Welding of butt seams can be done without cutting the edges of the parts being welded or with cutting. The cutting shape can be V-, X-, U-, K-shaped. The technique for making butt welds also depends on the shape of the cut.
a brief description of
Resistance butt welding is a method of welding metal components, the main essence of which is uniform heating of the entire area where the products meet. After heating, they fit together as fashionably more tightly, and the result is a strong, permanent seam.
Butt welding is characterized by high productivity, this is due to the rapid formation of a welded joint. During the process, the metal melts much faster and more evenly, so the connection appears quite quickly. If desired, welding can be automated and integrated into the conveyor. Therefore, this type of welding is often used in mass production, where butt welding of pipes and other similar products is required.
Despite the fact that welded joints are formed quickly, they are durable and of high quality. They will be able to serve for a long period in good condition. For this reason, metal butt welding is often used in the manufacture of cars, aircraft, and oil pipelines.
Weld defects
Novice welders often make mistakes when making welds, which lead to defects. Some of them are critical, some are not. In any case, it is important to be able to identify the error in order to then correct it. The most common defects among beginners are unequal seam widths and uneven filling. This happens due to uneven movements of the electrode tip, changes in speed and amplitude of movements. As experience accumulates, these shortcomings become less and less noticeable, and after a while they disappear altogether.
Other errors - when choosing the current strength and arc size - can be determined by the shape of the seam. It is difficult to describe them in words; it is easier to depict them. The photo below shows the main defects in the form - undercuts and uneven filling, and the reasons that caused them are described.
Errors that may occur during welding
Lack of penetration
One of the mistakes that novice welders make: lack of penetration
This defect consists of incomplete filling of the joint of parts. This deficiency must be corrected, as it affects the strength of the connection. Main reasons:
- insufficient welding current;
- high speed;
- insufficient edge preparation (when welding thick metals).
Eliminated by adjusting the current and reducing the arc length. By selecting all the parameters correctly, this phenomenon can be eliminated.
Undercut
This defect is a groove along a seam in the metal. Usually occurs when the arc is too long. The seam becomes wide, the arc temperature is not enough to warm up. The metal around the edges quickly hardens, forming these grooves. It can be “treated” with a shorter arc or by adjusting the current strength upward.
Undercut in corner joint
With an angle or T-joint, an undercut is formed due to the fact that the electrode is more directed towards the vertical plane. Then the metal flows down, a groove is formed again, but for a different reason: too much heating of the vertical part of the seam. Eliminated by reducing the current and/or shortening the arc.
Burn-through
This is a through hole in the weld. Main reasons:
- too high welding current;
- insufficient driving speed;
- There is too much gap between the edges.
This is what a burn through a seam looks like during welding
The correction methods are clear - we try to select the optimal welding mode and speed of the electrode.
Pores and sagging
Pores look like small holes that can be grouped in a chain or scattered across the entire surface of the seam. They are an unacceptable defect, as they significantly reduce the strength of the connection.
Pores appear:
- in case of insufficient protection of the weld pool, excessive amounts of protective gases (poor quality electrodes);
- a draft in the welding zone, which deflects shielding gases and oxygen enters the molten metal;
- in the presence of dirt and rust on the metal;
- insufficient cutting of edges.
Sagging appears when welding with filler wires with incorrectly selected welding modes and parameters. They are numb metal that is not connected to the main part.
Main defects in welds
Cold and hot cracks
Hot cracks appear as the metal cools.
Can be directed along or across the seam. Cold ones appear already on a cold seam in cases where the loads for this type of seam are too high. Cold cracks lead to destruction of the welded joint. These defects can only be cured by re-welding. If there are too many imperfections, the seam is cut off and reapplied. Cold cracks lead to product destruction
Features of the technology
Butt welding is considered a type of resistance electric welding. For this reason, the technological processes and equipment design for these processes are very similar. But there are still a few differences, but they are very minor.
Welding equipment, which is used for resistance and butt welding, has the following components in the device:
- power welding transformer with high power;
- electrode with a fixed device;
- movable electrode;
- a mechanical or electromechanical drive, which is designed for a movable electrode;
- workflow management system.
It is worth noting! If manually operated equipment is used for welding, the operator must constantly visually monitor the process. This may negatively affect the quality of the welded joint. But automated devices control operations at all stages, right down to removing the heating element.
Butt welding technology is carried out in several stages:
- At the initial stage of work, the welded products are secured with special clamps. They are also used as electrodes. Welding equipment is designed taking into account the fact that the size of the contact area in such clamps should be large, in contrast to the welded surface of the ends. For this reason, the clamps must match the shape of the surface of the workpiece being welded.
- Then the moving mechanism with increased force, using an electromechanical drive, presses the edge of the joint of the element being welded to the joint of the product, which is fixed in the clamp in a stationary state.
- As soon as all the products are firmly fixed and pressed, the welding transformer is turned on, this is done for 2-3 seconds. This time will be enough for an electric current with great strength to pass through the electrodes and the workpiece being welded. It is he who releases an increased amount of heat in the area of least contact, namely at the junction of the products being welded.
How to cook
Before starting welding, technological preparation is carried out. Parts should be marked, cut, surfaces should be cleaned of dirt and rust and dried if moisture is present.
The two parts to be welded must lie on a flat surface and have a gap of 2-3 mm between them; we ignite the electrode with a blow or “strike” like a match, and perform two tacks to avoid deformation of the joint being welded.
Video
The video below shows what welding can lead to if you don’t use tacks (what you need to know about tacks here).
with lining (removable or remaining)
You can move the electrode towards yourself, away from you, from right to left and from left to right. Depending on the thickness of the metal and the recommended spatial position of the electrode, the method of moving the electrode for better welding is selected, and the electrode is also held at an angle of 45 degrees during operation.
After completing the seam, the slag is removed and the surface is cleaned. To avoid burns, use linings, with them the work is more confident, you can increase the current and not cook on the other side of the seam (see photo on the left).
Welding in the down position
The parts are cleaned; for thin metal, edge cutting is not performed; the gap between the parts to be welded is 1-3 mm. The assembly is carried out, the tacks are installed (after the tacks are cleaned), then welding is carried out on the back side of the tacks.
The thickness of the roller should not exceed 9 mm and the height 1.5 mm. We carry out welding from left to right, perform circular oscillatory movements counterclockwise, also weld the second side, on the second side you can increase the current, after welding we clean the surfaces.
butt joint with flange (for thin metal)
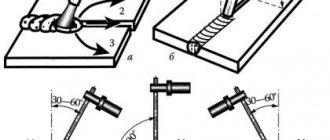
During the welding process, the electrode makes 2-3 movements.
- The electrode is lowered down as it melts, ensuring a stable burning of the welding arc.
- The electrode is moved at a uniform speed, tilting it at an angle of 15-30 degrees from the vertical. In the other plane, the electrode is perpendicular to the joint surface.
- If it is necessary to obtain a weld of increased width, various oscillatory movements are used.
Types of butt welding
Butt welding of plates and other metal products can be carried out in several ways - flash and resistance. Each method has characteristic features and nuances that must be observed when carrying out welding work.
Reflow welding
Flash butt welding is a popular technology used in various industries. Its essence lies in the fact that a certain amount of voltage, which is supplied to the area of the transformer windings, stops as soon as the two welded products come into contact. In simple terms, the voltage increases and at the moment of its highest point its supply immediately stops. But at the same time, a sufficient amount of thermal energy is retained to melt the metal base.
There are small irregularities on the surface of the joints of the two products; they ensure good contact between the products. But still, if you want to get an excellent result, then it is better to squeeze the end parts and completely align them. This will improve the contact area. These conditions will ensure rapid heating and melting of the metal; it will literally boil in just a few seconds.
Flash welding is characterized by the fact that when it is carried out, additional irregularities may appear in which vapor mixtures from molten metals can concentrate. But these pairs benefit the welding process; they have a protective effect, namely, they protect the welding zone from the negative effects of oxygen.
Important! Flash butt welding is performed using force or pressure. It must be applied when the joints of the products being welded have already melted a little.
At the moment when two products are compressed, excess liquid metal overflows. It is at this time that the connection of two elements occurs. The result is a durable and high-quality seam. When examined, virtually no visible or hidden defects are detected. The fact is that the decomposition products, the oxide film, are removed along with the excess molten metal mass.
Contact flash welding does not require preliminary preparation or special treatment of metal surfaces. For carrying out there is no need to prepare the end parts of the products, this significantly saves time. If it is necessary to weld elements that have different sections, then opposite bevels can be made in advance. This will greatly improve the contact between the workpieces and increase their contact area.
Resistance welding
Resistance butt welding differs significantly from the flash welding process. During this technology, the products are pressed with sponges to the surface of the electrodes. This is what allows you to get good contact, and the sponges perfectly hold the elements and prevent them from slipping.
Then the elements are pressed against each other with force, and then an electric current is applied. It is he who begins to gradually heat up the metal structure. The metal must be heated to the extent that it acquires plastic properties. Under strong pressure, the products are connected to each other. The excess molten metal mass comes out, and the oxide film is removed along with it.
Note! Resistance welding is carried out with constant pressure, its supply should not stop until the metal structure has completely cooled down and a strong connection has been formed. If you follow all the rules and principles, the seam will come out smooth, without flaws or defects with good wear resistance.
Resistance butt welding of machines and other products requires preliminary preparation and processing of the welded products. They need to be cleaned well. In addition, it is worth considering that parts that are welded using the resistance welding process have less resistance to oxidation, so this method is rarely used. Also, welding is only suitable for parts with a small cross-section.
Selecting the gap size
The size of the gap will depend on the thickness of the walls of the pipes that are being prepared for connection. It is usually set within two to three millimeters. If the wall thickness exceeds ten millimeters, then a gap of three millimeters is selected.
A convenient way to set a gap of the intended size is to insert an electrode of a given size, for example, three millimeters, between the parts.
Advantages
Butt welding of wire and other metal elements has many positive features that have made this technology popular and in demand.
Among the main advantages are the following qualities:
- There is no need to pre-clean, process or prepare the edges to be welded.
- No pre-heat treatment required. This greatly simplifies the task and speeds up the process. But still, preparation and heat treatment are not performed using the reflow method; in other cases, these measures are required.
- The connections are smooth and of high quality. If you follow important rules and principles of technology when welding, then the welded products can last for several decades.
- Simple and easy to carry out. The butt welding process can be carried out by an average specialist and a welder without experience. To implement the technology you do not need to have deep knowledge and skills.
- After welding, the metal composition has high chemical homogeneity. This has a positive effect on the strength characteristics of the seam.
- The welding process can be fully automated.
- Fast execution.
Flaws
It is important to consider that butt welding of angles and other metal products has negative qualities. Compared to the advantages, there are not so many of them, but still you should not forget about them.
Among the main disadvantages are:
- When welding is carried out, quite high costs of electrical energy are observed. During melting of the material, it is necessary to constantly supply current with high voltage levels;
- increased requirements for the parameters of welded metal products;
- the equipment used is expensive. For this reason, this technology is not carried out at home.
Devices and electrodes
Ceiling seams can be made using an inverter or a conventional transformer. It is important to correctly set the current strength, which is 25% lower than when welding on the floor. For example, for plates 5 mm thick, 100A is sufficient. It will be easier to work if the cable is not heavy. This will make it easier to control the end of the electrode and your hand will get less tired. You can also loop the cable around your hand to reduce the strain on your wrist.
Electrodes for ceiling welding are suitable with a diameter of 3 and 4 mm. It is important to dry them well to reduce the amount of splashing. If beginners use short electrodes, this will allow them to manipulate the arc more confidently.
Butt welding of plastic pipes
Butt welding of polypropylene pipes allows durable plastic products with different diameters and sizes. This technology differs from welding metal products; this is due to the fact that the plastic material is not capable of passing electric current through itself. It is for this reason that the end parts are heated by special heating elements.
Butt welding of plastic pipes has several important features:
- When carrying out work, it is worth considering that plastic material is not capable of passing current. For this reason, it is recommended to use special devices with a contact heating element;
- The connected products are pressed tightly against each other. For this reason, the diameter of the pipes must be precisely sized;
- To ensure uniform heating of the surface, a nozzle must be used. This element must repeat the diameter and shape of the pipe;
- When exposed to heat, the nozzle contracts slightly. Under pressure, a high-quality and durable connection is formed.
Small PVC pipes with a diameter of no more than 10 cm can be welded at home. An old electric iron can be used for these purposes. However, the work requires experience and certain skills. Experts also point out that to obtain a high-quality and durable seam, it is worth using special welding equipment for butt welding technology.
Devices for carrying out the process
Resistance welding equipment can be used to fully automate the process. In most cases, all you need to do is place the workpieces correctly and press one key. Other features of butt welding machines include the following:
- Good performance.
- Possibility of process automation.
- High cost of equipment.
- When carrying out work, the possibility of making an error is eliminated.
Butt welding machine
You can find equipment from a variety of manufacturers on sale. It is recommended to pay attention to products only from well-known companies.
Types of welding wire
Welding of plates and other metal products must be carried out using special welding wire. The quality and strength characteristics of the connection depend on it.
There are several types of wire:
- Copper . It is usually used when welding products made of low-carbon steels.
- Stainless . Suitable for products made of chrome and other alloy steels.
- Aluminum . It is often used when working with silumin and duralumin.
It is worth noting! Particular attention must be paid to the choice of cross section. It is selected in accordance with the contact area of the components being welded.
Seam properties
Inspection of welded butt joints allows you to fully check the quality of the seam and timely detect various defects. In production, these works are performed using special equipment that allows you to obtain accurate results.
The seams produced by butt welding technology have the following properties:
- high decorative qualities. Sometimes a wide shaft may form, which is further processed. This allows you to get a flat and smooth surface;
- reliable and durable connection. The connection can withstand various impacts, including variable load;
- in the area where the seam is located, the metal structure does not lose its properties. This is due to the fact that during welding, local heating of the metal occurs.
How is it different from overlap
Welded lap joints are the fusion of different elements of a part located in parallel, partially overlapping each other. Used when butt jointing is not possible. An overlap connection is not recommended if the structure is subject to vibration; the steel thickness should be no more than 10-12 mm.
With butt it is important to take into account the accuracy of assembly , while with overlap assembly is much simpler and there is no need to cut the edges.
The disadvantage of an overlap joint will be the greater consumption of base metal, since one part covers another, corrosion of the metal may occur from moisture penetration between the parts, and it will not be easy to identify defects. In butt welding there is no overlap (overlapping) of parts; different welding techniques are used when welding overlap joints is performed using a fillet weld . In lap joints there is no need to cut the edges; there are also a large number of types of butt joints according to GOST.
Areas of use
Butt welding technology is used in the following areas:
- In construction for the construction of monolithic reinforcement structures.
- In the field of metallurgical industry for joining rolled sheets or wires.
- In railway construction for the production of weldless rails.
- In the automotive industry in the manufacture of various parts.
- In tool production.
- For welding plastic and metal pipes.
Note! Butt welding of steel pipes is often used when laying oil and gas pipelines. It is this technology that allows you to quickly and firmly weld products with a diameter of 142 cm.
Butt welding technology is a popular method that has found application in many areas of production. It is used to produce a variety of metal and plastic structures of particular importance. But still, to carry it out you need expensive equipment - a butt welding machine. These devices can only be used by large enterprises and production facilities, so this method is not carried out at home.