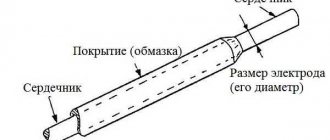
Making a gas burner
For a simple gas burner, you will need dropper needles equipped with restrictive clamps.
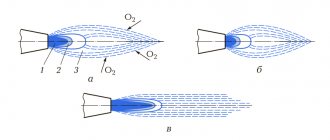
For a home mini-autogen you can make a fairly reliable one with a very simple design. In Fig. 2 shows a diagram of such a design.
To supply the gas mixture, it is recommended to use a needle for inflating footballs. At a distance of up to 20 mm, an incision is made using a needle file, through which a thinner needle from the dropper is inserted, previously bent at 45ºC at a distance of 15-20 mm. The structure is fixed with copper wire and carefully soldered, all gaps are sealed with varnish.
The output of the large needle is connected to the electrolyzer, i.e. designed for supplying a flammable gas mixture. Additional enrichment of it with oxygen is carried out through a small needle, which is connected to a container filled with compressed air.
The simplest container can be a ball chamber inflated by a pump or a polymer bottle into which air is forced by the same pump.
This completes the production of a simple mini-autogen. After ensuring the supply of both gas streams to the burner, they, connecting, are directed in one stream through the needle to the outside; The escaping gas is ignited and welding occurs. The temperature in the welding zone reaches 1,600ºС, which is enough to melt the edges of the metals and the filler rod.
Advantages and disadvantages of electric arc cutting
Welding cutting, like any technology, has its advantages and disadvantages, taking into account which will allow you to get the job done quickly and achieve the expected result. The main disadvantages of the method include:
- low productivity, which is due to low speed;
- poor quality of the cut obtained as a result of hardening of leaks from the back side of the workpiece.
The listed disadvantages make the method inapplicable in conditions where it is necessary to maintain precise markings when cutting metal.
The main advantages that distinguish this method:
- no need to purchase special expensive equipment and tools;
- no special requirements for environmental conditions;
- quick training in operating techniques and mastering equipment;
- ability to work with direct or alternating current.
Many organizations in the construction, repair, and automotive industries, as well as home craftsmen, successfully use electric welding cutting, since this method is intended for simple, inexpensive cutting of various metal surfaces.
Welding current
What about welding current? As you, I hope, have already understood, the higher the welding current, the more energy is transferred to the welding zone, the stronger and deeper the metal melts and the “thicker” products you can join. And to transmit a greater current, a thicker conductor is needed. Accordingly, we can reach a direct relationship: metal thickness - electrode thickness - current strength. Welding machines are often marked with signs corresponding to the thickness of the electrode and the welding current. I recommend that you do not take such tables as dogma - they are just a starting point to guide you. For household use, a current of up to 160A is sufficient, which allows you to use a 4 mm electrode. In my memory, I very rarely used this diameter of electrodes. Basically it is 2 and 3 mm. There is also a diameter of 2.5 mm for electrodes of the UONI-13/45, 15/55, NIAT-3M brands (types for carbon steels). Approximately the strength of the welding current can be determined by the formula: I=Kdel. Where K is an experimental coefficient equal to 40-60 mm for electrodes made of low-carbon steel and 35-40 mm for electrodes with a rod made of high-alloy steel, and del is the diameter of your electrode.
Autogen welding algorithm
Full review of enamels for metal: tips on selection and use
Autogen welding is a rather complex procedure that must be performed in stages. Each step will be described in the list below. It is worth noting that the procedures must be performed in the exact order in which they are indicated.
- Initially, you need to open the oxygen and acetylene cylinders. Then light the arc on the welding equipment. One thing needs to be taken into account. If the welding hoses have not been connected to the cylinders for a long time, the arc of the welding machine may not ignite the first time. If this happens, then you need to wait just a couple of minutes and repeat the procedure.
- After starting the welding equipment, it is configured, which consists of achieving the required temperature (depending on the specific procedure and type of metal, the required value may vary).
- Next, using a welding machine, you need to heat the working surface of the metal product to such an extent that the heated surface turns white.
- In the case of restoration welding procedures, the use of additional welding materials is required, which undergo melting and thereby fill the empty space between the parts.
- After completing the work, the metal product with a fresh welded joint must be completely placed in a tank of cold water to cool it to room temperature.
- After the metal has cooled, using a special hammer it is necessary to beat off the slag that has arisen in the area of the welded joint.
- The last step is to check the quality of the final connection result.
Angle grinder
Working with an angle grinder is quick and convenient, but not without its drawbacks. For example, it only cuts in a straight line. An attempt to make a curved cut will result in the disc being “bitten”, breaking, and possible injury to the user. Therefore, the machine is used for straight cutting. Another disadvantage is the fire hazard of the method (abrasive disc + metal = sparking). Before work, you will have to wear goggles, protection for your face and hands.
Cutting with a circle is more efficient than with a jigsaw, which is why users often choose a noisy grinder. When buying a cutting wheel, prefer products with a bakelite bond, because they are much stronger than their ceramic counterparts.
Operating principle of autogenous cutting
How to disassemble a gas cylinder: step-by-step instructions, precautions
The main purpose of this tool is welding and cutting metal using gas. The welding method itself is a mixture of burning gas and oxygen. The heat from the combustion of this mixture melts the metal to a liquid state, and with the help of oxygen pressure a cut is made. Also, the flame has both a reducing and an oxidizing nature. During restoration work, the use of filler materials, that is, metal rods, is required. The choice of filler rods depends on the composition of the metal and the diameter of the welded area. Accordingly, the larger the seam, the larger the metal rod.
The burning gas mixes with oxygen, and during the combustion of this mixture the metal melts.
The following metals can be cut with an autogen:
- thin steel (from 0.2 to 5 millimeters);
- non-ferrous metals (aluminium, copper, brass, stainless steel);
- tool steel (need for gradual heating and cooling);
- cast iron and various alloys with it.
The standard equipment used for autogenous cutting includes the following components: oxygen cylinder, acetylene cylinder or acetylene generator, pressure gauges, reducer, valves, hoses for supplying gas and oxygen.
Kickback when gas cutting
Sometimes during operation there is an effect such as a kickback. What is it, what causes it, how to avoid it, see the video below. Sections: Gas cutting of metal.
Carrying out gas cutting or gas welding work requires not only careful adherence to safety precautions, but also specialized equipment: an autogen, also commonly called a gas torch or a gas cutter, will help perform work of varying complexity quickly, efficiently, and professionally. In the article you will learn about the operating principle and classification of this tool.
Gas cutting using autogen is a very common procedure, which is based on the property of metal to heat up under the influence of high temperatures, which makes it easy to cut it in the desired direction. The main areas of application of autogens are installation and construction work - both professional (industrial) and household; To perform welding, in addition to the autogen, a filler rod is required.
[my_custom_ad_shortcode4]
Equipment configuration
Autogenous welding includes:
- Two cylinders: oxygen and acetylene.
- Two reducers, one for each cylinder.
- Flame arrestors, one per cylinder.
- Set of two hoses: one for oxygen, the second for acetylene.
- A burner equipped with nozzles with holes of different diameters.
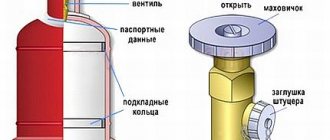
An oxygen cylinder is a metal container with a wall thickness of 6 mm, a volume of 40 liters, which holds 6000 liters of oxygen under a pressure of 150-200 atmospheres. The cylinder is seamless, which is why it can withstand such high pressure loads. In its upper part there is a valve to which the oxygen reducer is screwed. The main requirement for safe operation is to prevent oil and grease from entering the valve, especially at the junction with the gearbox. Oxygen quickly reacts with oils, and an oxidation reaction occurs, which leads to an explosion.
The acetylene cylinder has a completely different design. The thing is that compression of acetylene necessarily leads to an explosion. To prevent this from happening, it is necessary to divide this gas into small volumes. And to increase the volume itself, you need to dissolve it in acetone, which absorbs acetylene in large quantities. The absorption proportion is 1 to 360. That is, one liter of acetone absorbs 360 liters of acetylene. The mixture is broken down into small volumes due to the porous structure of the balloon filler. This material contains acetone. By the way, its quantity is equal to 16 liters, respectively, the quantity of acetylene at a pressure of 15 atmospheres will be equal to 6000 liters.
The porous material is a symbiosis of asbestos, charcoal, kieselguhr and astringent fillers. The wall thickness of the acetylene cylinder is 4-5 mm.
As in the case of an oxygen cylinder, the acetylene cylinder also has a valve, to which its own special reducer is attached. It should be noted that oils and fats in this container are not dangerous. The only thing that needs to be taken into account is to keep the acetylene cylinder in a vertical position when performing autogen welding.
As for the reducers (acetylene and oxygen), their task is to reduce the gas pressure to the required values. Both devices have almost the same design, which is based on a spring-loaded valve. They also have two pressure gauges installed, one of which shows the pressure inside the cylinder, the second the gas pressure after the reducer, that is, on the burner.
The pressure indicators after the reducer should be as follows:
- Oxygen – 2.5-3.0 atm.
- Acetylene - 0.3-0.7 atm.
These indicators are not absolute, because gas welding is used to connect metals of different thicknesses. And the thicker the workpiece, the greater the gas pressure should be on the burner. In addition, cutting metal with an autogenous machine is also carried out at elevated pressure levels.
A flame arrestor or check valve is a device that protects against blowback. They are installed immediately after the gearboxes, and the hoses themselves are connected to it. What does reverse strike mean?
There are situations when acetylene begins to rise up the oxygen hose, reaching its reducer. If two gases mix in this place, then this is a guarantee of a big explosion. Flame suppression valves help prevent this. In addition, there are certain actions of the welder himself that ensure the safety of autogenous work. But more on that below.
Now about the hoses. What are the requirements for them?
- These are rubber products with a fabric cord inside.
- The color of the oxygen hose is blue, the acetylene hose is red. Changing their places is strictly prohibited.
- They are connected to welding equipment devices only with fittings through nipples.
- Commonly used hoses have an internal diameter of 9 or 12 mm.
- Their minimum length is 8 m, maximum – 20 m.
- The hose set is a dual design of acetylene and oxygen.
The torch is the most important element of welding equipment, where the two gases are mixed and where the mixture comes out at supersonic speed. The hoses are connected to the burner using fittings. Higher up the handle there are valves with which the supply of each gas is regulated. In this case, oxygen passes through the injector, in which acetylene is drawn along with it. That is why the pressure of the acetylene reducer is set equal to atmospheric pressure or slightly higher.
Cutter design
If a welder works independently, he may often need to quickly switch from cutting to welding. And the hoses can be disconnected quickly. You can save time by using a special insert cutter for burners. Mouthpieces can be used with “Sotki”; when changing, you can get holes in thicknesses of up to 100 millimeters.
If we talk about the cutter device, it looks like this:
- gas enters the cutter body through the hoses through the nipples. Propane goes to the western valve, and oxygen splits into two streams, one of which will go to the heating oxygen valve, and the second to the cutting oxygen valve, it is located outside the handle;
- when the heating oxygen valve is opened, it is supplied under pressure into the key hole of the injector, and propane is supplied to it through a series of peripheral holes due to vacuum;
- in mixed form, gases move along the lower tube of the tip towards the mouthpieces;
- internal and external mouthpieces with external threads are screwed into the head of the cutter tip;
- oxygen is supplied through the first valve with a central channel;
- the heating gas comes out of the annular gap, which is formed outside;
- When a flame appears, it is directed to the initial cutting location of the workpiece. The cutting oxygen valve opens when the area is heated to the desired temperature. A gas jet under pressure burns the metal and immediately blows it out with oxide.
Next, the acetylene or propane cutter is held at a certain distance from the metal product, leaving a narrow slot at the back, which is limited by the side and frontal planes.
As for such a structural element as a mouthpiece, the outer one should always be copper. But the internal mouthpieces for an acetylene cutter should be copper, and for a propane cutter - brass, respectively. When choosing the correct internal nozzle, depending on the thickness of the workpiece being processed, it is necessary to optimize the oxygen consumption in the cutting jet.
The mouthpiece is a consumable item because it quickly wears out and becomes clogged with molten metal residues.
The hose nipple should be made of brass. If you are planning to purchase a budget gas cutter along with hoses, then its components may be partially aluminum, which makes the product wear out quickly, and covered with brass or copper on top.
Advice from experienced people: how to use
Table of cutting metals with a gas cutter.
First the general points:
Only with a mask! We carry out any work with any gas cutter only in a welder’s mask or special glasses. Working with an autogen is an activity with a sea of risks; safety precautions must be carried out for real and not childishly. We choose clothing and gloves with fire-resistant properties. If there are none, well: at least the minimum requirement is not to wear synthetic clothes. There must be a fire extinguisher at the workplace with all the correct expiration dates, etc.
Fire extinguishing equipment must also be placed nearby in accordance with fire safety regulations. Before work you need to stock up on: a ruler, a special pencil, a square and a tape measure; a special lighter, which is usually included with the equipment. When working, it is important to choose the right location. The torch flame should be located frontally in relation to the supply hoses
The hoses, in turn, should be positioned so that they do not interfere with you during the process. Another safety rule: gas cylinders should not be closer than 5 meters to you during operation. Ventilation should be excellent throughout cutting, preferably working outdoors. The floor in the workshop should be either concrete or earthen. If you haven't worked with your cutter for a long time, or are starting to use a new device, check the channels: they should be clean. In addition, always check the vacuum level in the chamber that is formed by oxygen. First, remove the propane hose - this must be done with the valves on both the cutter and the cylinder tightened. Then open the oxygen and gas valve on the cylinder at operating pressure. The injector is checked simply: put your finger on the gas nipple, if everything is correct, you will feel air being sucked into this nipple. Close the oxygen, all the valves and then connect the hose with flammable gas to the cutter: you can work.
Scheme of cutting metal with a cutter.
Stages of action during cutting, propane cutters:
First, an oxygen cylinder: set the operating pressure. Then a cylinder with flammable gas: we also set the working pressure. The reference point is oxygen pressure. The propane pressure should be about ten times less. If the device is three-pipe, then the difference will be five times. Slowly open the oxygen and gas valve, ignite the gas and use the valves to create the pressure of the heating flame. The manual gas cutter is ready for work, now the actual cutting of the metal with the cutter. A stream of igniting oxygen begins to flow to the combustion site. If the metal is heated sufficiently, the desired reaction will begin immediately. In this case, the oxygen supply pressure can be further increased until the metal is completely cut through. Now the autogen can be moved in the desired direction - along the line of the planned cut. The speed of movement must be determined as you go, it will depend on how the sparks and slag flow or are blown down from the burner. After cutting, carefully inspect the work area for any remaining pieces of molten metal.
God forbid you step on these - they will even burn through the thick soles of your boots. Cooling of parts is carried out either with water or naturally. After finishing cutting, you need to finish the work process, which is no less important than starting work. First we tighten the oxygen valve. The flame valves are closed next - the propane valve first, the oxygen valve next. We tighten the valves on the cylinders. We release the hoses from the gas: open and then alternately close the valves of the heating mixture on the device.
Using the cutter
Before you start using the machine for metal, the device must be prepared.
First, we check whether the gas hoses are connected correctly (the oxygen supply hose is connected to a fitting with a right-hand thread, and the hose for supplying flammable gas to a fitting with a left-hand thread).
Secondly, we tighten all connections and check how tight they are to avoid leakage of the mixture during work.
It is advisable to lubricate the rubber valve seals using a special lubricant or glycerin. Only after this can you light the cutter and start cutting metal.
The sequence is extremely simple:
- first open the valve with oxygen, then the valve with gas;
- ignite the flammable mixture coming out of the release device;
- we adjust the flame jet to the required size and intensity using valves;
- heat the metal until the heating area becomes straw-colored;
- open the valve with cutting oxygen and cut the material;
- Having completed the cutting, first close the gas valve, then the oxygen valve;
- If the tip gets very hot, you can immerse it in cold water.
When working, you should be extremely careful and avoid mistakes.
If you do the cutting yourself, be sure to wear special gloves and a protective mask.
IMPORTANT TO KNOW: Description of waterjet cutting machines
Clothes should be made from natural materials; it is advisable not to wear synthetics or flammable materials when working with fire.
Metal cutting should only be done on a specially prepared, grease-free surface.
If oxygen comes into contact with even a small amount of oil, the rate of explosion is extremely high.
Therefore, under no circumstances should you touch the cylinder with oily hands! Smoking while working indoors is also strictly prohibited!
Do not panic if during work your gas supply hose falls off or breaks (since the gas comes under pressure, this sometimes happens).
Video:
Those who encounter this for the first time are in most cases frightened by the loud sound that occurs at this moment.
In this case, you should turn off the propane first and then the oxygen as quickly as possible.
After use, the gas cutter should be stored in a specially designated place to prevent the ingress of oil and grease.
The gearboxes are stored separately, and the cutter and welding torch can be placed together.
Principles of autogen miniaturization
One of the disadvantages of autogenous welding is the bulkiness of standard equipment. Currently, mini-devices are offered that allow you to carry the entire welding set manually. The bulkiness of the design is almost entirely caused by gas sources. The acetylene cylinders and generator are quite large in size and weight, which requires vehicles. A modern mini-autogen can be carried as a small hand tool, placed in a suitcase. The gas sources in such devices are small cans of compressed gas: oxygen, butane, propane, etc. The disadvantage of such mini-devices is the high price and small volume of cans, which causes problems when carrying out work in remote areas.
You can make an autogen with its own gas source and a small, simplified burner with your own hands. Such a portable device can contain a homemade hydrogen generator (based on the principle of electrolysis), which will provide power for gas welding for a sufficiently long time without replacing cylinders.
Price and repair
How much does a device like this cost?
Everyone who is planning to make repairs with their own hands is eager to find out the answer to this question. The price of a gas autogen can vary greatly. It is influenced by the country of manufacture, company, type, size, characteristics and purpose of the device.
The highest price is considered to be for gas burners made in South Korea or America, as they are of high quality and have a long warranty period.
If you wish, you can easily find a high-quality device that will have an acceptable price and good characteristics, you just need to decide what is your priority - size, performance or purpose of the device.
If after purchase you find any problems with the device, you can use the warranty card.
Video:
The seller is obliged to carry out free repairs at the service center or exchange the device for another similar model.
After the end of the warranty period, if the autogen breaks down, you will make repairs at your own expense.
Therefore, it is advisable to buy burners from trusted manufacturers, so that in the future repairing the device will not cost more than the purchase itself. The price of the device is not the criterion that should be used when choosing a cutter.
Autogen welding rules
Performing welding procedures with metal products, which requires compliance with the entire technological process and safety regulations. Under no circumstances should they be neglected. Before starting the welding process, it is imperative that you familiarize yourself with the following safety precautions:
- Under no circumstances should cylinders come into contact with other flammable materials, in particular oil; if contact occurs, the cylinders will simply “fly up into the air”;
- transportation of all materials, in particular gas cylinders, is carried out only on vehicles specially prepared for this purpose;
- argon welding must be performed at a safe distance from residential buildings and other buildings and premises;
- After completing the welding work, the cylinders must be stored in a well-ventilated metal cabinet in an open area; in no case should it be placed indoors;
- During welding procedures, cylinders should be checked from time to time for gas leaks;
- During welding, there must be a fire extinguisher and other fire safety equipment near the workplace;
- Welding work should be performed away from flammable objects, products and materials.
Operation of the autogen and features of its use
The sequence of working with autogen can be represented by the following steps:
- Studying the structure and operating principles of a particular model, checking the correct location of the autogen parts, connecting the hoses for supplying flammable gas and oxygen.
- Special rubber seals are treated with glycerin or a lubricant provided for this purpose. It is important that the connections of the threaded type autogen components are sealed - this minimizes the risk of gas leakage during operation of the gas autogen.
- By supplying a dosed stream of oxygen, a vacuum of gas is formed in the channels of the instrument.
- Opening the gas valve will ignite the combustible mixture, which heats the metal to a temperature sufficient for cutting.
- Valves on the oxygen and gas supply channels regulate the size of the cutting flame, the intensity and temperature of combustion in accordance with the materials of the workpiece, its thickness, etc.
- At the moment the metal, heated to the required temperature, is absolutely ready for cutting, a stream of cutting oxygen is supplied, and the part is cut properly.
- Extinguishing the burner flame is carried out in the reverse order - first the gas channel valve is tightened, then the oxygen channel. If the tip becomes very hot (which is quite possible during long-term work), cooling is carried out with cold water.
During operation, switching on and off the device, as well as its storage, fire safety rules should be followed and strictly observed.
[my_custom_ad_shortcode2]
Let's define it in terms
By non-burning flame, chemistry means a chain reaction of oxidation in which a glow is observed. So if you strictly follow the terminology, cold fire is not a flame. It is used to create very spectacular special effects and some types of fireworks. A number of esters and acids, both organic and inorganic, are capable of producing a cold flame. The most commonly used is the ethyl derivative of boric acid.
Often, cold fire also means a visual “trick” in which the combustion process as such is absent. It is usually used not for tricks, but for design purposes.
Autogen welding process
Autogenous welding without a filler rod or wire is impossible. In this case, only the metal is burned and cut into separate fragments. Mixing in the burner, acetylene and oxygen burn and are ejected from the nozzle at high speed. The gas stream reaches a temperature of more than 3000 C. It can be adjusted within certain limits by adding or reducing the proportions of the supplied gases.
First, oxygen is supplied to the burner, then acetylene or propane and the mixture is ignited. After a stable flame appears, the required temperature is set by turning the control valves. As a rule, it is difficult to measure, so the level is determined by indirect signs - the color of the flame, the sound of the gas flow, the intensity of heating of the metal.
How the welding process occurs is shown in the picture:
First, the parts to be welded are installed in the desired position, then their edges are heated to white, and only then the filler rod is introduced into the burner flame. It melts and fills the seam between the parts. You can buy LNG filler rod (I, II, III or IV) and other modifications, as well as welding wire for autogenous welding at any welding equipment store.
Autogen welding is a rather complex process in its technique, and you should not undertake welding of critical parts without preparation. It is best to practice on cuttings of pipes, channels and other profile products in order to gain experience and master practical working techniques.
Disadvantages of processing
Low carbon steel is most suitable for gas cutting, but medium and high carbon steel is not a very suitable material for cutting. Due to the high carbon content, the ignition temperature increases and the melting point decreases. And this condition complicates the cutting process.
It is difficult to cut metal using a gas mixture if it has low thermal conductivity. Therefore, these types of material are not suitable for processing.
Safety rules when gas cutting metal
Gas cutting of metal should only be carried out by a qualified and experienced professional.
It is important to observe all the key factors of proper processing: oxygen pressure and speed of the procedure. It is necessary to take into account the thickness of the product and the diameter of the cutter nozzle
If the rate of oxidation and metal cutting do not match each other, then the result will be poor-quality processing.
Oxygen cutting involves the use of explosive substances. If safety rules are not followed, there is a high probability of an explosion of the gas-air mixture; it is necessary to monitor the condition of the gas equipment. To protect against burns, you must use personal protective equipment.
A significant disadvantage is the possibility of metal deformation and low cutting accuracy.
Related video: Cutting metal with a cutter
Useful articles
Plasma cutting of metal - features and advantages of work
List of metal cutting companies in Rostov-on-Don
Making your own laser for cutting metal - instructions and recommendations
Manufacturing
The manufacturing process occurs in several sequential stages:
- A gas supply needle is made, which acts as the tip of a gas cutter. On the needle used to inflate balls, a small incision is made using a needle file at a distance of about 2 cm from the end.
- An air (oxygen) supply needle is made. To do this, you need to take the needle from the dropper, file off the sharp tip with a sharpener, and bend it at 45 degrees at the same distance (about 2 cm). After this, the curved needle is inserted into the hole that was previously made in the large one.
- If necessary, the protruding ends of the resulting structure of two needles are leveled with a file or a sharpening stone.
- To seal the joint and fix the connection of the needles to each other, it is necessary to wrap it with copper wire, prepared in advance and cleaned of oxide. After this, the winding is coated with flux used for soldering and carefully but carefully soldered with tin.
- Dropper tubes are attached to the rear ends of the needles. In this case, the clamps are not removed from them, since they will be used to regulate the size of the flame.
- A container is made for oxygen (or ordinary air under pressure). To do this, a hole is cut in the bottom of the prepared plastic bottle for a nipple from a car camera, which is installed there using glue and a special nut. This design will allow you to pump compressed air into the bottle using an ordinary car pump. As an alternative and more convenient option, an aquarium compressor or even an electric car pump can be used.
- A hole is made in the cap of the PVC bottle to install a dropper in it, which is pre-cut to the so-called “skirt”. The connection between the cap and the dropper must also be carefully sealed using thermal adhesive.
- The resulting structure is connected using a dropper tube to the hole of a small needle. Thus, the part of the cutter through which the compressed air will have to flow is almost complete.
- A second line is made, intended for the passage of gas from the cylinder, which is used to refill lighters. It is necessary to make a hole in the plastic lid of the can, the diameter of which must coincide with the dropper tube. The tube is then inserted into the resulting hole. A special nozzle is installed at its end, which is usually supplied with the cylinder. The connection must be as tight, airtight and durable as possible. After this, the tube with the installed nozzle is fixed in the plastic cover so that in the closed position it puts pressure on the nipple of the balloon.
Your own gas cutter for metal is ready.
Technology of metal cutting using electric arc welding
Before starting work, you must ensure that all electrical cables used are in good condition. Creating and maintaining an arc is not particularly difficult. It is ignited by tapping or striking the electrode on a metal workpiece. The amount of current on the inverter is set depending on the size of the electrodes, the thickness of the material, and the type of cut required. There are three main types of cuts.
Separation cutting
The material is installed in such a way as to ensure free flow of molten metal from the cut line. When the sheet is positioned vertically, separation cutting is carried out from top to bottom. On a horizontal surface, the cut is made from the edge of the material. If you are cutting a large sheet, you can start the process with a hole made in the middle of the workpiece.
Surface cutting
This type is used for laying grooves on the surface of the material, leveling out sagging and defects. During operation, the electrode should be positioned with an inclination of 5º-10º to the surface. During surface cutting, the movement is performed with a slight immersion into the cavity being created. If it is necessary to lay a wide groove, the electrode should perform transverse movements of a given size.
Hole cutting
This operation is performed by gradually expanding a small hole to the required size. When cutting holes, the perpendicular position of the electrode allows slight deviations towards the resulting circle.
Features of the use of different types of electrodes
For the process of cutting metal surfaces, it is possible to use various electrodes:
- metal melting;
- coal;
- non-melting tungsten.
Cutting with a consumable electrode is accompanied by the melting of metal by an electric arc from the impact zone. The work is performed with steel electrodes with a diameter of 2.5 to 6 mm, which are more refractory than when welding. A high-quality coating (manganese ore, potash) creates a small visor that covers the arc zone, which contributes to concentrated heating of the material.
Carbon electrodes are used when a certain quality and width of the resulting cut is not required. During operation, the surface of the material is positioned with a slight slope to facilitate the flow of metal. In this way, workpieces made of cast iron, steel, and non-ferrous metals can be processed. It is optimal to use an electrode with a thickness of 10 mm.
Electric arc cutting of products made of non-ferrous metals and alloy steel can be done with non-consumable tungsten electrodes, which are used much less frequently than metal or carbon ones. In this case, cutting must be carried out in a protective gas atmosphere.
In the absence of special electrodes designed for cutting material, conventional welding electrodes can be used. In this case, you should choose the appropriate diameter: for thin metal, electrodes with a diameter of 3 mm are used, for thicker ones - from 4 to 6 mm.
What are gas cutters and what types do they come in?
Gas cutters are designed for cutting rolled metal and dismantling metal structures. The principle of operation of a cutter for cutting metal is quite simple - gas burns at the end of the torch, creating a high temperature zone exceeding the melting point of the metal. Gas is supplied to the burner through a hose from a portable cylinder built into the handle or from an external cylinder through a hose. Air oxygen can be used to oxidize flammable gas; in other designs of oxygen cutters, gas is supplied from a separate cylinder through a separate hose.
There are many types of gas cutters and torches. Existing types of cutters are classified according to the following criteria:
- by type of cutting; superficial;
- dividing;
- manual;
- propane;
- injection;
- low;
- multi-nozzle;
- small - up to 100 mm;
Mini gas cutter
In addition, there are ultra-portable pocket-type mini gas cutters, the power of which allows, however, to cut several millimeters of steel or copper sheet. This gas cutter is ignited by a match or by a built-in piezoelectric element.
An injection cutter for manual oxygen cutting not only does not fit in a pocket, but also requires an impressive cart to transport its cylinders. Stationary cutters for cutting sheet metal are complex automated industrial installations with an area of tens of square meters; gas is supplied to them through a stationary gas pipeline from large gas tanks.
Operating principle and types
The principle of operation is based on supplying a pure stream of oxygen through the nozzle of a gas cutter. Regardless of the design features of the autogen, execution occurs due to the combustion of metal under the influence of a propane-oxygen environment. The main requirement for using the device is that the combustion temperature must be higher than melting, otherwise the material will melt and drain, which interferes with high-quality work.
Most steel alloys are not susceptible to the action of an oxygen-propane cutter, due to restrictions on the maximum proportion of alloyed impurities. The presence of carbon in the element can lead to unstable functioning or stop the process. The impact on metal occurs in several steps:
- The temperature rises to the point where the steel begins to burn. To obtain the required flame, pure ozone is mixed with the combustible mixture in the required proportions.
- After the zone is heated, both the heated steel is oxidized by the oxygen environment and materials are released from the processing area.
The classification of hand cutters is divided according to several parameters, depending on the type of work. Main characteristics:
- a type of flammable gas, methane, propane - butane, acetylene and others are used;
- power, parameter for obtaining a mixture for heating;
- The nozzle design, which affects the production of gas, is used both with injection systems and without injection.
Injection cutter-burner
Power is divided into several types, from low to high cutting power. With low power, products with a thickness of 3 to 100 mm are affected; with the medium type of installation, it is possible to cut materials up to 200 mm thick, and with high power – 300 mm. There are varieties capable of processing products up to 500 mm thick; such installations are used both in industry and in domestic settings. Some components of the characteristics depend not only on the power, but also on the design of the cutting torch.
Refilling the tank
Refueling should only be done upside down. The lighter must be taken in your hand so that it can be easily held, preferably with an emphasis on some hard surface. First, shake the gas canister several times.
Insert the nozzle of a can with a suitable nozzle tightly into the filling valve and press it onto the filling rod. If liquid gas begins to fill the tank, the lighter body will quickly cool. Do not prime for more than five seconds. If this is not enough, repeat the procedure after a while. The release of excess gas will indicate that the tank is completely filled.
Gas cutter for metal: varieties
Gas cutters are divided into types according to various parameters. The main ones are the following:
by type of flammable gas:
- acetylene;
- methane;
- propane-butane, etc.
based on the principle of mixing oxygen with flammable gases:
non-injector; injection;
for main purpose:
for cutting under water; for cutting thick material; for cutting holes; universal;
by type of cutting:
spear; oxygen-flux; superficial; dividing.
Currently, the most popular gas cutters are the universal type. They are distinguished by the following positive qualities:
- carry out cutting in any direction with material thickness, mm: 3…300;
- quite easy to use;
- very stable;
- withstands reverse impacts well;
- have a small mass.
Propane
A propane gas cutter can cut metal sheets up to 300 mm thick. The equipment has a whole set of technical characteristics that contribute to its long-term operation. Many parts are easily replaceable and, if necessary, can be replaced directly during the work process (without leaving the work site). In most cases, replacement with analogues is possible. In addition, propane has a relatively low cost. This makes using propane cutters even more beneficial.
As an example, consider the Mayak 2-01 and RS-3P propane burners.
"Mayak 2-01" is used for manual separation and oxygen cutting of low-alloy and carbon steels.
Its technical characteristics:
- thickness of cut steel, mm: 3…100;
- flammable gas: propane;
- sleeve diameter, mm: 9/9;
- length, mm: 580;
- weight, kg: 1.3.
Propane mouthpieces supplied:
- external No. 1;
- internal No. 1 (for cutting metal thickness, mm: 8...15) - installed on the cutter;
- spare parts included:
- No. 2 (15...30 mm);
- No. 3 (30...50 mm);
- No. 4 (50...100 mm).
"RS-3P" is an oxygen-gas injection gadget designed for manual cutting of low-alloy and carbon steels.
Its technical characteristics:
- thickness of cut steel, mm: ≤ 200;
- gas used: propane / methane;
- length, mm: 500;
- climatic version: UHL 1 and T 1 according to GOST 15150;
- operating temperature, °C:
- when working on acetylene: + 45...minus 40;
- when working on propane-butane: +45ºС…minus 15;
weight, kg: 1.05.
Acetylenic
Acetylene cutters are designed for manual separation, oxygen-acetylene cutting of carbon and low-alloy steels. Classic ones are injection-type cutters:
The mixing of gases in them occurs in the injection chamber, which is located near the handle.
The thickness of the metal cut by this equipment depends on the number of the mouthpieces on the cutter:
- type P1 (for example, “P1-01”) are equipped with mouthpieces that allow cutting metal up to 50 mm thick;
- type P2 (“P2-01”, “Mayak-1-01”) are equipped with mouthpieces that provide cutting of metal up to 200 mm thick.
Portable cutting torch
Many had the opportunity to observe the hard work of gas welders, transporting large and heavy cylinders with flammable gas and oxygen to the workplace on various carts. To create mobility, the cutter is connected to the cylinders via long hoses. It is inconvenient and quite difficult to work with such a device. Moreover, it is these long hoses that create the greatest inconvenience.
It’s a completely different matter if you have a small, portable, injection-type gas cutter at your disposal. It is moved from place to place by 1 person. If necessary, he can raise it to a considerable height. This gadget includes:
- gas welding torch or cutter;
- short hoses up to 5 meters long;
- 2 oxygen cylinders with a capacity of 5 liters;
- 1 propane cylinder, the capacity of which can be: 2, 3 or 5 liters.
Oxygen and flammable gas cylinder.
Gas cutters that are mounted directly on the cylinder are widespread. They, heating the surface to T = 1300 °C, are often used for various household purposes (for example, for welding metals with low melting points). The heating temperature they create is sufficient to soften the following metals:
For comfortable operation, gas cutters are equipped with a can mount and are equipped with piezo ignition. These gadgets are autonomous and compact. This makes them convenient to use both outdoors and in the garage. The devices are very versatile:
- They are convenient for lighting a fire outdoors in cloudy weather;
- they are used to warm up a frozen padlock at the gate of a country house or cottage and in many other cases.
Injectorless gas cutter model, portable gas cutter for metal
Industrial models (using the example of BSM)
There are special machines for industrial use to perform precise miter cutting operations. A good example: devices produced under the BSM brand. The machine manufacturer is the German company Rexinger.
True, the BSM series machines are designed exclusively for working with polypropylene pipes of fairly large diameters. Processing of products such as PP, PVC, PE, PVDF is supported.
Industrial machine for cutting pipe products made of polymers. Designed to work with large diameter products, but has equipment for processing pipes from 50 mm. The machine provides cutting in a wide range of angles
The cutting tool of the machine is a band saw, thanks to which cuts are made at angles from 0 to 67.5º. The accuracy of the process is ensured by a laser cutting recognizer.
Despite the configuration of the device for large-diameter products, you can use a special table, which can also be used to successfully cut pipes of small diameters (50 - 200 mm), which are easier to cut using a pipe cutter. A wide range of BSM devices is produced.
Tree
Wooden plinths are rare and expensive, so their processing must be approached extremely responsibly. The cutting technology looks something like this:
The cut is being made. This can be done with a regular wood hacksaw, but it is better to use a special saw or metal file to avoid cutting too wide.
Asterisk IMPORTANT: when adjusting you must be extremely careful; it is better to cover the uneven cut with a decorative overlay or wood putty than to gouge out too much wood
Skirting boards made of plastic (polyvinyl chloride, PVC) are now widespread. It is convenient because:
- Easy to cut with any tool.
- Flexible, can be used even in uneven corners.
It usually has internal cavities, which means it can be used as a cable channel for laying electrical wiring or fiber optic lines for the Internet.
PVC skirting has proven itself well
PVC skirting boards are cut in the same way as polyurethane. However, you need to take into account: the best tool, a hacksaw with fine teeth, is only suitable for thick baseboards; in thin ones it can tear out pieces. Therefore, the best option for thin products is a stationery or construction cutter or a sharp knife. Using it requires some skill, so it’s better to practice in advance on scraps or sheets of thin plastic.
Solid dry cutters
The solid type attachment, despite the name, is used for wet cutting. It does not have cuts responsible for thermal relief, and therefore requires the use of a coolant - water supply to the cutting zone. Due to the tendency to overheat, a continuous dry cutter operates continuously for no longer than 15 seconds. At idle, leave it for another half a minute to cool down.
Failure to do so will cause the silver solder to weaken, the diamond coating to wear off, and the wheel to lose its original shape.
A continuous dry cutter provides a better quality cut. The most important thing is not to forget about the water supply. Its supply can be ensured by connecting a hose or attaching a specialized device.