cracks in the welds.
In order to improve the quality of the weld metal, the liquid metal in the bath is always protected from exposure to air using special technical techniques: special protective gases, fluxes, and coatings on the electrodes are used. Sometimes the process is carried out in an active gaseous environment or in a vacuum. In some cases, the metal is specially alloyed with the necessary elements in order to compensate for the loss of these elements as a result of evaporation, as well as to compensate for the harmful effects of impurities, the content of which in the weld metal may increase during interaction with the environment.
Electrode coatings and fluxes are mixtures of salt, oxide and salt oxide substances, which undergo various transformations during the welding process: melt, dissociate, evaporate, etc. Moreover, the products of these transformations are used to protect the molten metal from the environment, as well as to alloy it.
For example, the electrode coating contains starch, dextrin, cellulose, carbon dioxide salts, marble, magnesite, etc. These substances, decomposing under the influence of the high temperature of the heat source, form a significant amount of gases (H2, CO, CO2, H2O - steam), which expand push away the surrounding air, and therefore O2 and N2 along with it. Therefore, these substances are called gas-forming substances.
The electrode coating also contains slag-forming substances, most often oxides and halide salts. These substances, when melted, form slags that envelop drops of the molten metal of the electrode and cover the bath with a continuous layer, thus isolating the molten metal from the surrounding air.
Slags also perform refining and alloying functions, i.e. they “wash” the metal of the bath, clearing it of harmful impurities, and also alloy it to improve the properties of the deposited metal.
Fundamentally the same scheme is used when creating fluxes for submerged arc welding, electroslag welding, and soldering. The only difference is in the relative content of gas-forming and slag-forming components. For example, flux for ESW does not contain gas-forming components at all, since the melting and transfer of metal from the electrodes occurs inside the slag bath. Under these conditions, there is practically no contact of the molten metal with the surrounding air.
In gas-electric welding (argon arc, CO2 welding), the area around the welding arc is closed with a stream of shielding gas flowing from the torch through a special nozzle. In this case, either weakly active gases (for example CO2) or completely protective gases (Ar, He) are used.
Carbon dioxide (CO2), containing oxygen, somewhat oxidizes the metal in the weld pool, therefore, to “compensate”, a slightly larger amount of elements - deoxidizers (Mn, Si) are added to the filler wire.
Thus, with almost all fusion welding methods, it is necessary to take into account the interaction of the metal, its impurities or alloying additives with the environment (gases), slag or gas-slag environment.
It is known that the course of interaction reactions between simple or complex substances is determined by temperature, pressure, the nature of the interfaces, the rate of entry of substances into the reaction zone, interaction time, etc.
Let us briefly consider these conditions in relation to welding processes.
1. Temperature conditions in the reaction space. The temperature of the molten metal in any weld pool is not the same and varies along its length, width and depth, Fig. 1.1. In this case, the temperature of the liquid metal at the edges of the unmelted or solidified metal (along the contour of the bath - near the isothermal surface Tmel) is approximately equal to its melting temperature. The surface of the bath directly below the source (under the most heated part of the flame or spot of the welding arc and adjacent parts) has a higher temperature (overheated above Tm).
Rice. 1.1.
In the intermediate zones of the bath, the temperature of the liquid metal is higher than Tmelt, but lower than the maximum. The contour of the weld pool (T=Tmel) in plan and such isothermal surfaces in various sections (1-1V) along its length are shown in Fig. 1, a. The temperature gradient in the bath, in addition to the type and mode of welding, also depends on the intensity of liquid metal flows, the general nature of which is shown in Fig. 1, b. The temperature distribution of the surface of the metal of the weld pool during gas welding and arc welding with a non-consumable electrode is shown schematically in Fig. 1, c.
Note that during gas welding, the surface temperature of the weld pool is 1600 – 1630°C, i.e. approximately 100 - 150°C higher than Tmel. When welding with a non-consumable electrode, the maximum temperature of the bath surface is slightly higher and can reach 1800 - 1850 ° C. The nature of the temperature distribution in the welding zone during arc welding with a consumable electrode with a coating is shown in Fig. 1.2.
Rice. 1.2.
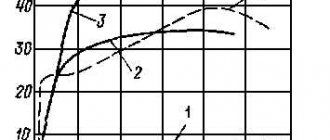
It can be seen that in the metal part of the consumable electrode the temperature increases as it approaches the end at which the arc burns (solid line in Fig. 2a). At some distance from the end, the temperature reaches the melting point, the rod melts, forming a drop of metal.
The end surface of the drop approaches the boiling point of the metal.
The coating, being non-conducting or weakly conductive, has a temperature lower than the rod. The composition and thickness of the coating are selected taking into account that its melting is carried out together with the electrode rod. Gases from the coating begin to be released above the melting zone, and slags partially cover (envelop) the metal drop at the end of the electrode and are sometimes in the form of small particles inside the metal drop.
With a certain time interval (usually from 0.05 to 1.0 s, most often 0.1 - 0.5 s), the drop is separated from the electrode and transferred to the other pole of the arc - into the weld pool. This transfer can occur at the moment of short-circuiting the arc gap with a drop of molten electrode metal, and at high current strength (density) the drops break away from the electrode and fall into the bath to cross the arc gap. During the transfer process (its duration is 0.01...0.05 s), the drop continues to be heated by the gases of the welding arc (their temperature is 4500 - 8000oC) and its average temperature can increase. According to various data, the temperature of droplets in the arc gap during manual welding with steel electrodes is 2100...2350 °C, increasing with increasing strength and current density in the electrode.
When submerged arc welding, the process is qualitatively carried out in the same way, only instead of a coating, the end of the electrode is enveloped (shrouded) in slag formed when the flux melts. The temperature of droplets during automatic submerged arc welding at the moment of transition through the arc when welding steel can be about 2500 °C.
The droplet temperature when welding in carbon dioxide (CO2) with an electrode wire diameter of 1.2-2.0 mm ranges from 2350 to ~ 2600 oC.
The duration of drop transfer is 0.01-0.05 s. In this case, the drops are heated, because pass through the hot zone of the arc column. A similar situation occurs in submerged arc welding and in CO2, Ar and He. Drops falling into the bath increase its temperature at the point of impact.
Thus, when arc welding with a consumable electrode, overheating of the metal above the melting temperature is quite significant.
When gas welding, overheating is the least. During ESF, the temperature regime is intermediate (Tubing ≈ 1900 oC, Boiling ≈ 2000 oC).
Since the drops fall into the bath along with the slag, a mixture of liquid metal, slag particles and gas bubbles is formed in it.
2. External pressure at which reactions occur during welding conditions ≈ 1 atm (except for some special cases - welding under water at a significant depth, welding in a vacuum).
3. The interface (i.e., contact surface) between liquid droplets and the environment during welding is usually quite large, because The drops are small in size. In other words, the interaction surface area relative to the volume of the metal is very large. The presence of gas and slag particles inside the droplets further increases the metal-gas and metal-slag interaction surface.
4. The interaction time, that is, the time the metal remains in the weld pool in a liquid state, ranges from a few seconds to 30-40 s.
Thus, the conditions for the interaction of molten metal during welding are characterized by rather large nonequilibrium. On the one hand, the temperature in the weld pool zone is very high and continuously changes; there are large temperature gradients along the length, width and depth of the weld pool. On the other hand, new portions of unreacted components (filler metal, gases, flux components, coatings, etc.) continuously enter the reaction zone.
Oxidation of metals during welding and soldering
When fusion welding and soldering, oxidation of the weld metal is almost always observed. However, deoxidation occurs simultaneously, as well as the removal of the products of this reaction into the slag. Therefore, it is difficult to establish the intensity of oxidation both at individual stages of the process and overall. This is especially difficult to do in cases where oxidation produces oxides insoluble in the metal, which in overwhelming quantities turn into slag.
Even with automatic submerged arc welding, the final concentration of oxygen in the weld metal increases several times compared to its initial content in the filler wire and base metal (Table 2.1).
Table 2.1
Welding oxygen content
| Material and type of welding | Brand | O2 content, % | Mn content, % | Si content, % |
| Sheet steel | Steel 20 | 0,0033 | 0,5 | 0,2 |
| Wire | Steel 20 | 0,0173 | 0,54 | 0,02 |
| Weld metal: arc welding | Bare electrode | 0,3043 | 0,09 | 0,014 |
| Weld metal: arc welding | Chalk coated electrode | 0,233 | 0,16 | |
| Weld metal: Arc welding | Covered electrode OMM5 | 0,0521 | 1,12 | 0,09 |
| -«- | Covered electrode UONI13/55 | 0,02 | 0,74 | 0,23 |
| Automatic submerged arc welding | Covered electrode OSC-45 | 0,0335 | 0,77 | 0,18 |
The total oxidation of the metal is much greater, because At the same time, deoxidation occurs, which confirms the high content of Si and Mn in the weld metal. During welding and soldering, they oxidize the gases, slags and previously formed surface oxide films surrounding the metal.
Oxidation by gases
The gas environment that surrounds the molten metal during welding is either created specifically (Ar, He, CO2, etc.), or is formed during the welding process due to the dissociation or combustion of components of electrode coatings and fluxes, or during the combustion of flammable gases in oxygen.
Hygroscopic and bound moisture may be present in electrode coatings and fluxes, as well as in gases. Hygroscopic moisture is also present on the surface of the filler wire. Sometimes flux powders are mixed with water and used as a slurry. During welding, moisture evaporates, increasing the water vapor content in the area surrounding the molten metal.
From the point of view of oxidizing ability, gaseous media can be divided into 3 groups:
1. First group: H2, He, Ar, N2. In these gases, free or bound (water vapor) oxygen is an impurity, the amount of which is sought to be reduced to technically possible limits (for example, by drying). However, for economic reasons, some presence of oxygen is allowed (Table 2.2).
Table 2.2
Oxygen content in Ar according to GOST 10157-79
| Variety | O2 content, % | H2O content, % |
| Higher | 0,0007 | 0,007 |
| First | 0,002 | 0,01 |
B Not according to TU51-689-75
| Brand | O2 content, % | H2O content, % |
| A | 0,0001 | 0,0005 |
| B | 0,001 | 0,002 |
| IN | 0.001 | 0.002 |
In CO2 according to GOST 9010-85
| Variety | H2O content, % |
| Higher | 0,037 |
| First | 0,184 |
2. The second group includes gases that are formed during the welding process itself as a result of dissociation of the components of the electrode coating, fluxes or combustion of gases. Depending on the type of initial welding materials (type of electrodes, brand of flux), the composition of the gas environment can vary within wide limits. When welding with electrodes whose coating contains components of organic origin (starch, cellulose), the gases contain a lot of hydrogen. If there are no organic components in the coating, then the content of carbon dioxide salts is usually high. Therefore, gases contain a lot of carbon monoxide and carbon dioxide (Table 2.3).
Table 2.3
Composition of gases of the second group, %
| Type of welding | CO | CO2 | H2 | H2O | CnHm | N2 |
| Oxy-acetylene welding | 54,4 | 2,93 | 23,11 | 5,67 | — | 13,89 |
| Electric arc welding with TsM-7 electrode (up to 7.0% cellulose) | 49,8 | 3,39 | 39,0 | 5,44 | 3,82 | — |
| Electric arc welding with cellulose coated electrode (pure cellulose) | 42,1 | 1,1 | 51,1 | 5,6 | — | — |
| Electric arc welding with an electrode containing carbon dioxide salts (no organic components) | 77,1 | 18,7 | 2,1 | 2,1 | — | — |
3. Gases of the third group are oxidizing in nature. First of all, it is CO2. Sometimes Ar is used with the addition of a few percent O2.
It is difficult to make quantitative estimates of metal oxidation by gases, because Between the slag and the metal, oxidation processes and also deoxidation processes occur simultaneously. Therefore, the assessment can only be qualitative. In particular, we can only answer the question of which gases are oxidizing and which are reducing in relation to a given specific material. This can be done by comparing the dissociation elasticity of the oxide of the metal under study (PO2 (MeO)) and the partial pressure of free oxygen in the gas phase {PO2}. If {PO2} >PO2, then oxidation can occur. When {PO2} < PO2 – recovery.
Gases of the first group
Argon can contain up to 0.003% O2, which in terms of partial pressure is 0.00003 atm (that is, 3 10-5 atm). In real conditions, there may also be air leaks.
Gases of the second group
They have a complex composition. Since they do not contain gas-forming oxides, the exact oxygen content can only be determined by calculation. When comparing the composition of gases, it is clear that the gas environment of electrodes with cellulose coating is the least oxidizing, because in its composition the amount of CO2 + H2O is the smallest. Note that in this case there may also be an air leak.
According to calculations, the composition of the gas environment at these electrodes at 3000 oK: 42.8% CO; 0.4% Co2; 50.2% H2; 6.5% H2O and 2.77 10-3 % O2, which in terms of partial pressure is 2.77 10-3 atm.
Gases of the third group
At T = 3000 oK CO2 strongly dissociates. In this case, the partial pressure of O2 is close to 0.21 atm, i.e. equal to the partial pressure of O2 in air.
Thus, a comparison of the gas environment of all groups shows that in group 1 the partial pressure of oxygen {PO2} = 0.00003 atm
(3 · 10-5 atm), in the 2nd group - 0.0000277 atm (2.77 · 10-5 atm), in the third group - 0.21 atm.
If we compare the values of the partial pressure of oxygen {PO2} with the elasticity of dissociation (PO2) of oxides of metals such as Mg, Al, Zr, Ti, etc., we can say that for all these metals the gas environment is oxidizing in nature.
The possibility of oxidation or reduction of any element as a result of its interaction with a gas environment containing free O2 under welding conditions is determined by comparing the elasticity of oxide dissociation (PO2 (MeO) = PO2) and the partial pressure of free oxygen {O2} in the gas phase. If partial {PO2} >PO2, then oxidation can occur. When {PO2} < PO2 - recovery. The case when {PO2} = PO2 corresponds to equilibrium conditions, i.e. no oxidation or reduction occurs. In relation to the final state, this case is not typical for welding.
The elasticity of dissociation of oxides in solution, P´O2, differs from the elasticity of dissociation of free oxides (PO2). If oxides are dissolved in liquid metal, then the elasticity of its dissociation usually changes (decreases), because
Р´О2 = РО2 · ,
where is the activity of the oxide, associated with the degree of saturation of the melt metal with it
= .
Note that the maximum saturation [(% oxide in Me)max] increases with increasing temperature.
As an example of the above, we note that the elasticity of dissociation of ferrous oxide (PO2(FeO) at different concentrations of oxygen (O2) according to the calculated data given in reference books is:
| O2 | 0,01 | 0,05 | 0,1 |
| PO2, atm | 1,84·10-8 | 4,6·10-7 | 1,84·10-6 |
A comparison of the data in this table with data on the partial pressure of oxygen {PO2} in a gaseous medium for gases of group 2 shows that gases in the area of the welding arc oxidize the metal even with its content of £ 0.1%. Only in rare cases do welding gases not oxidize the metal. For example, when welding in a vacuum. However, in most cases, gases play a protective role, because their oxidizing effect is significantly less than that of air (the air contains "20% O2, that is, its partial pressure {PO2} in the air is 2 10-1 atm. Therefore, air is a strong oxidizing agent for iron under welding conditions ({PO2} >> PO2). In addition, it is important to note that gases in all cases displace nitrogen. It must be borne in mind that the oxidized metal can be deoxidized. It is difficult to remove nitrogen, because it binds into nitrides.
When soldering, the gas environment can consist of air, combustion products of flammable gases, hydrogen, hydrogen-nitrogen mixture, gaseous fluoride and chloride compounds, Ag, etc. In some cases, soldering is performed in a vacuum. Air and gas flames typically cause oxidation of both the metal being soldered and the solder.
Hydrogen and hydrogen-nitrogen environments are reducing in nature (especially for steels). Elements such as Cr, Si, Al have too high an affinity for O2 and are usually oxidized by such environments.
1Next ⇒
Site search:
Why does a lot of slag form when you cook with electrodes?
During the welding process, the electrode coating or flux dissolves. Some of the iron, sulfur and phosphorus from the material being welded burns out. The electrical conductivity of slag is less than that of metal, so it heats up worse and extinguishes the arc. Increased voltage and incorrectly selected operating parameters, electrodes contribute to metal burnout, oxidation of iron and other steel elements.
The reason why there is a lot of slag lies in its structure. All substances formed as a result of metal melting from an electric arc are lighter than steel, do not have strong bonds with each other and float to the surface.
Welding process
Welding with an inverter for beginners, how to weld without slag inclusions
The inverter turns alternating current into direct current and allows you to change the polarity. Reverse current welding usually produces less slag.
The advantages of an inverter over a conventional welding machine are its small size and operation on current with a household voltage of 220 W and a frequency of 50 Hz. For beginners, it is important to be able to smoothly change the current strength.
Inverter devices have additional arc functions:
- easier ignition;
- emergency shutdown when stuck;
- afterburner ignition.
All of them simplify the work of an inexperienced welder and prevent sticking of the electrode.
How to get rid
You can get rid of slag when welding with an inverter by changing the polarity of the current and moving the electrode from minus to plus. When working with thin metal, it is necessary to take into account its rapid cooling and do not apply high voltage; the sheet may burn out. You can’t stay in one place for a long time; you need to move the arc evenly and quickly. A terminal from “–” is attached to a thin sheet, and “+” is applied to the electrode. The thick sheet heats up and cools down longer so that the slag has time to come out, minus is applied to the metal being welded, and plus is applied to the electrode.