Basic criteria establishing weldability
When assessing the weldability of steels, attention is always paid to the chemical composition of the metal. Some chemical elements can increase or decrease this indicator. Carbon is considered the most important element, which determines strength and ductility, degree of hardenability and fusibility. Conducted studies indicate that when the concentration of this element is up to 0.25%, the degree of workability does not decrease. An increase in the amount of carbon in the composition leads to the formation of hardening structures and the appearance of cracks.
Concept of weldability
Other features that relate to the issue under consideration include the following points:
- Almost all metals contain harmful impurities that can reduce or increase weldability.
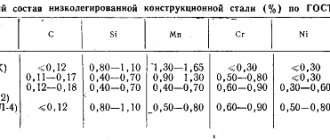
- Phosphorus is considered a harmful substance; when the concentration increases, cold brittleness appears.
- Sulfur causes hot cracks and red brittleness.
- Silicon is present in almost all steels; at a concentration of 0.3%, the degree of machinability does not decrease. However, if you increase it to 1%, refractory oxides may appear, which reduce the indicator in question.
- The welding process is not difficult if the amount of manganese is no more than 1%. Already at 1.5% there is a possibility of the appearance of a hardening structure and serious deformation cracks in the structure.
- The main alloying element is chromium. It is added to the composition to increase corrosion resistance. At a concentration of about 3.5%, the weldability indicator remains practically unchanged, but in alloyed compositions it is 12%. When heated, chromium leads to the appearance of carbide, which significantly reduces corrosion resistance and complicates the process of joining materials.
- Nickel is also the main alloying element, the concentration of which reaches 35%. This substance can increase ductility and strength. Nickel causes an improvement in the basic properties of the material.
- Molybdenum is included in the composition in small quantities. It helps increase strength by reducing the grain structure. However, when exposed to high temperatures, the substance begins to burn out, causing cracks and other defects to appear.
- Copper is often added to the composition as an alloying element. Its concentration is about 1%, due to which the corrosion resistance is slightly increased. An important feature is that copper does not impair welding processing.
Weldability criteria
Depending on the characteristics of the structure and chemical composition of the material, all alloys are divided into several groups. Only by taking this classification into account can you choose the most suitable alloy.
Welding equipment
Regardless of which dissimilar steels being welded we are talking about, equipment for welding work is divided into two groups:
- Working equipment, which includes : welding current source, power supply cables from the electrical network or generators; cables for supplying welding current to the products being welded and creating a welding circuit, in the case of using shielding gas technologies - gas cylinders or special generator devices, welding hammers, metal brushes, power tools (grinders and angle grinders) for final processing of welded joints . In addition, filler materials (welding wire, electrodes), as well as mechanisms for directing them into the welding zone (wire feeding machines, electric holders for electrodes) should be considered as welding equipment.
- Protective equipment . This type of equipment is most often individual and includes: protective clothing impregnated for fire protection, a welding mask with dark glass or a self-darkening mask, leggings or gloves, and safety shoes.
As additional equipment for the welding station, a welding table is considered, as well as tools for securing the parts to be welded in the required spatial positions.
Classification of steels by weldability
Alloys that do not form cracks when heated have good machinability. According to this characteristic, four main groups are distinguished:
- Good weldability means that the steel remains strong and reliable after heat treatment. In this case, the created seam can withstand significant mechanical stress.
- A satisfactory degree allows processing without preheating. Due to this, the process is significantly accelerated and costs are reduced.
- Limited weldability steels are difficult to process; welding can only be carried out using special equipment. That is why the cost of the process itself increases.
- Poor weldability does not allow the processing in question, since cracks may appear after the weld is completed. That is why such materials cannot be used to obtain critical elements.
Classification of steels by weldability
Each group is characterized by its own specific characteristics that need to be taken into account. Steel 20 belongs to the first group, while the common steel 45 has low weldability.
Welding pipes made of steel 20 and 09g2s
The alloys have a low carbon content. They do not harden, are not prone to overheating, and are resistant to cracking. For manual or automatic fastening of structural lightly alloyed substances 09G2S and 20, the equipment UONI-13.55, E42, ANO-21, OZS-12, MR-3 LUX is suitable. If the technology is followed, the proper selection of raw materials and equipment, a strong welded joint section is obtained.
Technological instructions are disclosed in more detail in STO 00220368-011-2007. The document contains requirements for materials and methods of metal processing of dissimilar compounds made of carbon, high- and low-alloy steels and alloys.
Weldability groups
All groups of steel weldability are characterized by their own specific features. Among them the following points can be noted:
- The first group, which is characterized by good weldability, can be used for welding without preheating and subsequent heat treatment of the seam. Tempering is performed to reduce stress in the metal. As a rule, this property is associated with a low carbon concentration.
- The second is characterized by the fact that it is prone to the formation of cracks and defects at the seams. That is why it is recommended to preheat the material, as well as subsequent heat treatment to reduce stress.
- At a limited rate, steel is prone to cracking. In order to eliminate the possibility of cracks, the material should be preheated; after welding, heat treatment is mandatory.
- The last group is characterized by the fact that in most cases cracks form at the seams. At the same time, preheating the structure does not largely solve the problem. After welding, multi-stage improvement is required.
Weldability groups
Each alloy and metal belongs to a specific group. In addition, the degree of weldability changes after improving the material, for example, by nitriding or hardening.
Formulas for carbon equivalent of steels and other parametric expressions for assessing weldability
To assess the weldability of steels, a value such as the carbon equivalent of steels (Ceq) is used. When determining the carbon equivalent, the chemical composition of steels is taken into account, because The influence of alloying elements on the weldability of steel is very large. Carbon (C) has a particularly strong effect on weldability. To determine the tendency of a metal to form cold cracks during welding, the following formulas for calculating the carbon equivalent are used:
Sequ=С+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15, % - this formula is accepted for calculation in the European standard
Seq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4,% - this is the formula for determining the carbon equivalent of steel in Japanese standards
Ceq=C+Mn/20+Ni/15+(Cr+Mo+V)/10,% - this carbon equivalent formula is proposed by the British Institute of Welding
However, as it turned out in practice, for microalloyed steels with a reduced carbon content, these equations cannot characterize the decrease in strength due to grain growth. The German Duren derived a formula for the carbon equivalent of microalloyed steels, which quite accurately characterizes their tendency to form cold cracks:
The carbon equivalent value allows you to determine which steel weldability group a particular grade belongs to; in addition, this value will be needed to determine the preheating temperature when welding metals. It is determined by the formula:
where C is the total carbon equivalent, which can be calculated as follows:
Seq is the chemical equivalent of carbon, calculated using the formulas given above; Cs is the carbon equivalent, depending on the sheet thickness, in mm. Calculated by the formula:
As a result, we get: C=Seq*(1+0.005*S)
In addition to the carbon equivalent, there are several parametric formulas for determining and assessing the weldability of steels, of which the Ito-Bessio formula is the most popular:
Where K is the stiffness intensity factor that Ito and Bessio used in their calculations based on the data they obtained when assessing the weldability of steels with Y-shaped edges.
K=Ko*S, where Ko is a constant equal to 69; S—sheet thickness, mm. Research carried out later showed that the constant Ko = 69 can be used to approximately determine the value of K in the case when sheets of large thickness, up to 150 mm inclusive, are welded.
Рсм is a coefficient characterizing the decrease in strength due to the structural transformation of the alloy; H - the amount of dissolved hydrogen in the metal forming the weld, measured in ml/100g. In Japanese standards the value is H = 0.64, in European standards H = 0.93.
Numerous measurements have shown that when Pw>0.286, there is a risk of cold cracks in the welded joint.
If we are talking about the danger of the formation of hot cracks in the weld metal, then the weldability of steel according to this criterion can be assessed using the HCS indicator, calculated by the formula:
If the resulting HCS value is >4, then there is a risk of hot cracking. However, if welding of high-strength steels of large thickness is performed, then the risk of occurrence of this weld defect occurs already with HCS>1.6...2.
How do alloying impurities affect weldability?
As previously noted, the inclusion of a large number of alloying elements leads to a change in the main characteristics. Let us note the following points:
- With a low concentration, steel is better weldable.
- Some chemicals can increase the indicator in question, while others can worsen it.
That is why when choosing an alloy alloy, attention is paid not only to the type of alloying elements, but also to their concentration. Accepted GOST standards determine that the labeling may indicate the main chemical substances and their quantities in the composition.
Formulas for carbon equivalent of steels and other parametric expressions for assessing weldability
To assess the weldability of steels, a value such as the carbon equivalent of steels (Ceq) is used. When determining the carbon equivalent, the chemical composition of steels is taken into account, because The influence of alloying elements on the weldability of steel is very large. Carbon (C) has a particularly strong effect on weldability. To determine the tendency of a metal to form cold cracks during welding, the following formulas for calculating the carbon equivalent are used:
Sequ=С+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15, % - this formula is accepted for calculation in the European standard
Seq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4,% - this is the formula for determining the carbon equivalent of steel in Japanese standards
Effect of carbon content on steel weldability
In many ways, it is carbon that determines the main performance characteristics of the alloy. Too high a concentration of such a chemical leads to increased hardness and strength, but also brittleness. In addition, the degree of weldability is reduced several times. Other features include the following:
- If the carbon composition does not exceed 0.25%, then the indicator under consideration remains at a fairly high level.
- Too much carbon in the composition leads to the fact that the metal, after thermal exposure, begins to change its structure, due to which cracks appear.
It is worth considering that the chemical-thermal procedure being carried out can lead to a decrease in compliance with the connection method in question. That is why the improvement of the alloy is carried out after creating the structure by processing the seam.
Methods for eliminating cold cracks during welding
The formation of cracks deteriorates the metal surface and, accordingly, reduces the strength of the finished structure. The following will help prevent their occurrence:
- revision (change) of design solutions, which will reduce rigidity in the area of the welded joint;
- careful monitoring of the progress of welding under optimal conditions will help reduce the content of diffusion hydrogen;
- carrying out welding work in compliance with special parameters that will prevent embrittlement of the metal and will facilitate the removal of diffusion hydrogen from the seam.
Of the listed methods for reducing the likelihood of cold cracks occurring during welding, the most popular is the last one.
Weldability of low carbon steels
Low-carbon alloys lend themselves well to welding. The following points can be noted:
- In such alloys the carbon concentration is less than 0.25%. This indicator is characteristic of alloys that have increased flexibility and relatively low hardness of the surface layer. In addition, the value of fragility is reduced. Therefore, low-carbon steels are often used to create sheet blanks. By adding small amounts of alloying elements, corrosion resistance can be improved.
- To improve the basic characteristics, various alloyed elements can be added to the composition, but in small quantities. Examples include manganese and nickel, as well as titanium.
Low carbon steel
As a rule, such metals do not need to be heated before processing, and after the procedure, hardening or tempering is performed only if necessary.
Selection of equipment and electrodes
There are the following types of welding machines:
- AC transformers.
- Rectifiers.
- Inverters.
Transformers have the following advantages:
- Low cost.
- Simple device.
- Reliability.
- Durability.
They are used in cases where high demands are not placed on the quality of the connection, since the arc burns worse with alternating current and the seam turns out to be uneven.
They are heavy, more expensive and lose more power, but provide high quality connections. Metal losses are reduced, since on direct current it is less splashed.
Inverters are the most practical.
Their advantages:
- small size and weight (about 3 kg);
- high open circuit voltage - 90 V versus 50 V for the transformer;
- additional functions that make it easier to ignite and maintain the arc.
According to the welding method, the machines are divided into types:
- Manual. Use coated consumables that melt.
- Semi-automatic and automatic machines. A refractory electrode made of tungsten or graphite is used. The weld is protected from oxidation by supplying gas (argon, carbon dioxide, etc.) or using flux.
Features of welding low-alloy steels
Welding of structural steels 15HSND, 15GS, 14G2, 14G2AF, 16G2AF
For welding low-alloy steel grades 15HSND, 15GS, 14G2, 14G2AF, 16G2AF, etc. Manual arc welding with E50A or E44A electrodes is well suited. But the highest quality welded joints are obtained when welding with UONI-13/55 and DSK-50 electrodes. But, the best results are obtained when welding with direct current with reverse polarity. At the same time, welding must be carried out at low currents, 40-50 A per millimeter of electrode diameter.
Automatic arc welding of these steel grades is performed using Sv-08GA or Sv-10GA welding wire under AN-348-A or OSTS-45 fluxes.
Metal structures made from steels 15HSND, 15GS, 14G2, 14G2AF, 16 G2AF can be welded at an ambient temperature of at least -10°C. If the ambient temperature is in the range from -10°C to -25°C, then preheating is necessary during welding. The heating width of the welding zone is 100-120 mm on both sides of the seam. Preheating temperature 100-150°C. At ambient temperatures lower than -25°C, welding of the above steels is not permissible.
Welding low-alloy steels 09G2S, 10G2S1, 10G2S1D
Assessment of the weldability of steel grades such as 09G2S, 10G2S1, 10G2S1D, etc. can be given a good one (see the table of weldability of steels), and this is due to the fact that they are not subject to hardening, are not prone to overheating and are resistant to the formation of hot and cold cracks in the weld and heat-affected zone. Welding of low-alloy structural steels of these grades can be performed either by manual or automatic arc welding.
For manual welding, electrodes of the E50A and E55A brands are well suited. For automatic welding, welding wire of the Sv-08GA, Sv-10GA or Sv-10G2 brands is used. To protect the welding zone, fluxes AN-348-A or OSTS-45 are used.
Welding of sheets made of steels 09G2S, 10G2S1, 10G2S1D, with a thickness of less than 40 mm, is carried out without cutting the edges. And, subject to the technology and welding conditions, the mechanical properties of the weld are almost as good as the mechanical properties of the base metal. The uniform strength of the weld is due to the transition of alloying elements from the electrode wire into the metal of the weld.
Welding chromium-silicon-manganese low-alloy steels 25KhGSA, 30KhGSA, 35KhGSA
Welding of low-alloy steels 25KhGSA, 30KhGSA, 35KhGSA, etc. complicated by the fact that they are prone to the formation of cracks during welding and the appearance of hardening structures. And the smaller the thickness of the welded edges, the higher the risk of the formation of hardening zones and the appearance of cracks in the weld metal and, especially, the heat-affected zone.
The tendency of these steels to weld defects is due to the increased carbon content in their composition (0.25% or more). Welding of these steels can be performed with welding wire Sv-08 or Sv08A, as well as electrodes of these brands.
For particularly important welds, it is recommended to use Sv-18KhGSA or Sv-18KhMA electrodes with the following types of protective coating: TsL-18-63, TsK18M, UONI-13/65, UONI-13/85, UONI-13/NZh.
When welding low-alloy chromium-silicon-manganese steels, depending on the thickness of the metal being welded, the following welding modes are recommended:
| Metal thickness, mm | 0,5-1 | 2-3 | 4-6 | 7-10 |
| Electrode diameter, mm | 1,5-2,0 | 2,5-3,0 | 3-5 | 4-6 |
| Welding current, A | 20-40 | 50-90 | 100-160 | 200-240 |
When welding metals with a thickness of more than 10 mm, multilayer welding is performed with short time intervals between subsequent layers. In the case when parts of different thicknesses are welded, the welding current is selected according to the thicker thickness and a larger arc zone is directed to it.
After welding, it is recommended to carry out heat treatment to eliminate hardening structures. To do this, the product is heated to a temperature of 650-680? C, maintained at this temperature for a time, depending on the thickness of the metal (1 hour per 25 mm thickness) and cooled in air or in water.
Welding of low-alloy structural steels in shielding gases is carried out according to modes for automatic or semi-automatic submerged arc welding. In the case of welding in a carbon dioxide environment, welding wire of the Sv-08G2S or Sv-10G2 brand with a diameter of 1.2-2 mm is used.
In the case of using electroslag welding, choose welding wire of the Sv-10G2 brand, which is suitable for any thickness of the parts being welded. AN-8 flux is used as protection. With this welding method, welding can be carried out at any temperature.
Additional