Welding thin metal with an inverter can be a real problem not only for an inexperienced welder, but also for some craftsmen with decent experience in this field. When performing a welding operation, you have to adhere to different rules than when welding thick-walled structures, which complicates the selection of the mode and type of electrodes. But if you do not take into account the specifics of welding thin sheet metal when working, you will not be able to obtain high-quality seams.
Specifics of welding thin metals with an inverter
A sheet of metal is considered thin if its thickness does not exceed 3 mm.
A large number of structures for various purposes are made of steel with the following thickness:
- car bodies;
- containers for storing various types of liquids;
- small diameter tubes, etc.
Features of welding thin metal.
Welding of thin sheet metal in large industrial production is carried out using special equipment that can provide the weld with optimal parameters: durability, strength, resistance to mechanical stress, corrosion. Such equipment costs a lot of money, so it is not used for domestic purposes.
Craftsmen at home can use semi-automatic welding, but in most cases, work with a thin-walled product is carried out using manual units.
A material with such specific parameters requires certain skills from the craftsman, otherwise it will not be possible to make high-quality seams on thin metal sheets by hand welding.
Welding sheet metal with insignificant thickness in small repair shops, service stations or at home in the country can be accompanied by a number of problems if you do not know certain nuances of the process.
Thin metal welding diagram.
Let's describe them in detail:
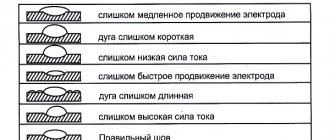
- It is extremely important to set the correct settings on the inverter and select an electrode that is relevant to specific conditions. If this is not done, you can singe the metal or leave unwelded areas on it. Due to the special thinness of the material being welded, it is often burned through, which is why the product has holes in it. Such mistakes occur when the current strength is incorrectly selected and the electrode is moved slowly across the surface.
- Often, welding metal sheets 2 mm thick is complicated by another problem - roller-like beads protrude from the reverse side of the welded surface, despite the fact that the weld looks perfect from the front. This happens due to the fact that the metal of the weld pool of thin-walled profiles, under the influence of gravity, presses on the seam and pushes it onto the back side of the surface. The situation can be corrected by using a special substrate, reducing the current, or changing the welding technique.
- When sheet steel overheats, the intermolecular components of the material with a thickness of 1 mm expand, which leads to its deformation. The structure is stretched in the overheating zone, the surface goes in waves, since the edges of the product remain cold. In the case of non-critical products, you can try to correct the shape with rubber hammers, but in other situations it will be necessary to apply a certain alternation of the weld over its entire length.
If you rush through a joint, you can leave uncooked areas, which reduces the tightness of the weld and makes the product unsuitable for filling with liquids. Correct selection of the current strength and speed of movement of the electrode will allow you to avoid burning the surface when welding and create a truly durable seam.
If you don’t know which electrode should be used to weld metal, you can ruin the product. After all, the future operational parameters of the metal structure largely depend on the correct selection of welded wire.
The best option for welding thin-walled metal products is an electrode with a diameter of 2-3 mm and a high-quality coating.
On a note! Welding work is performed at low currents, so electrodes with a diameter of 4-5 mm will suppress the electric arc and prevent it from burning normally.
https://youtu.be/Z8s_-2IDn0s
Electrodes used
To successfully cope with such work, it is important to choose the right electrodes for thin metal. Since welding is carried out at low currents, the use of electrodes with a diameter of 4 and 5 mm will “strangle” the electric arc, preventing it from burning normally.
The best option for connecting thin metals are electrodes with a diameter of 2-3 mm. Arc welding will be successful if the consumables are pre-heated at a temperature of 170 degrees. This will allow the coating to melt evenly without interfering with arc manipulation and weld formation.
Electrodes for welding thin metal must have a high-quality coating. The technology for working with sheet steel involves an intermittent arc, for which the electrode is briefly detached from the weld pool. If the coating is refractory, the result will be the formation of a kind of “visor” at the end of the electrode, which interferes with contact with the surface and resumption of the arc.
General principles for welding thin sheets of metal with an inverter
Overlap welding method.
Welding thin sheet metal will be successful if you set the exact settings on the welding machine in advance:
- with a metal thickness of 0.5 mm, the current should be 10A, and the electrode diameter should be 1 mm;
- with a metal thickness of 1 mm, the current strength should be 25-35, and the diameter of the electrode should be 1.6 mm;
- with a metal thickness of 1.5 mm, the current strength should be 45-55, and the diameter of the electrode should be 2 mm;
- with a metal thickness of 2 mm, the current should be 65, and the diameter of the electrode should be 2 mm;
- with a metal thickness of 2.5 mm, the current should be 75, and the electrode diameter should be 3 mm.
Welding metal with a small thickness with a thin electrode is performed with a current whose strength is lower than when working with thick sheets of metal.
This allows you to reduce the risk of burns and leaks to zero. Inverter units have proven themselves to be excellent in this area, making it possible to weld metal with alternating voltage and high frequency.
If the settings of the welding machine allow, you need to set the starting voltage level to a value lower than the operating current by approximately 20%. This will eliminate burnt areas when igniting the electric arc and will help you start welding directly at the joint.
If it is not possible to adjust the starting current manually when arc welding, you can ignite the electrode on a thick surface and then transfer it to the joint.
A feature of welding thin metal with an inverter is the need to work at low currents, for which the unit settings maintain the operating values of the ammeter at 10-30 A.
When the minimum value of the controlled variable exceeds these parameters, the current can be reduced by using additional resistance in the circuit. To do this, a high-carbon steel spring is placed between the product and the ground cable.
Also in such a situation, installing a ballast to reduce the current to the current level can help.
If the unit settings have a pulse mode, you can use this function. Excessively thin sheets of steel must be welded with an intermittent arc. Spot welding is performed as follows: a pulsed current automatically breaks the arc, giving the metal surface time to cool.
https://youtu.be/P2CzIuF_VhQ
Techniques
To obtain a high-quality permanent connection, the following techniques are used:
- Overlapping. If there is a reserve length of the products to be connected, this method will allow you to reliably connect them, due to the larger contact area. In this case, it is necessary to carefully monitor the heating of the surface to avoid burns.
- Dots. The method avoids overheating of the surface. Used when joining particularly thin sheets. The recommended point step is three sizes of the electrode cross-section.
- With additional electrode. In this case, it is necessary to clean the anode from the flux coating and lay it along the welding line. Places of installation are thoroughly boiled. The technology is suitable for sealing single holes.
- Reverse polarity. The application of the method involves connecting the holder to the plus, and the mass to the minus. In this case, the surface heats up faster than the electrode, which reduces the risk of burn-through.
- When welding metals of different thicknesses, the following method is used: the arc is ignited on a thicker element, and then it is transferred to a thinner part.
Butt welding of sheet metal is carried out in two ways:
- with flanged edges;
- lined.
In addition, it is recommended to place a copper plate to remove heat from the steel, due to its greater thermal conductivity. This allows you to avoid burn-through of products.
Welding techniques and methods
For welding thin sheets of metal, semi-automatic models of welding machines, as well as manual arc units, are suitable. It is much easier to work with a semi-automatic machine, since some of the welding processes are automated. This allows you to overcome some of the difficulties when working with thin sheet metal.
The advantage of semi-automatic machines is also the absence of the need to change electrodes during operation, because the wire is fed stably. This speeds up the work process, which is extremely important when carrying out large-scale projects.
On a note! For domestic purposes, for non-volume operations, craftsmen often use manual arc welding due to its low cost and the ability to make the unit with their own hands.
When welding thin sheets of metal, it is important not only to have good equipment, but also to understand how to weld such material.
Scheme of welding a thin sheet of metal.
There are different welding techniques and methods that are relevant for this case:
- When performing continuous welding of an entire seam, it is important to select the correct current. The optimal range is 40-60 A. It is equally important not to make a mistake with the speed of moving the electrode for welding thin metal. If you move too quickly, the root of the weld may not be welded through. And if you move too slowly, the metal surface can become covered with holes.
- Intermittent welding is also called spot welding. It is used more often than other technologies in the case of thin sheet metal. To implement this technology, thin electrodes are required, with one end of which dots are placed on the metal or short lines are drawn with equal spacing.
On a note! The peculiarity of intermittent welding is that even very thin metal sheets can be welded this way. The main thing is to set the welding current a little higher than usual, and to achieve rapid movements in order to prevent the material being welded from cooling down.
Experienced welders recommend adhering to the following rules when working with manual units and thin sheets of metal:
- High-quality welded joints can be obtained subject to constant monitoring of the parameters of the weld from all sides during the process of electric arc welding with an inverter.
- When working, it is important to keep the electrical conductor as close to the metal surface as possible until a red spot appears on it. It is direct evidence that there is a metal drop under the electrical conductor, due to which the metal sheets are connected.
Alternative Methods
A reliable alternative to an inverter is the use of semi-automatic devices for connecting thin metal elements . The use of wire allows you to increase productivity due to the absence of pauses for replacing electrodes. The range of consumables allows you to choose the ideal option for a particular case.
The disadvantage of a semi-automatic machine is the increased requirements for the qualifications of the worker - a novice welder is not able to master all the skills of working with this equipment in a short period of time.
Let's sum it up
Welding thin-walled metal structures has a number of features that are important for an inexperienced welder to understand: you need to know which electrodes should be used, and also understand how to properly weld metal with an inverter.
Electrodes used for welding thin metal must be moved along the weld quite quickly so as not to allow the surface to cool. But at the same time, the movements should not be overly rapid, otherwise failures in penetration, which reduce the strength of the connection, cannot be avoided.
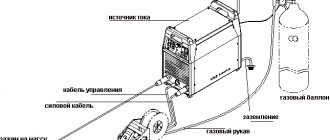
The process of working using a welding machine
List of possible malfunctions of the welding inverter.
You can create a lot of things with your own hands in an apartment or in a country house using welding. Repairing a car and connecting metal is much easier if you use an inverter.
To work you need to prepare:
- electrodes;
- welding machine;
- gloves;
- vice;
- hammer;
- brush;
- face mask;
- workwear made of thick fabric;
- container with water to eliminate possible fires.
Before starting welding, it is important to ensure that the voltage in the machine and the working network match. It is necessary to inspect the plug, socket and cable and check their serviceability
It is strictly forbidden to work on faulty equipment.
The welding machine is placed on a hard surface, having first checked its grounding. After studying the thickness of the products, electrodes are selected. Using the handle on the device, the required current value is fixed.
Before connecting metal with an inverter, the workpieces must be cleaned of dirt and rust. The metal sheets are then clamped in a vice. The electrode is placed in the hole in the holder. The arc is created by touching and tapping a metal plate. Once the arc has formed, you must not let go of it while moving the electrode across the sheet. It is necessary to monitor the amount of current so that the arc is continuous and bright. When the welding seam has cooled, slag particles are removed with a hammer, and the surface is polished until a lasting shine appears.