An indispensable piece of equipment in the manufacture of plastic products is the extruder.
Inside this apparatus, the polymer base melts, which, having acquired the desired consistency, passes through nozzles (dies) that form products of a given shape. In this way, both profiles and a wide variety of parts are manufactured.
What is polymer extrusion?
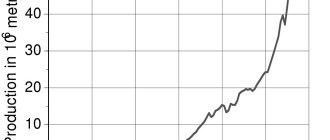
The extrusion process occurs when polymers are heated to a maximum of 250 0C. Production takes place at speeds of up to 120 meters/minute. About 30% of the total volume of polymers is processed using extrusion technology using extruders. Let's try to understand the intricacies of this process.
Polymer extrusion is a technology for producing molded products from thermoplastics and their compositions on screw presses. It is carried out by pressing (under pressure) a homogeneous melt through the slot of the extruder molding head.
The gap has a certain shape, which determines the geometry of the product - siding, film, PVC window profile. Granules of LDPE and HDPE polyethylene, polypropylene, PVC, polystyrene and other polymers are used as raw materials.
Extrusion includes the following steps:
- obtaining a homogeneous melt in the extruder;
- molding;
- product cooling;
- tension and winding (films), cutting (profile, pipe).
Operating principle and design
It should be said that extrusion is far from a new technology. Its history goes back more than six decades. During this time, a large number of machine designs were created, with the help of which its implementation is ensured. The operating principle of this device is based on the essence of the technological process itself.
The extrusion technological process is a complex physical and chemical process, which is affected by mechanical forces under conditions of high temperature and moisture . Heating of processed products occurs due to the fact that the mechanical energy generated during the fight against internal friction, as well as during plastic deformation, is converted into heat.
There are several variable parameters during the extrusion processing process. The most important ones include:
- composition of raw materials;
- humidity;
- its nature.
During the extrusion technological process, changes may occur:
- material temperature;
- pressure;
- intensity and duration of impact on raw materials.
The design and principle of operation of an extruder, what is it?
Just by the fact that the words “extruder” and “extrusion” are the same root, it becomes clear that the extruder is the main working body of the extrusion line.
Along the length, the polymer extruder is conventionally divided into three zones: loading, melt compression and dosing.
Extruder for film
Diagram of an extruder for polyethylene
- Loading Zone. Granules (powder, secondary raw materials) are fed into the hopper by gravity or under the pressure of air compressed by a compressor. The screw, which is driven by the drive, rotates and compacts the polymer into a plug and moves it to the hot sections of the extruder.
- Melting zone. Here the pitch between turns begins to decrease. As a consequence, the same volume of polymer tries to fit into a reduced space. The plug is pressed against the heated walls of the extruder pipe, melts, and the melt is mixed. We would like to clarify that melting occurs mainly not due to heaters (they only intensify the process), but due to enormous shear deformations in the compacting polymer.
- Dosing area. At the exit from the extruder, the polymer is forced through a system of filter meshes and passes through a molding hole, the profile of which depends on the shape of the product being manufactured.
Important! Extruders can vary in type and number of screws. Available: single-screw, twin-screw and multi-screw, disk and multi-disc extruders.
About the design of a single screw extruder.
Inside the thick-walled housing (pipe), a screw rotates - a metal rod with a screw winding. The screw moves the granules towards the extrusion head. The body is surrounded by sections of clamp heaters, which heat the metal and melt the polymer, which is pressed by a screw to the inner surface of the pipe. The “hot” part of the equipment is placed in a water-cooled casing, and the top is insulated with a thermal cover.
Single screw extruder, diagram
Extrusion lines
In industrial conditions, an extruder is one of the main components of an entire extrusion line, which includes, in addition to it, a number of other installations and mechanisms:
- System for preparing and loading raw materials - sometimes the semi-finished product needs to be pre-dried and calibrated before being fed into the loading hopper.
- Cooling system – installed at the exit of the extruder to speed up the polymerization process of products. They can be of various types - air or in the form of cooling baths.
- Mechanisms for drawing finished profiles.
- Marking and laminating systems of various operating principles.
- Winding and cutting mechanisms for bringing products into the form required for storage and transportation.
Other mechanisms and technological devices can be used to automate the continuous production process.
Film extrusion
The most popular molded products produced using extrusion are films. They are made from polystyrene, polypropylene, polyamide, lavsan, polycarbonate, PVC, but the most popular of them are, of course, films made from extruded high and low pressure polyethylene. Using their example, we will look at what stages this material goes through when leaving the extruder.
There are two methods for extruding films:
- Sleeve inflation method.
- Flat slot extrusion method.
Extruder welding
If the device is not used for the first time, then it is necessary to remove the filler material used previously. Even if it is of the same composition. Repeated heating of the filler material reduces its strength.
Before directly starting welding, it is necessary to remove the cold start locks, heat the machine and welding shoe to the temperature required for work, and adjust the performance.
During the welding process, it is necessary to maintain the desired angle of inclination of the welding machine, depending on the type of seam being made. If you need to take a break, the extruder must be placed on a special stand. If you are planning a long break, reduce the temperature by about 40-50 degrees. Such a decrease in temperature will allow the heating of the filler material to be stopped and operation to be resumed quickly.
Thus, welding with a manual welding extruder is one of the easiest to use among other types of welding and with the use of other devices. You don't need to be a professional at all. You just need to follow the operating instructions for the extruder and follow the above rules when working with the device and the materials being welded.
Co-extrusion and co-extrusion.
Coextrusion is a technology used to produce multilayer films.
The following raw materials can be used: low and high density polyethylene, polypropylene, polyamide film and other polymers. The granules of these plastic masses are melted in different extruders, after which they are combined and passed through one molding die (head). For strong bonding, the molecular network of polymers must be similar in structure. But if you need to bind a barrier layer, for example, EVOH and linear polyethylene, then special binder copolymers are required.
Co-extruded multilayer films are used for vacuum sealing of products, such as transport packaging, agricultural film (for mulching, film with antifog effect), pharmaceutical packaging.
Using a similar technology, called co-extrusion, siding panels and PVC profiles are produced. Polyvinyl chloride is the basis of the profile, occupies about 80% of the panel thickness, the remaining 20% is acrylic. As in the case of coextrusion, the operation of two coextruders is used, where PVC and acrylic are melted separately. These melts are combined in a slot filler, from where they emerge as a ready-made soldered product.
Types of devices
An extruder for welding plastic can have different types of designs. The first of them is called auger. In this case, the filler rod or granules are placed in a special compartment, where, under the influence of high temperature, they are transformed into a homogeneous mass suitable for use.
There is a screw-less welding extruder called a plunger type. The difference is that the filler rod is heated using an electric heater directly around the future joint. The rear solid part of the rod acts as a piston to propel the viscous mass. There is also a combined type of devices.
Coronal processing of film after extrusion
The chemical inertness and low surface energy of the film make it impervious to printing or any other ink. Coating the surface of polyethylene will become possible if its surface energy is at least 10 dynes/cm higher than the energy of the applied paint. Otherwise, the paint will simply collect in drops. You can “recharge” the film by corona treatment. Each extrusion line is equipped with a corona treatment activator, which consists of: a generator, a transformer and electrodes. When the film disappears into the region of the electromagnetic field, its surface energy increases and the top layer of macromolecules is damaged (microetching).
Applications of extruders
Technologies for processing materials by extrusion are actively used in a variety of fields:
- Agriculture (production of animal feed, greenhouse films).
- Food industry (confectionery, pasta, baby food, chewing gum, corn flakes).
- Production of packaging materials, multilayer bags, shrink films.
- Stationery, printing, lamination, printing, production of hydrogels for 3D printing.
- Construction materials (extrusion of foam blocks, insulation, PVC profiles, polystyrene, polypropylene).
- Production of plastic pipelines.
- Chemical industry (production of fertilizers, silicone products, rubber).
- Metalworking (aluminum profile).
- Extrusion of cable coverings, heat-shrinkable tubes.
- Alternative energy (solid biofuels).
The shape of the finished product depends on the type of cross-section of the hole in the calibrating device. If the extrudate passes through the slot-shaped section, the output will be a sheet product. If the cross-section of the channel has the shape of a ring, pipes (pasta) are obtained.
Application of extrusion technology
- Chemical industry. Almost all thermoplastics and their compositions can be processed by extrusion into finished products (films, pipes, insulation shells, siding, sheets).
- Production of compound feed. The crushed raw materials for the production of mixed feed enter the extruder, where they are subjected to compaction, compression and heat treatment at temperatures up to 200 0C. This processing method increases the nutritional value and digestibility of feed, retains vitamins in it and prevents the proliferation of microorganisms.
- Briquetting of solid biofuel. Processing of biomass (peat, coal dust, sunflower husks, sugar production waste, soybean straw, wood chips) and pressing it into granules or briquettes is carried out using extruders;
- Food industry. Pasta, corn sticks and flakes, chewing gum and chips, soy products—all of these products are made using food extrusion.
Dough extrusion, dough extruder
The development of extrusion production is now proceeding in three directions. These are: improvement of existing equipment, use of new polymer compositions, improvement of automated control systems. The last direction seems to be the most relevant - installations equipped with microprocessor-based automated control systems have already appeared in Russia. They allow you to automatically control not only the operation of the extruder, but also the systems for preparing raw materials, calibrating and cutting finished products.
In what areas are extruders used?
Extrusion technology has found applications in the areas described below.
- Chemical industry. This is the area where plastics (rubber, plastic, etc.) and ferrites are produced. The chemical composition of the raw materials used remains unchanged, the extruder is primarily designed to obtain the desired shape of the final product. Therefore, installation of such equipment is relatively simple.
- Food industry. Extrusion can also be used in food production. This is usually a more complex process than the previous example. Equipment settings involve subtle changes in temperature, speed, pressure, which lead to changes in the characteristics and properties of the feedstock, for example, denaturation of proteins, decomposition of carbohydrates or gelatinization of starch.
Extruders from the Polymer Industry: the best solutions for business!
offers equipment for the recycling of imported and domestically produced polymers. The use of high-quality components, original technical solutions, high quality mechanical assembly work, qualified personnel is not a complete list of the advantages of cooperation with us.
The production time of extruders does not exceed 20 days. The company’s employees will carry out commissioning work before reaching normal operation, and, if necessary, carry out a full range of work provided for in the service regulations.
We always have a large assortment of components and spare parts in stock, which allows us to carry out any repair work in a short time. All equipment is certified and has a guarantee. The price of extruders from the Polymer Industry is significantly lower than that of competitors.
Do you need to clarify the cost, find out the technical characteristics, or have you already decided to buy an extruder? Technical consultants and company managers are always in touch.
Technologies for the production of plastic parts by co-extrusion
Modern technologies make it possible to produce polymers, building profiles, sheets, containers, electrical wire coatings, pipes and many other plastic products that meet a large number of requirements. They must be simultaneously:
- durable;
- lungs;
- environmentally friendly;
- durable;
- resistant to aggressive environments;
- visually attractive;
- water-, gas-tight, etc.
Coextrusion (another name for coextrusion) is the most progressive method in which polymers with different properties form multifunctional multilayer materials in which each layer retains its individual characteristics.
Vivid examples of the use of co-extrusion materials are packaging film for pharmaceuticals, vacuum sealing of perishable products with different shelf life, etc. Such multilayer films consist of several layers (from 3 to 11, and in some cases more). The minimum thickness of one layer is 2 microns, the maximum is 2-3 millimeters.
Co-extrusion technology involves the simultaneous operation of several extruders + the presence of a single molding unit. Using this method, a completely finished material is obtained in one process. This means that finished parts and molded products do not need to be sent for painting, priming, gluing and other additional processing.