In technology, pressing is one of the methods of processing metals by pressure. It is a process in which a workpiece heated to a high temperature, placed in a closed mold, is extruded through a hole that has a smaller cross-section than that of the original workpiece. Pressing makes it possible to produce products of various cross-sections and complex profiles. The starting material for this technological process is most often rolled steel billets or ingots of non-ferrous metals and their alloys.
Among the advantages of those products for the production of which pressing , it should be noted the high accuracy of geometric dimensions. In this respect, they are much superior to products produced by rolling.
Pressing or extrusion
Metal pressing is a technology in which a workpiece, usually of round cross-section, is pressed by a press rod - a press stamp - under high pressure through a special tool - a matrix - into one or more profile pressed products - rods, wires, pipes or profiles. This technology is also called extrusion. It is used mainly for the production of rods, wires, pipes and profiles from aluminum and copper alloys. However, pressing (extrusion) is also used for the production of small quantities of stainless steel pipes, steel profiles and semi-finished products from other metals [1].
Hydraulic presses
Hydraulic presses with horizontal movement of the press washer and rod provide a pressing force from 6 to 60 MN; more powerful ones are also used. When moving the press washer vertically, the maximum pressing force is from 3 to 10 MN. The most widespread are horizontal presses with a pressing force from 10 to 50 MN.
A hydraulic press for extruding profiles is a complex set of machines and mechanisms, including machines for feeding the ingot into the heating furnace and discharging it from the furnace, feeding the ingot to the press and installing it in a container, cutting press residue and its cleaning, transporting pressed products and finishing them. and the press itself (Fig. 3) All pressing operations are mechanized and automated using CNC systems.
The main tool for pressing is a matrix. When pressing, the matrix ensures that the correct dimensions and high-quality surface of the profile are obtained.
Depending on the number of holes, the matrices can be single-point or multi-point. The number of holes in a multi-point matrix is determined by the type of product obtained and the required productivity of the press. For example, when pressing round profiles of small sizes, the matrix can have over 30 holes. When pressing thin profiles, as well as profiles of variable cross-section along the length of the rod, the matrices are made detachable.
Rice. 3. Hydraulic horizontal press PA8744 with a force of 25 MN with a slider stroke of 2460 mm : a - diagram; b - general view; 1 - cylinder; 2 - plunger; 3 — slider; 4 - tool; 5 - container; 6 - matrix; 7 - bed; 8 — cutting device; 9 - receiving device.
To increase the durability of the working surface, matrices with an inserted glass made of metal ceramics, microlite or thermocorundum are used.
358
Forward and reverse pressing
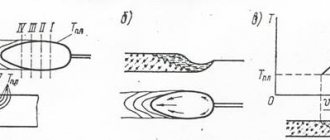
The figure below shows the two most important pressing methods:
- direct pressing;
- reverse pressing.
Figure - Pressing methods: a) direct pressing; b) reverse pressing [1]
In direct pressing, a press stamp, usually with a press washer installed at its front end, squeezes the workpiece out of a stationary container through a forming tool - a matrix. In this method, relative motion occurs between the workpiece and the container.
In reverse pressing, on the contrary, the matrix is placed in front of a hollow press stamp and is forced through the workpiece during the forward movement of a container that is plugged at the rear. In this case, there is no relative movement between the workpiece and the container.
Metal pressing
The essence of the pressing is to extrude metal enclosed in a closed cavity through a hole with a smaller cross-section than the cross-sectional area of the original metal. Pressing is used for the manufacture of rods, pipes and products with complex profiles. The external dimensions and shape of each profile are determined by the dimensions and shape of the matrix hole ( Fig. 127
), and the inner one - by the shape and outer dimensions of the needle 4.
Rice. 127.
Pressing scheme: a - by direct method; b - in reverse; c - pipes; d - profiles obtained by pressing.
When pressing, the workpiece is placed in a container 2, on one side of which a matrix 5 is installed; the metal of the workpiece is extruded through the hole of the matrix using a punch 1. The profile of the resulting product when working on this matrix will be constant over the entire length.
When the punch moves at a certain speed, called the pressing speed, the metal will come out of the matrix with an outflow speed that is as many times greater as the cross-sectional area of the container is greater than the area of the hole in the matrix.
Aluminum, copper and their alloys, as well as zinc, tin, lead, etc. are subjected to pressing. For pressing steel profiles, specially prepared blanks are used as the starting metal. The pressing process is carried out at hot processing temperatures. Pressing is carried out almost exclusively on hydraulic, horizontal presses. The force of the presses used for pressing reaches 15,000 T.
Two pressing methods are used - direct ( Fig. 127, a
) and
reverse ( Fig. 127, b
). With the direct pressing method, the flow of the metal coincides with the direction of movement of the punch; with the reverse pressing method, the metal flows towards the direction of movement of the punch. When pressing using the direct method, more force is expended than when pressing using the reverse method, since in this case it is spent on squeezing out the metal and overcoming the friction of the metal against the internal walls of the container. With the reverse pressing method, there is no displacement of the original metal relative to the internal walls of the container, and therefore the force is spent only on squeezing the metal through the hole in the matrix.
With both pressing methods, there is a waste of metal for pressing: with the direct method 12 - 15%, with the reverse method 5 - 6% of the weight of the ingot, resulting from the fact that it is impossible to completely squeeze out the metal contained in it from the container. The press residue with the reverse pressing method is always less than the press residue obtained with the direct method. However, the reverse method has received limited use due to the complexity of the punch design, which affects the design of the press.
When pressing pipes ( Fig. 127, c
) the workpiece must have a through hole. This hole can be made on another press, but it can also be stitched on the same press on which the pressing process itself is carried out.
When pressing, special attention is paid to heating the metal and cleaning it from scale, since workpieces with scale sharply reduce the durability of the matrices. By pressing you can obtain pipes, rods of simple profiles, as well as various profiles ( Fig. 127, d
).
The advantages of the pressing method include:
- higher accuracy of profiles compared to similar profiles obtained by rolling;
- the ability to avoid low-productivity finishing operations;
- high productivity;
- possibility of obtaining complex profiles.
Along with the advantages, pressing also has significant disadvantages: significant tool wear, large metal waste, especially when pressing large-diameter pipes.
Pressure and temperature
During pressing, a stressed state of all-round compression is created inside the workpiece, which makes it possible to develop large deformations with a low risk of cracks. The relationship between the cross-sectional areas of the workpiece and the extruded profile is called the drawing ratio or pressing ratio. Typically this value ranges from 10 to 100. In some cases, for example, when pressing brass wire, the pressing ratio can reach 1000. However, this requires a low yield strength of the pressed material and, in addition, a high specific pressing pressure - up to 1000 N/mm2 [ 1].
For these reasons, metal pressing is usually carried out at high temperatures:
- aluminum alloys - usually in the range from 400 to 500 ºС;
- copper alloys – in the range from 600 to 900 ºС;
- stainless steels and special alloys – up to 1250 ºС.
It should be noted that in addition to direct and reverse pressing, there are also other, special, pressing methods that are used in much smaller volumes:
- hydrostatic pressing;
- "Conform" method;
- method of producing cable sheaths.
Metal drawing as a related technology
Well-equipped enterprises offer two services in a complex - metal pressing and drawing.
Drawing processing does not involve pressing the workpiece into a mold, but pulling it through a hole that has a deliberately smaller diameter. More often, this operation is performed on rods, obtaining wire of various diameters from them. Like pressing, this technology is quite universal and can be used for any materials - from steel to non-ferrous metal. Another similarity between the two operations is that they can be performed either cold or heated.
Rod-profile pressing
Pressing on rod-profile presses is used in the production of wire, strips, rods, solid and hollow profiles. The English term “rod extrusion” corresponds to rod-profile pressing [1, 2]. In this case, hollow profiles, including pipes, are pressed through dies with so-called welding chambers. In these chambers, the material is welded during deformation inside the matrix. This is called "pressure welding". Therefore, hollow profiles, including pipes, which are produced by this pressing method, have welded seams.
Pressing and drawing of metals
Metal drawing processing is widely used in metallurgy, electrical engineering and shipbuilding industries. This method involves pulling rods through a hole with smaller exit dimensions than the original cross-section of the rod. In this way, thin wire with a diameter of up to 0.002 mm, rods with a diameter of up to 100 mm, and thin-walled pipes are produced. This method is suitable for processing various steels and alloys, any non-ferrous metals (gold, silver, copper, aluminum) and their alloys. Thanks to the production of products with round and shaped sections by drawing, it is possible to achieve high precision and cleanliness, unattainable by rolling.
Typically, drawing is carried out at room temperature, when plastic deformation is accompanied by hardening. The latter, together with heat treatment, makes it possible to improve the mechanical properties of the material. This technology of work involves the following stages:
- preliminary annealing of workpieces, which makes it possible to achieve a fine-grained structure of the metal and increase its ductility;
- etching of workpieces in a heated sulfuric acid solution to eliminate scale, which causes increased wear of the matrix;
- sharpening the ends of the workpieces in forging rolls or under a hammer to pass through the hole in the matrix and be captured by the mill tongs;
- drawing;
- annealing to remove hardening;
- finishing of finished products, which consists of trimming ends, straightening, cutting to lengths, etc.
The starting material for drawing is rolled and pressed blanks. While the role of tools is played by matrices (dies or dies), drawing boards, rings and mandrels made of tool steels and hard alloys. To produce the finest wire using this method, diamond dies with increased hardness and durability are chosen.