SHARE ON SOCIAL NETWORKS
FacebookTwitterOkGoogle+PinterestVk
The requirements for mechanical processing of various materials are quite high. Elements with incorrectly made threads, a displaced hole, an end with chips after trimming, etc. are sent to the “reject” category. The main reason for poor-quality processing of products is the improper condition of the cutting tool. A drill sharpening machine will help you avoid such problems.
A sharpening machine will help you process drills and other tools with high quality.
Main types of sharpening machines for drills and other cutting tools
Improving manufacturing technologies for various types of products makes it necessary to use cutting tools with ideal sharpening. Otherwise, the quality of processing decreases and the performance characteristics of the manufactured items are lost. Cutting elements made even from the most high-strength materials require periodic restoration of the working edge. Sharpening machines are used for these purposes.
All machines can be divided into two categories: household and professional
Depending on the scope of application, installations are divided into:
- for professional sharpening machines;
- household mechanisms.
There is also a division of grinding apparatus into universal and narrowly focused. Universal units have devices that allow you to sharpen both the blades of ordinary household knives and saws, cutters, chisels, etc. Narrowly focused ones are designed for processing tools of one type.
Professional designs are mostly created to be universal. They are distinguished by their large size and corresponding power, and are installed permanently. Such machines require significant energy consumption. The consequence of high power is noisy operation, so professional devices are placed in separate rooms. Working with them is most often carried out using noise protection products.
Household drill sharpeners are basically mobile devices that can be installed on any horizontal surface. The units are low-power, compact, and are used for sharpening home tools.
As a rule, household machines are small and mobile devices
Design and standard equipment of drill sharpeners
The basic design of any sharpening machine is quite simple. The device includes the following elements:
- The housing in which the engine is placed. A low-power motor is used to process elements made of soft materials. When sharpening carbide parts, powerful models are used. The rotation speed of the sharpening devices, and therefore the time required to process the tool, depends on the power.
- Abrasive wheels installed in parallel, made of different materials. For sharpening elements made of hard alloys, diamond wheels are used, which can vary in size. The outer diameter ranges from 125 to 250 mm. The size of the seat is important: the most common option is 32 mm, but there are sizes of 21.7, 16, 20 mm. An equally important indicator is the grain size: for roughing 40-60 is enough, for finishing – 80-120.
- Sanding belt or other special tools. Additional design elements are inherent in universal sharpening machines. Such parts may also have different dimensions, coating structure, etc.
- Screen. Transparent protective plate-shield ensures safe operation.
- Button to start and stop the unit.
Diagram showing a standard sharpening machine design
Helpful advice! Experts recommend purchasing grinding machines with asynchronous motors. Such devices are more resistant to power surges in the network.
All dimensions and features of the elements must be indicated in the passport for the sharpening machine.
Factory and homemade machines for sharpening drills
Drills are a tool that is actively used both in production and for domestic purposes. Regarding industrial scale, it is worth noting that universal machines are almost always used for sharpening. The other option is simply not cost effective. But at home and in the case of small-scale periodic activities (in vocational educational institutions, retraining centers, etc.), highly targeted units for sharpening drills have found widespread use.
Such machines can be divided into two types:
- devices for sharpening twist drills;
- machines for restoring the cutting surface of feather drills.
For home use, you can make a sharpening machine yourself
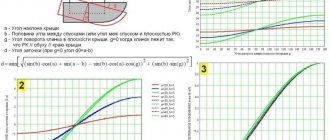
The diameters of the nozzles to be restored vary from 2 to 18 mm. Features of the equipment allow an inclination angle of 170-180° for pen drills, and 140-180° for spiral drills.
Many people prefer to use homemade machines for sharpening drills. More precisely, not machines, but improvised devices. These could be, for example, clamps “swifts” and a sharpening machine. The design works as follows:
- The drill is installed in the clamp at the angle required for sharpening.
- The latch rests against the machine tool rest, then is smoothly brought to the rotating abrasive surface. It is necessary to ensure that the processing angle does not change.
- After sharpening the cutting elements, the back part is processed.
Helpful advice! Considering that when sharpening on such a device, the angle is controlled visually, it is worth having a sample drill with a full cutting surface for comparison.
Machine for sharpening cutters for metal, restoring hole saws for wood
Milling attachments can have a wide variety of shapes: cylinder, cone, hemisphere, etc. There are many standard sizes of this cutting tool. That is why sharpening is quite difficult, especially for non-professionals. In order for the result to be positive, that is, the cutter has restored its functionality after processing, it is worth using a machine for sharpening cutters for metal.
Sharpening cutters is quite a difficult process for a beginner.
The difficulty of restoring the cutting surface of these attachments is due to two features:
- sufficiently long;
- curvilinear geometry of the teeth.
Regarding the last characteristic, a distinction is made between cutters with pointed and backed teeth. The first ones have a flat back surface, and it is along this that sharpening is carried out. Backed teeth are typical for shaped cutters. The complexity of the selections they make affects the sharpening method: it is performed on the inner surfaces of the teeth. It is not recommended to use various devices for sharpening cutters for metal.
If we are talking about ring attachments for wood, then it is worth saying that you can use a thin diamond whetstone as a homemade sharpening machine. It is attached to the edge of the table, and the cutter is driven along its surface. Here it is important to take into account the degree of tool wear in order to correctly select the grain size of the surface of the bar and carry out effective processing.
Checking the quality of sharpening
The quality of sharpening is checked by inspection. Products must have smooth, pointed steps. Chips, drops and other defects are unacceptable.
Rice. 6 Checking the sharpness of the step drill
If possible, control holes are formed in the workpiece. During the work process, the master pays attention to the drilling speed, the degree of heating of the tool, biting and jamming. The created holes are inspected for defects.
Rice. 7 Preparing test holes
Disc sharpening machines: designs, methods of operation
Disc sharpening machines belong to a narrowly focused category of sharpening mechanisms. By design, they can be made as follows:
- the motor and grinding wheel remain static, only the disc being processed moves;
- Both the sharpening elements of the installation and the circular saw rotate;
- The motor mechanism and equipment move, the sharpened disc remains motionless.
Disc sharpening units are highly targeted products
The latter type includes machines for manual sharpening of discs. The principle of operation of such devices looks like this: a circular saw is fixed, a manual electric mechanism is circled along the surface of the teeth being processed. Sharpening the teeth of circular saws can be carried out at the following types of angles:
- front;
- rear;
- bevel of the front and rear parts;
- sharpening (size) of the front and rear corners.
All of the above characteristics depend on the specific application of circular saws:
- for longitudinal cutting, an angle of 15-20° is required;
- for cross cutting, a rake angle of 5-10° is required;
- The universal version of the saw blade has an angle of 15° (average value).
Important! The cutting angle must be taken into account not only when selecting a circular saw for a specific purpose. It also matters for the quality of the material used: the denser the structure of the workpiece, the smaller the front and rear angles should be.
When sharpening discs, you need to remember the cutting angle
Tool sharpening equipment
The main division occurs into two groups - special and universal. To sharpen specific cutting parts, specialized equipment is used:
- A machine for sharpening twist and feather drills - an impressive set of heads and collets allows you to resuscitate a drill of any diameter;
- Sharpening of cutters - the choice of different shapes covers the entire range of cutters used in production, oval, spherical, arched, conical, torch. CBN and diamond abrasives are used;
- A machine for sharpening saw blades - a diamond abrasive is used, the cutting plane is set at an angle in the range of 0-30°. The front and back surfaces of each tooth, side edges and straight profile teeth are sharpened;
- Universal machines are designed and developed for sharpening multi-edge tools. Taps, countersinks, hobs, broaches, reamers, cutters, etc. Each machine model has its own set of characteristics - the range of diameters of sharpened tools, the diameter of abrasive wheels, the length and angle of the blade, the number of operating speeds, and others.
Industrial machines are equipped with an impressive set of adjusting plates, collets, mandrels and grinding wheels. Changeover of equipment is carried out in record time, the design of the machine eliminates injury during operations.
Planer sharpening machines: automatic and manual
Planing machines are available in almost every private workshop or large production facility where wood is processed. The following facts indicate the need to maintain knives in the required condition:
- when planing the surface with dull knives, it becomes covered with lint and may even have significant unevenness;
- worn cutting edges crumble during operation;
- Using worn cutting surfaces will overload the engine, which can lead to premature engine failure.
Sharpening machines for sharpening knives differ in the way they are fed. Knives can be supplied:
- manually;
- automatically.
Manual feed machines have the following design:
- base platform;
- abrasive element;
- carriage for fixing the unit being processed.
Devices for sharpening planing machines are manual and automatic
During operation of this device, the knife is moved using a handle. This device is small in size and can be placed on any horizontal surface.
Fully automated machines are installed on a cast iron frame, they are large in size and have a fairly diverse set of options. The processing speed and thickness of the removed layer are set automatically. Such devices can simultaneously process several knives.
There are automatic machines for sharpening planing knives and household appliances. They are characterized by their small size and also have the ability to set the speed. However, only one tool can be processed at a time.
In what cases is drill sharpening required?
The following factors allow you to understand that a drill requires sharpening.
- When using the product, extraneous sounds similar to squeaks occur.
- During the process of forming holes, the drill becomes very hot.
- More time and effort is spent on completing the work.
- The resulting holes have uneven edges, are jagged and burred.
- The cutting edge of the tool has acquired a rounded shape.
Another reason for carrying out sharpening operations is the appearance of mechanical defects on the working surfaces of the product.
Features of the use of machines for sharpening band saws
A band saw is a metal strip with teeth along one edge in a closed loop. Using this tool, you can cut material of a wide variety of configurations. Naturally, after a certain operating cycle, such a saw should restore its potential capabilities. The main indicator indicating the need for sharpening is excessive roughness of the treated surface.
If the band saw leaves rough edges, then it’s time to sharpen it.
First, the saw is sent to adjust the setting, that is, to adjust the bending of the teeth in different directions. Depending on the functionality, there are different ways to arrange the cutting elements: wavy layout, every third tooth remains untouched, alternate bending of each element.
After the setting is completed, the tool is processed on a machine for sharpening saws of this type. The main element of the machines (circles) must correspond to the material from which the band saw is made. For bimetallic options, borazon or diamond abrasives are suitable. For tool steel saws, a corundum grinding wheel is sufficient.
Related article:
DIY knife sharpener: how to make an effective device
Why is it needed, which design is better. Schemes and drawings. Materials used to create the abrasive surface. How to sharpen a blade correctly.
Grinding wheels are selected according to the shape and size of the saw blades. Various machine options can be equipped with the following types of abrasives:
- flat;
- disc-shaped;
- cup;
- profile.
Helpful advice! Before sharpening on the machine, the band saw blade should be turned out and left in this state for 8-10 hours. The processing process will be more efficient.
Band saw machines can be equipped with cup, profile, flat or disc abrasives
Sharpening process
The sharpening process consists of restoring the cutting part and is divided depending on the tool being processed.
- Abrasive: sharpening turning devices and grinding wheels are used. White electrocorundum is used in sharpening high-speed steel cutters; hard alloys are processed with silicon carbide wheels (green);
- Chemical-mechanical – the use of special means and copper sulfate solution. The cutting tool is processed by chemical reactions, chips and cracks are eliminated, a protective film is formed on the surface, which is then washed off with the abrasive elements of the solution.
Circle shapes
Wheels of different shapes are used - cup, disc or flat, the choice depends on the shape and size of the tools being sharpened. To avoid heating during surgery, coolants are used.
Drill sharpening
Sharpening of drills is carried out depending on the type of cutting edge - single or double. First, the main edge is formed, then the transverse and transition edges. In cases with double sharpening of the drill, after working with the cutting part of the main edge, it is necessary to remove the burr and give the edge a larger (rear) angle.
Sharpening industrial knives
Sharpening of industrial knives is carried out on computer-controlled machines with high precision; the length of the knife is limited by the dimensions of the machine. It is important that during one sharpening procedure you must simultaneously sharpen the upper and lower knives used in the cutting machine. Sharpening of knives must be carried out while maintaining the original sharpening angle assigned at the manufacturing plant; changing the sharpening angle is regulated by the customer. After sharpening, the knives are polished on surface grinding machines - the use of diamond wheels completely restores the cutting qualities of chrome tool steel and knives with a carbide insert.
Sharpening circular saws
Sharpening of circular saws is carried out on CNC machines; the wide functionality allows you to sharpen saws with any tooth shape - trapezoidal, straight, variable beveled, with a negative or positive angle of attack. The diameter of the circles varies in the range of 40-850 mm. You can sharpen teeth with chip guide grooves and carbide tips.
Circle shapes
Wheels of different shapes are used - cup, disc or flat, the choice depends on the shape and size of the tools being sharpened. To avoid heating during surgery, coolants are used.
Finishing
The final stage is finishing on a cast iron disk with low rotation speed. The cutters are positioned in line with the middle of the disc and pressed against the surface, after which a paste-like composition of boron carbide grinds the surface to a perfectly smooth state.
Sharpening angles
Sharpening angles are divided into main and auxiliary:
- The main plane of the angle is parallel to the direction of feed of the machine;
- The cutting plane intersects the main cutting edge;
- The sharpening angles are divided into posterior main and anterior main.
The sharpening angles are controlled by templates. All angles and types of sharpening for cutting tools are classified in special tables.
Sharpening cutters for a lathe
Turning cutters consist of two main elements - a base rod, with which the tool is secured in the machine, and a head. Metal processing is carried out by an edge formed by combining the main (back) and front surfaces. When operating a tool, angles are of paramount importance. There are several of them, in total they amount to 90°.
According to the specific application, cutters can be divided into the following types:
- boring;
- for threading;
- cross-cutting;
- for making grooves, chamfers;
- shaped.
Lathe cutters may have removable cutting inserts. Such an instrument cannot be restored. The remaining options require constant updating of cutting surfaces. Processing is carried out on machines for sharpening cutters. Large enterprises most often have permanently installed units and entire departments of specialists working on them.
At home, this can be a manual version of the sharpener. The cutters are brought to a rotating turning circle, and the progress of the process is assessed visually. In this case, it is very important to choose the right abrasive material. For tools made of carbide materials, you will need green carborundum wheels. And cutters made of high-speed or carbon steel will recover well after sharpening with corundum wheels of medium hardness. This method of sharpening is certainly inferior to processing on electronic machines, but if certain rules are followed, it can be quite effective:
For manual sharpening of cutters, it is important to choose the right abrasive
- during sharpening, you should water the tool at the point of contact with the turning wheel;
- when sharpening using a dry method, the tool must not be immersed in water after processing - cracks will appear;
- The pressure on the abrasive wheel during processing should be the same, not strong.
After sharpening, it is necessary to fine-tune the cutters (4 mm from the edge of the cutting part): carbide tools must be refined with copper whetstone lubricated with a special paste, other types - with medium-abrasive touchstone using kerosene or machine oils.
How to sharpen a step drill for metal?
There are three ways to answer the question of how to sharpen a tapered step drill:
- using a file;
- using a drill;
- using a cutting disc.
Each option has its own characteristics and requires separate consideration.
How to sharpen a step drill with a file?
To sharpen a drill with a file, you need to perform a number of steps:
- clamp the drill in the chuck;
- start rotation at low speed;
- Apply a file to the edges of the step to sharpen them.
The file is applied with sufficient pressing force, otherwise the surface finish will be of poor quality.
At the end, a finishing pass is made along the entire circumference of the groove. This ensures the formation of the correct contour and eliminates angle differences.
Rice. 3 Sharpening a conical step drill with a file
How to sharpen a tapered step drill for metal using a drill
When working with a drill, a grinding attachment is used. Operations are performed in a certain sequence:
- the drill is fixed in a vice;
- the drill attachment is attached to the step being sharpened at the appropriate angle;
- the drill starts, after which the abrasive element smoothly moves along the step.
When carrying out work, it is important to grind the edges of the steps, and then adjust the middle. This approach will avoid defects and ensure the formation of smooth edges of a given size.
Rice. 4 Sharpening a conical step drill with a drill
How to sharpen a step drill for metal using a grinder wheel?
You can sharpen a step drill using a grinder cutting disc. To do this you will need to perform a number of operations:
- the drill is clamped in the drill chuck;
- reverse motion starts on the power tool;
- the disc is pressed against the step being sharpened;
- Due to the reverse rotation of the chuck, the edge is sharpened and leveled.
The listed methods require proper skill from the master. The first attempts to sharpen drills may be unsuccessful.
Rice. 5 Sharpening a conical step drill using a grinder
Algorithm for assembling a sharpening machine with your own hands
Many people rarely use drill sharpening devices. In such situations, provided that certain elements are available, it is quite possible to assemble a machine for sharpening drills with your own hands. For example, a device for restoring the same circular saws may consist of the following structural parts:
- an electric motor with a shaft on which a grinding attachment can be installed;
- a table or other type of stand, the upper plane of which will be at the same level as the axis of the abrasive wheel;
- hinges and screws. The first ones will ensure fixation of the stand on one side, the second ones (rotating) will change the height on the other. A certain inclination is formed, allowing angular sharpening of the front and rear planes of the cutting teeth;
- clamps by means of which the disc in need of sharpening will be secured to the stand; a device with which it will be possible to move the engine or stand with the disk during operation;
- stops to ensure installation strength.
If you have the opportunity and desire, you can assemble the sharpening machine yourself
The indisputable advantage of making a sharpening machine with your own hands is not only the price, but also the ability to take into account as much as possible the technical features of the mechanism in accordance with its intended purpose.
Why should you order a service from us?
- The craftsmen of our company will quickly return the tools to impeccably sharp edges, which will allow you to effectively drill holes of any caliber;
- The low cost of our services makes them available to everyone. Our price for sharpening drills starts from 300 rubles;
- For all services, clients receive a guarantee from our company.
If you want to quickly return the drill to its original condition and not experience the inconvenience associated with the need to drill with blunt instruments, you should quickly contact our company for help.
Drill sharpening machines: prices and manufacturers
It is very popular among domestic manufacturers. The price of machines for sharpening drills and knives is quite reasonable. For example, the MZS-02 model can be purchased for 2,900 rubles. The device has a powerful commutator motor, high speed. The rational arrangement of the motor and nozzles made it possible to place a cooling element - an impeller - into the housing. The disadvantages of the model include a fairly high noise level and non-standard abrasive wheels.
Sturm machines are also in demand. The company's head office is located in Germany, with production facilities located in many European countries, as well as in China. Among the products of this manufacturer there are many inexpensive home models. In particular, this is the Sturm BG6010S machine. The device has a medium-power engine, which fully satisfies everyday needs. It is possible to set the sharpening angle. The price of the device is 2300 rubles.
Helpful advice! Before you start making a homemade sharpening machine, it is worth calculating the costs and assessing the expected result. It may be much more economical to purchase an inexpensive model.
A domestically produced machine can be purchased for 2.9 thousand rubles
Among the machines for sharpening circular saws, we can highlight the JMY8-70 option. The instrument was made in China, but it should be considered a fairly high-quality and functional model. The body is made of durable steel. The abrasive disc is diamond, the most actively used diameter is 125 mm, the rotation speed is 2850 rpm. The saw holder has an inclined position, which allows for angular sharpening.
Drill sharpening machine: user reviews and opinions
To a large extent, reviews are subjective. What is considered acceptable and even very convenient for one user may be the complete opposite for another. But the same advantages or disadvantages mentioned in several reviews indicate a certain quality.
A few opinions about the Sturm BG6017S drill sharpener:
“Perfectly assembled, no backlash anywhere. Noise is average. Simple, understandable, but only for home use, few functions. Sharpenes 4mm drill bits. The manufacturer does not offer consumables in stock, then you get them yourself. Worth the price."
Ivan, Kislovodsk
“I sharpened by hand for a long time, then I bought this machine. So what?.. I’m doing better. A mechanism for complete incompetents.”
Evgeniy, Irkutsk
The TRIOD UTG-220 machine has many positive reviews from users
“...the stone is non-standard, I barely found anything similar. Four-wheel mechanism...
Sergey, Kursk
Opinions about the machine for sharpening cutters TRIOD UTG-220 123015 are more positive:
“We installed it in a private workshop. Serves three milling machines. Works 12 hours a day with virtually no breaks, except weekends. With such a load, we change the bowl once every 2 months. Absolutely satisfied. Stable, powerful, sharpens perfectly.”
Vlad, Zelenogorsk
“I didn’t expect such high quality from a device with a low price. The instructions are detailed, I didn’t ask anyone for help. I've been working for the second month, so far no problems. The speed is high, the disc is fixed securely. It’s just a bit dusty.”
Alexander, Serpukhovo
Users of Sturm BG6017S note build quality and ease of use