What the article is about:
Flux-cored wire for semi-automatic machines and its advantages
Semi-automatic welding has a number of advantages over manual arc welding. Continuous and, most importantly, automatic wire feeding makes it possible to quickly and efficiently apply welds.
Thanks to this, the amount of labor increases, and the quality of the connection is always at its best. The only thing that can be burdensome in semi-automatic welding is the need to use shielding gases.
First of all, this is a large cylinder that needs to be refilled and is difficult to transport. The second disadvantage is the rather long gas hose, which must always be kept nearby.
Flux-cored wire will help you do without all this. Its design and device allows you to abandon the use of protective gases, while continuing to cook and use a semi-automatic machine as efficiently as possible.
Main characteristics and advantages
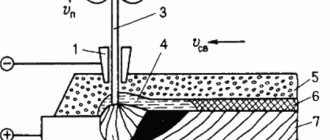
A wire with powder is an endless electrode, in which the role of a coating is performed by a composition inside a metal tube . Powder welding is performed under submerged arc without the use of additional installations for its supply. Inside the metal tube there is a mixture of crushed iron, its oxide, phosphates, chromium and other components, which:
- stabilize the temperature in the bath and around the arc to the optimal temperature for a particular material;
- promote mixing of molten metal parts and electrode;
- uniformly cover the entire width of the seam from contact with oxygen and nitrogen;
- make the bath boil evenly, without splashing;
- allow you to increase the speed of welding parts.
Flux-cored wires can be used to surfacing parts on the surface and welding in any spatial position in a specially equipped place and in the field.
Flux-cored wire designs.
Of the flux-cored wire designs used (Fig. 4 ), the most common are tubular wires ( a, b, c ). The introduction of part of the shell into the core ( d, e, f, g, h ) ensures more uniform melting and more effective protection of the metal from air.
Rice. 4 . Flux Cored Wire Designs
The influence of the wire design on the characteristics of its melting and the properties of the seams is discussed below.
Composition details
The outer body - the cylinder - is made of ductile low-carbon steel. Inside it is a special mixture, which includes:
- gas-forming and slag-forming charge;
- deoxidizers;
- stabilizing elements;
- alloying components.
Manganese, nickel, rutile concentrate, and marble powder are used as the charge . Chromium, aluminum, copper and other substances used for alloying steels are added to the material for welding alloy and stainless steels. Iron powder is used to stabilize the bath.
In addition, depending on the purpose of the wire, magnesite and fluorspar are added to the powder composition.
When working with refractory materials, wire containing graphite and aluminum powder is used, which increases the temperature in the bath and around the arc.
Material markings
To make it clear what specific wire needs to be purchased for welding work, there is a marking that determines the composition and purpose.
For example, when purchasing consumables for a semi-automatic machine, you see the following marking - CB-08G2S. What does it mean?
SV - nomenclature designating the welding purpose of the wire.
08 is the percentage of carbon in the composition, in this case 0.08%.
G2 means that this material contains 2% manganese.
C - contains at least 0.5% silicon.
Based on this marking, it can be understood that this consumable has alloyed elements, is low-carbon and is suitable for cooking the corresponding materials.
What alloying elements can be included in welding consumables?
If, instead of the designation SV, there is a combination of NP, this means that such a material is intended for surfacing and it is not practical to use it in welding. Also, the markings in front may contain such designations as A or AA. In the first case, this means that the composition contains high quality steel, in the second - the most refined steel.
Principles of classification
According to the shape of the shell, tubes made of metal sheets are distinguished:
- round, with edges joined end-to-end;
- with lock-type bends;
- multilayer.
According to the use of a protective environment, a distinction is made between PP - gas-protective, flux-cored wires for welding in a gas environment and PS - self-protective, which does not require additional consumables.
In addition to indicating the type of wire, the marking uses a letter designation of the spatial position of the seam, which is performed with this electrode.
Steel grades are not reflected in the markings ; they must be looked at in the technical specifications for each type of cored wire.
Gas-protective
The gas shield wire requires covering the top of the weld pool. For this, argon or other inert gas is used. Used for welding carbon and low-alloy steels . It has positive technical characteristics and advantages over other electrodes:
- stable arc;
- slag easily comes to the surface;
- no porosity;
- low spatter;
- the slag is easily separated.
PP is characterized by deep penetration. It is used to create butt, corner and overlap joints when creating metal structures and pipelines .
Self-protective
Self-shielding wire for a semi-automatic machine is suitable for working in any spatial position of a seam in field conditions. It does not require any additional consumables. During operation, a cloud of molten gas-forming charge forms above the bath. An even layer of flux is applied to the seam, completely covering the hot joint in a wide strip.
PS is used for welding outside equipped places , outdoors for welding alloy steels, stainless steel, non-ferrous alloys and cast iron. And also for soldering various parts made of aluminum and its alloys. Stainless steel is welded with electrodes containing a high content of chromium, nickel and ferromanganese in the core.
Working with a semi-automatic machine
Semi-automatic welding machines have long ceased to be a technical novelty. They migrated from the professional environment to the everyday environment. The popularity of MIG and MAG machines is due to the fact that to work with them, the requirements for welding skills are minimal. Knowing the correct current and wire feed speed settings makes it easy to get a quality connection.
Semi-professional devices are inexpensive compared to professional ones and are available to those who want to do the repairs themselves. But there is a drawback that minimizes the use of these devices - a heavy gas cylinder.
The welding process takes place in a protective environment. Inert gases are used as it: argon, helium, carbon dioxide. Their choice depends on the metals being connected. Structural steel grades are most often welded. They use carbon dioxide. It is pumped under a pressure of 55 atm. in a cylinder whose weight is more than 60 kg. Therefore, this type of welding has a number of disadvantages:
- The need for periodic refilling of cylinders. Gas stations are not located in every locality.
- Low mobility. To transport gas cylinders, a special device is required.
- Once every few years, the cylinder needs to be re-examined, which incurs time and financial costs.
It is possible to weld with wire without carbon dioxide, but the quality of the connection will be very low. When working at low currents, the wire will stick to the surface because the welding arc will be unstable. At high current, the weld pool will spatter and the seam will become porous.
A solution has been found: enclose powdered flux inside the semi-automatic welding wire, which, when melted, will create a protective environment. In terms of its external parameters, such wire does not differ from ordinary wire and is suitable for working with the drawing mechanism of the device.
Production Features
To produce cored wire, a sheet with a thickness of 1.18 - 0.25 mm is cut lengthwise into strips.
The filler is prepared separately, mixing all the components of the core in certain proportions. Wire production occurs in several stages in one installation.
- Cleaning the strip from dirt, oil, scale and moisture at the beginning of the machine.
- Slight longitudinal deformation of the pipe with the formation of a semicircle.
- Filling the strip with powder.
- Connecting the ends, forming a tube with flux.
- Calibration of the connection and the profile itself. Creating a regular circular section.
In modern welding production, welding strips made of low-carbon steels are most often used.
During manufacturing, the wire is not joined and rolled to the length of the strip. There should be one solid piece on the reel.
To remove moisture and oil from the surface of PP and PS, the coil should be placed in an oven before installation on the device. Maintain for 2 hours at a temperature of 230 - 250⁰.
Description of popular brands
When welding metal structures and pipelines on a construction site, the most commonly used grade is PP-AN11 or PP-AN7, which has similar characteristics. In production, a tape with a thickness of 0.18 mm is used. The charge contains slag-forming elements.
The welding mode is semi-automatic, current with reverse polarity. Shielding gas argon and helium or a mixture thereof .
When a conditional ceiling passes through a vertical into the floor, for example when welding pipes with a continuous seam and critical structures, experts recommend the PP-AN19 grade for low-carbon steels. When welding, the amount of slag is much greater. It holds well on verticals and ceilings.
The stainless metal is joined using PP-2VDSK, the core of which contains large amounts of nickel. Protective medium – inert gases.
Instructor of welding divers of the team for repairing the underwater part of ship hulls Kireev D.V.: “For underwater welding, PS with a special composition, manufactured in accordance with GOST 5278-74, is used. The powder contains up to 24% aluminum powder, 6% graphite and 75% iron oxide - scale. Graphite provides a stable arc at low currents. Aluminum enhances the exothermic effect, preventing surrounding water from penetrating into the bath. Iron oxides melt and create a slag protection. With straight polarity, cutting can be done underwater.”
The essence of arc powder welding
When welding with flux-cored and self-shielding wire, the body and the metal powder included in the filler melt. They fill the seam, connecting with the molten metal of the edges of the parts.
The flux contained inside melts and closes the bath from oxidation and combination with nitrogen . In self-shielding wire, it completely closes the seam, slowing down the cooling rate of the metal and allowing slag, gases, and moisture to come to the surface. A strong crust is formed on top along the entire width of the seam, which is easily removed when cold.
Wire core
The wire core is a combination of various elements, minerals, and ferroalloys. Their combination guarantees the production of compounds with specified performance properties. All additives included in the core are divided into the following types:
- Deoxidizing. Includes active ingredients.
- Stabilizing. Ensure arc stability.
- Gas-forming. Includes components that help form a gas cloud around the weld pool.
- Alloying. They contain alloying components that give the metal the desired qualities.
- Slag-forming.
- Special. As a rule, it is iron powder.
The most commonly used self-shielding flux-cored welding wire belongs to the “special” group.
Technology and some of its disadvantages
Flux-cored welding wire is welded on semi-automatic machines and used on automatic lines . The consumable material is fed into the welding zone at a constant speed. The arc heats the bath and distributes the melt evenly in a non-contact manner - without touching the edges of the parts being joined.
The welding process is carried out using alternating current, the polarity is reversed. The quality of the seam complies with GOST 26271-84. Uniform wire feed and a stable arc allows you to make any seams of complexity, position and length without joints. Productivity is 2–4 times higher than when working with solid wire.
PPs are excellent at welding parts, but they also have the following disadvantages :
- relatively high cost;
- narrow specialization of each brand of consumables;
- it is difficult to weld sheets up to 1.5 mm thick;
- low viscosity and ductility; when bent, the wire breaks;
- feeding is carried out by special rollers with reduced compression only;
- Only the pulling mechanism on the handle is used.
When welding with self-shielding wire, the weld pool is difficult to see under the submerged arc. The cost of powder welding is justified when applying long seams . When welding short sections, a lot of waste is left.
The use of flux-cored wire on semi-automatic machines significantly increases the productivity and quality of the seam. For home use with a small amount of work, it is expensive. In workshops and production, where you need to weld well and quickly, you can get by with the efforts of welders with low grades, without inviting expensive specialists.
Requirements for consumables and their advantages
Flux-cored wire used for arc welding is produced in accordance with the basic requirements:
- With the creation of uniform melting of the material without large splashes;
- Stable heating and easy arc initiation;
- The result should be a neat seam, without defects (pores and cracks);
- The slag formed during melting should be evenly distributed along the seam and separated upon cooling.
Such requirements are the main parameters for welding materials and determine the use of flux-cored wire when welding steel under different conditions.
Welding of powder steel helps solve construction and production problems, increases the productivity of the process, and reduces the labor intensity of manual cleaning of products from splashes. Depending on the type of use and protection from external factors, the wire can be gas-protective or self-protective.