For more specific work, you will need a simple mold, which is made from two steel plates 6-8 mm thick and 40X60 mm in size. Four holes are drilled in the corners and an M4 thread is cut to tighten the halves with screws. The inner edges of the plates are slightly ground down so that the edges do not cut into the rubber. In the case of a complex configuration of the parts being repaired, the plates are given the appropriate shape or additional holes and grooves are made.
Before starting work, thoroughly clean the area to be treated (the edges of the pasties are cut at an angle of 45°) and degrease with light gasoline (B-70). Then a patch of the required size made of raw rubber is applied to the repaired area, placed in a mold and tightened tightly with screws. By placing it on a heated iron so that the entire plane of the lower half of the mold touches the heating surface, wait for 10-15 minutes. During operation, make sure that the rubber does not touch the hot parts of the iron. Grooves for gluing beads are drilled with the halves of the mold tightened, and the diameter of the drill should be equal to the diameter of the bead. You can drill several holes in one mold for different diameters of beads, but the distance between them must be no less than the thickness of the workpiece. Otherwise, heating of the gluing area will be uneven and the quality of vulcanization will deteriorate. Cleaning the gluing areas or trimming the ends of the bead is done immediately before work, and the raw rubber is applied in a thin layer - this will make the connection stronger.
Diagram of a vulcanizer with an integrated clamp
Cut a bracket from five-millimeter steel (see figure), weld a cylindrical boss to it on top, and a strip of metal 50 mm wide along the inside. The cross-section of the resulting clamp should be T-shaped. Drill a hole along the axis of the boss and cut a thread in it for the clamping screw. Then bolt the iron body to the bottom of the clamp - and the vulcanizer is almost ready.
Raw rubber is applied to the cleaned area of the rupture, then paper and everything is pressed on top with an iron. Some weight is placed on the iron. Vulcanization lasts 10-15 minutes, iron temperature 140-150 °C (thermostat in “silk” position). Since the exact temperature of the iron is unknown, care must be taken not to burn the rubber. A burning rubber smell will indicate that the heat is too high.
Piston mechanism
A piston from a car or motorcycle is used as a design element. This vulcanizer does not require electricity. This requires a supply of 50 g of gasoline.
A camera with a patch is placed on a wooden plank. A cylinder filled with gasoline is placed on top. And the entire structure is bolted together. The gasoline is set on fire. After it burns, time is given to cool. And then he sorts it out.
A vulcanizer is a very important device for a motorist. It is especially necessary on the road in case of an unforeseen situation. There is no point in making an expensive purchase at home. Since such a device can be made from used devices.
Source
Do-it-yourself vulcanization - repair features, advantages and disadvantages
With the modern development of the car service network, many car owners prefer to entrust minor repairs and maintenance of their car to professionals: the work is relatively inexpensive, and in many cases it is easier and easier to take the car to a service station. However, rubber vulcanization is often done by hand and is used not only for repairing tire cuts and restoring inner tubes, but also for domestic purposes.
Cold vulcanization of rubber
In total, there are two ways to repair tires and tubes - cold and hot vulcanization, the second of these methods began to be used in the mid-19th century. The cold vulcanization method was discovered in 1939; now a kit for sealing inner tubes can be purchased at almost any auto store. For vulcanization, rubber or a special patch is used; the repair kit usually includes:
- “patches” of different sizes;
- "fungi";
- means for treating rubber surfaces;
- spool;
- special glue;
- spool cap;
- special cutter or awl.
Cold repair of a car tire is carried out according to the following principle:
- the edges of the cut/damaged area are treated with sandpaper;
- rubber dust is blown out with compressed air; the presence of moisture or oil is not allowed in it;
- the surface is degreased, then special glue is applied to it;
- The patch is also coated with glue and pressed firmly onto the damaged area.
The glue drying time is approximately 20-30 minutes, after which the tire is inflated and the seal is checked for tightness. But this method mainly only helps to get to the tire repair shop; normal operation of the tire can only be restored with the help of hot vulcanization.
Another point is that using the cold method you can repair rubber with longitudinal damage of no more than 35 mm, and with transverse damage of no more than 25 mm. The repair kit is often accompanied by instructions that describe the entire technology for repairing tubes and car tires.
Hot vulcanization using raw rubber
Raw rubber is a material that can change its properties under the influence of high temperature, weld into a single composition with the base of a tire or tube, turning into ordinary rubber as a result of heat treatment. The reverse process is no longer possible here, but due to the property of reliably setting rubber, it is able to repair quite serious cuts and punctures, and restore the performance of the tire/tube by 90-100% (in many cases).
Hot vulcanization of tires and tubes is always carried out using a press; welding of rubber with rubber is carried out over a certain period of time; the time of welding of rubber depends on the depth/area of the damaged area.
It takes 4 minutes to seal every millimeter of cut; therefore, a hole 3 mm deep will require vulcanization for 12 minutes.
But the process of heating the rubber itself is not limited to these minutes; here it should be taken into account that a standard industrial vulcanizer must warm up for 20 minutes, another 40 minutes are spent on warming up the pressure equalization pads (if they are provided in the design of the vulcanizer).
The standard vulcanization temperature is 140-150 degrees, and you can repair a tire, bicycle or car tube not only with a factory vulcanizer, but also with the help of a home-made device; for this you can use household heating devices, various proprietary designs.
How to hot vulcanize a tire
Repairing a car tire using a vulcanizer is a rather labor-intensive process that has many of its own nuances, so let’s look at the most basic points. Repairing a cut in a radial tire is done in the following order:
- First of all, the wheel is dismantled, it is necessary to provide access to the inside of the cut/puncture;
- then the cord (rubber) is cleaned around the damage; after treatment, the surface should become rough;
- rubber crumbs and dust are blown off with compressed air, the damaged area is treated on both sides with a special compound, the exposed cord wire should be removed by biting it off using side cutters;
- a patch of the appropriate size is installed on the inside of the tire using the rolling method; they begin to attach it from the tire bead to the center;
- from the outside, the damaged area is filled with raw rubber, cut into pieces of 10-15 mm; before filling, they are preheated on a stove; an extruder is used to speed up the heating process.
The rubber is carefully pressed and leveled on the surface of the tire, stripped, and the repair layer should be 3-5 millimeters higher than the general level of the rubber.
Afterwards, you need to use a grinding wheel to remove a small layer of raw rubber on top; if the surface is loose (with air), all the repair compound should be removed from the cut, and the whole operation should be repeated again.
If, when filling a cut with raw rubber, there is no air in the patch, the tire is sent under a hot press. To accurately apply pressure to the patch, it is recommended to mark the center of the damaged area with chalk.
To prevent the heater plates from sticking to the rubber, it is necessary to place thick paper or other similar material between the metal and the rubber compound.
Homemade vulcanizer
Any vulcanizer must have two important components - a heating element and a press. A vulcanizer can be made from different components, the most common options are:
- using an ordinary iron;
- based on electric stove;
- with a piston from a car engine.
In the design with an iron, the heating plate is the sole of the household appliance; in the version with tiles, a metal plate is placed on the spiral so that the rubber does not stick to the metal; paper or asbestos is laid between the materials. A homemade vulcanizer with an electric heater must be equipped with a thermostat so that it turns off the heating device at a temperature of 140-150 degrees Celsius.
It is most convenient to use a regular clamp as a press (clamping device); if, when heated, the rubber begins to emit an unpleasant odor, the vulcanization temperature should be slightly reduced. The most ideal homemade option is an iron with a thermostat plus a clamp; the manufacture of such a simple device requires a minimum of design and financial costs.
A vulcanizer with a piston works according to the following scheme:
- the chamber to be repaired is placed on a flat metal surface;
- the section of rubber subjected to vulcanization is pressed from above by the bottom of the piston, the engine part is fixed using a homemade clamp;
- Thick paper is laid between the metal and rubber;
- river sand is poured around the piston (so that the paper does not catch fire);
- Gasoline is poured into the piston and the fuel is ignited.
A piston vulcanizer can become an indispensable assistant when puncturing a chamber on the road, where connecting an electric heater to the network will be very problematic.
Advantages, disadvantages of hot and cold vulcanization
Vulcanizing tires and tubes primarily allows you to save money; it is known that repairing tires is significantly cheaper than buying new wheels. But restoring rubber is not always advisable; much depends on the degree of damage. Each vulcanization method has pros and cons, so the main advantages of the cold method are:
- simplicity and ease of operation; sealing a tube or tire with special glue is not difficult;
- low time investment;
- low cost of repairs.
The most noticeable disadvantage of cold vulcanization is the low reliability of the seal: even when repairing a small cut or puncture, it is not recommended to use the car for a long time, it is advisable to drive with low pressure in the tire, and if possible, it is better to immediately contact a tire shop. Direct small punctures can be repaired using a “fungus”, but only when the angle of the damage does not exceed 25 degrees.
Advantages of hot vulcanization:
- low cost of repairs;
- reliability of rubber welding;
- the ability to operate the car immediately after the tube/tire has been repaired;
- admissibility to carry out work in any temperature conditions.
The disadvantages of any vulcanization are the need for balancing after repair work, the impossibility of restoring rubber in case of serious damage. And mostly, do-it-yourself vulcanization is still performed as a temporary measure (for example, to get to your destination); tire fitting should be trusted to experienced professionals, at least for the sake of your own safety.
Source: //avtobrands.ru/vulkanizatsiya-svoimi-rukami-osobennosti-remonta-preimushhestva-i-nedostatki/
DIY vulcanizer and manufacturing options
Probably every driver has at least once encountered the problem of punctured tires.
The easiest way to fix such a breakdown is to contact a tire repair shop. But, if such a service is not nearby, or you have to use the service quite often, which results in a substantial amount of money, you can patch the punctured tire yourself, using a special device for this. A homemade vulcanizer can help you repair car, motorcycle, and bicycle cameras. Those who are interested in such a tool are recommended to study the article, which describes in detail the options for its manufacture .
Homemade vulcanizer - production and use
If you have a punctured tire, the easiest option is to go to a tire shop. However, there are many who like to do everything themselves, and a tire service is not always nearby. Sometimes the costs associated with going to a tire shop (travel, time, the procedure itself) add up to a substantial amount, especially if you have to use this service often.
In general, for various reasons, for those who want to fix breakdowns at home, I offer several options for making a homemade vulcanizer at minimal cost.
Using a homemade vulcanizer, for example one made from an iron, you can quickly and reliably repair cars, motorcycle and bicycle tubes, air mattresses, heating pads, various beads, inflatable toys, etc.
One of the most common options for a homemade vulcanizer is the option using an old iron. The reason for this is new, more functional irons, and old (Soviet) irons in working condition (if you don’t have any left) will not be difficult to find from a neighbor. Here's a free basic vulcanizer part for you.
Below are a few designs. Which one to choose is up to you, the basic idea is the same, the difference is how to ensure a clamp connection at the place where the rubber product is vulcanized.
Raw rubber is soaked (for some time) in gasoline, the size is slightly less than the size of a patch. The puncture site is treated with sandpaper (the size is generous) and wiped with gasoline. A patch is cut from tube rubber, the edges are rounded. The patch is also treated with sandpaper and then with gasoline.
Next: put raw rubber on the hole, put a patch on it, clamp everything in our vulcanizer. You can place a piece of newspaper to prevent the rubber from sticking to the vulcanizer plate. Wait until water comes into contact with the vulcanizer (15-20 minutes).
Turn off the vulcanizer, wait a little, remove the vulcanizer, and let the rubber cool. They also check the temperature using granulated sugar: if its grains in contact with the hot vulcanizer begin to melt and turn yellow, then it’s time to turn off the vulcanizer.
If your thermostat is working, set it to 150 degrees. (approximately for ironing silk). The thermostat can be adjusted experimentally.
If the smell of burnt rubber appears, this is a sign of high temperature; if the patch has not merged well (vulcanized), this is a sign of insufficient temperature or short vulcanization time. After one or two times everything becomes clear and vulcanization can be started.
For more specific work, you will need a simple mold, which is made from two steel plates 6-8 mm thick and 40X60 mm in size.
Four holes are drilled in the corners and an M4 thread is cut to tighten the halves with screws. The inner edges of the plates are slightly ground down so that the edges do not cut into the rubber.
In the case of a complex configuration of the parts being repaired, the plates are given the appropriate shape or additional holes and grooves are made.
Before starting work, thoroughly clean the area to be treated (the edges of the pasties are cut at an angle of 45°) and degrease with light gasoline (B-70). Then a patch of the required size made of raw rubber is applied to the repaired area, placed in a mold and tightened tightly with screws.
By placing it on a heated iron so that the entire plane of the lower half of the mold touches the heating surface, wait for 10-15 minutes. During operation, make sure that the rubber does not touch the hot parts of the iron.
Grooves for gluing beads are drilled with the halves of the mold tightened, and the diameter of the drill should be equal to the diameter of the bead. You can drill several holes in one mold for different diameters of beads, but the distance between them must be no less than the thickness of the workpiece.
Otherwise, heating of the gluing area will be uneven and the quality of vulcanization will deteriorate.
Cleaning the gluing areas or trimming the ends of the bead is done immediately before work, and the raw rubber is applied in a thin layer - this will make the connection stronger.
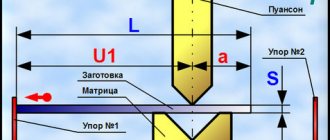
Diagram of a vulcanizer with an integrated clamp
Vulcanizing iron: 1 - clamp bracket, 2 - boss, 3 - clamping screw, 4 - clamping heel, 5 - electric iron.
Cut a bracket from five-millimeter steel (see figure), weld a cylindrical boss to it on top, and a strip of metal 50 mm wide along the inside.
The cross-section of the resulting clamp should be T-shaped. Drill a hole along the axis of the boss and cut a thread in it for the clamping screw.
Then bolt the iron body to the bottom of the clamp - and the vulcanizer is almost ready.
The simplest version of vulcanization using an iron is without any modifications at all.
Raw rubber is applied to the cleaned area of the rupture, then paper and everything is pressed on top with an iron. Some weight is placed on the iron. Vulcanization lasts 10-15 minutes, iron temperature 140-150 °C (thermostat in “silk” position). Since the exact temperature of the iron is unknown, care must be taken not to burn the rubber. A burning rubber smell will indicate that the heat is too high.
Another option for a homemade vulcanizer made from an electric stove and a clamp
Based on the dimensions (diameter and height) of the ceramic base from a household electric stove with an open spiral, a welded heater body is made from iron 5 mm thick.
Four rod legs and a clamp are welded to its walls. You insert a ceramic element with a spiral into the body, on which, to prevent its contact with the metal, you need to put a gasket made of sheet asbestos.
From below, the electric heater is closed with an iron cover using two bolts.
The main parts of a homemade vulcanizer: 1 - body; 2 - bottom cover; 3 - asbestos gasket; 4 — ceramic base with nichrome spiral; 5 - power cord.
A bimetallic thermostat from a regular iron, complete with a signal lamp and its resistance, is attached to the upper surface of the housing, near the clamp. The electrical circuit of the vulcanizer is similar to that of an iron.
By monitoring the surface temperature of the vulcanizer plate with a mercury or other thermometer, the regulator is adjusted so that it turns off the heating element at a temperature of about 140-150°C.
At the same time, the signal light goes out, which indicates that the vulcanizer is turned off. The heating time depends on the power of the heating coil.
And the last option is a traveling one that does not require electricity, which can be very useful in case of troubles along the way. This is a homemade vulcanizer made using a piston from a motorcycle or car engine, which requires only 40-50 grams of gasoline to use.
The vulcanizer is easy to manufacture, it includes only a few parts: 1 - vulcanizer base 2 - bolts 3 - beam 4 - piston 5 - screws 6 - nuts 7 - holes for screws
8 — holes for bolts
Base 1 is made of wood, since wood does not interfere with good heating of the rubber. Bolts 2 are inserted into the holes in the base and secured to the base using self-tapping screws 5, preventing them from turning in the hole in the base. . The bolts are made of a metal rod with a diameter of 12 mm.
A washer is welded at one end of the rod, and an M12 thread is cut at the other. A beam is placed on both bolts on the thread side, which, using nuts, presses the vulcanizer piston to the base. The damaged chamber is placed between the base and the piston.
Materials and design can be changed - only the principle of operation is important.
To repair the camera, you need to find the damage, clean it, and wipe it with clean gasoline. Then install a patch of raw rubber on the damaged area and cover it with a piece of newspaper, and place a piston on top.
We press the piston using the rack with nuts. Pour gasoline into the piston and release a small piece of rag into the gasoline. We set fire to the gasoline and after all the gasoline has burned, we give time for the piston to cool completely.
Only after this do we remove the piston.
The repair of the damaged camera has been completed. The patch looks the same as after a regular vulcanizer - reliable and durable, does not require repeated repairs.
If you are interested in making a homemade winch
Repair it yourself and, as they say, “not a nail…”
How does a vulcanizer work?
During installation work, an indispensable device is a vulcanizer. With its help, the integrity of the tire is restored in such a way that it can be used for a long time.
Vulcanizer design
The basis of the device is a plate measuring 200x400x20 mm lying on two horizontal wide channels. On its sides, racks made of channel No. 65 are installed vertically and secured by welding. A “rocker arm” is bolted to these posts. A clamping screw fixed with an end clamp passes through its center. There is a heating element at the bottom of the vulcanizer.
Operating principle of the equipment
Using a vulcanizer is quite simple , since there is nothing complicated in its operating principle.
The result is an inextricable, strong connection that allows you to fully use the tire.
The optimal temperature for strengthening raw rubber is 147 degrees. At temperatures above 150 degrees, rubber begins to collapse , and 160 degrees is the critical temperature for rubber, at which it begins to char.
Vulcanization of the chamber with raw rubber
The vulcanization process of a bicycle tube is carried out according to the following principle:
- The place in the chamber where the hole is located is prepared.
- Raw rubber is applied to this place.
- Compression is carried out using a heated press.
The heating temperature of raw rubber is 147 degrees. If you raise it to 150, it will collapse, and at 160 the charring process will begin. Exposure time - 8-10 minutes.
Instructions for vulcanizing a chamber at home consist of the following steps:
Use sandpaper to clean the location of the hole. For this purpose, the use of an abrasive stone is allowed.- A patch is cut out of raw rubber, usually round in shape. Its dimensions should cover the hole by at least 2 cm.
- Raw rubber is dipped in gasoline and placed over the hole in the chamber.
- Paper is placed on the rubber so that it does not stick to the vulcanizer.
- A vulcanizer element with a spiral is installed on top, and a lining is installed on the bottom.
- The clamp is used to apply pressure.
- Voltage is applied to the terminals.
- Cooking takes place for 8-10 minutes.
- The device turns off.
- The clamp is not removed until the device and chamber have cooled down.
Once removed, the connection appears as one piece.
Options for manufacturing vulcanizers
To eliminate tire punctures at home, you can make several types of vulcanizers at minimal cost. It’s not difficult to make them with your own hands , the main thing is to choose a suitable design.
Iron vulcanizer
This is one of the most common options for homemade tire repair equipment.
Manufacturing instructions:
If it is intended to repair elements of some complex structures, then the plates will need to be given the appropriate shape.
To use such a vulcanizer, products can be repaired as follows :
When repairing the product, you must ensure that the rubber does not touch the heated iron.
Equipment made from electric stoves and clamps
To make such a vulcanizer with your own hands, you should select a household electric stove with an open spiral.
The electrical circuit of such equipment is similar to that of an iron. The temperature of its surface is controlled by a thermometer, and the regulator is set to turn off the heating element when it reaches a temperature of 140–150 degrees. At this time, the warning light should go out. The duration of heating of the device will depend on the power of the installed coil.
Making a device from an iron
You can make a vulcanizer for repairing tires with your own hands from an iron.
You can do this as follows:
- Take 2 steel plates with a thickness of 8 mm and dimensions of 40 × 60 mm. They will be used as a press.
- All edges are chamfered so that the sharp edge does not cut the rubber.
- In one plate, 4 holes are drilled in the corners and an M12 thread is cut. In the second - in the same 4 places, holes with a diameter of 13 mm.
- Both halves are held together with bolts.
You can use the machine in this order:
- The damaged area of the camera is being processed.
- A patch is cut out of raw rubber, soaked in gasoline and applied to the hole.
- The camera with the patch applied to it is inserted into the mold and clamped with bolts.
- An iron is located below, and a mold is installed on it. It is important that they touch at the bottom.
- The iron heats up for 10-15 minutes.
When vulcanizing, you need to ensure that the rubber parts do not touch the heated iron.
Do-it-yourself hot vulcanization technology for bicycle tires
This method is less popular among cyclists, but it is more effective. Compared to cold ones, it takes longer to repair.
Rubber (high-quality rubber) is also used as a material for the patch, which is attached to the tire using a special device - a vulcanizer. The vulcanizer can run on electricity or gasoline, and you can assemble it on the go yourself.
The process itself consists of several stages:
Cold gluing
Cold repairs do not involve heating; all that is needed is a patch and special glue.
It is good glue that can glue rubber together in the same way as hot vulcanization would. But it is worth noting that this method is a temporary repair. You can do it yourself if it breaks down on the road and then drive to the nearest service station. And then perform hot gluing. If such a situation occurs on the way, then you need to perform the following manipulations:
It must be taken into account that the edges of the rubber band must extend at least 1 cm from the edge of the cut.
Damages of no more than 35 mm (longitudinal) and 25 mm (transverse) can also be effectively bonded. Cold vulcanization takes about 30 minutes to set. After that you can only go. But here it all depends on the size of the cut, cold or heat, as well as the quality of the glue. Complete drying of the material occurs after two days. This method is very suitable for eliminating small cuts and punctures.
You may be interested in this About tires for Ford Kuga
Self-vulcanizing rubber
Homemade vulcanizer from available materials
If you are a real man, you probably have a workshop, as well as a car, or you probably have two-wheeled equipment such as a motorcycle or even a bicycle. One way or another, you will puncture your tires, especially when driving through fields, rural roads and other areas where there are a lot of nails and other objects in the ground that can puncture a wheel. The best method to seal a broken wheel is vulcanization. We actually seal the broken area with rubber. This approach cannot be compared with any glue-based patches and so on. But what to do if you don’t have a vulcanizer at hand? There is only one conclusion - do it yourself. If you assemble such a machine, you can easily provide vulcanization services and make money from it.
Hot vulcanization
This method is most often used to eliminate side cuts on a tire that are larger than 1 cm. It is when the tire is hot that it is possible to achieve more reliable bonding of the rubber. This method is considered one of the most durable among all known. Hot gluing has a lot of advantages:
There are one-stage and two-stage vulcanization.
In the first case, the following happens:
All damaged areas are covered by the device and reliably glued together.
The two-stage process goes as follows:
You might be interested in Japanese tire manufacturers
This method closes the cut more tightly and ensures good hardening of the rubber.
Hot gluing
The temperature at which hot gluing is carried out is 120-140 °.