July 21, 2020
- Turning principle
- Equipment and tools
- Work performed on lathes
Turning is a wide range of procedures for machining metal parts. It is carried out by cutting off a layer of metal from a workpiece with special tools in order to obtain a part of the desired shape and size. The finished product must meet certain tolerances and quality standards. To control manufactured parts, various measuring instruments, gauges, and standards are used.
Turning principle
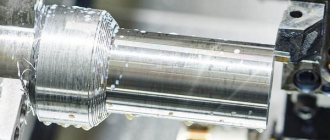
Turning is a type of machining of continuously rotating workpieces, which is used to create parts such as rotating bodies by removing excess material.
Turning requires a lathe, a workpiece, a clamping/holding fixture, and a cutting tool. The workpiece is a fragment of a rolled profile with a round cross-section, which is fixed in a working fixture. The latter, in turn, is itself attached to the lathe, allowing its rotation at a fairly high speed. The cutter that performs the shaping is usually a single-point (sometimes multi-point) cutting tool, which is also fixed in the lathe. The cutting tool is fed to the rotating workpiece and, in the process of forceful contact with it, cuts off the material in the form of small chips.
In the production of rotating, usually axisymmetrical parts, turning is used for:
- Obtaining holes - smooth and for subsequent threads.
- Production of grooves and fillet grooves.
- Obtaining conical surfaces.
- Performing stepped diametrical transitions.
Turning can also produce shaped surfaces. For this purpose, automatic machines or turning machining centers are used, which have the ability to automatically reinstall the cutter/cutters.
Parts that are manufactured exclusively by turning are often used with a limited production program. These can be reference prototypes of shafts or fasteners, which are produced to order and then used to develop technological solutions in mass production. Lathe processing is often used as a secondary (or finishing) process when it is necessary to introduce some characteristics of the contour of a part to improve its geometric characteristics obtained, for example, by hot stamping. Thanks to the close tolerances and high surface quality that turning can offer, the process is ideal for creating precision parts such as rotary bodies.
Main types of metal turning work
Modern lathes allow you to perform various transitions with the workpiece, which can be divided into external and internal. External operations change the outer diameter of the workpiece, and internal operations change its internal dimensions. Each of the subsequent turning transitions is determined by the type of cutting tool used and the trajectory of this tool, which ensures metal removal.
In classical external contour turning, a single-edge metal-cutting tool moves axially along the outer surface of the workpiece, removing material and forming various elements: steps, cones, chamfers, etc. These elements are usually machined with a small radial tool feed. Several passes of the cutter are possible until the final diameter values set by the requirements of the drawing are achieved.
The following are considered specific transitions when turning metals:
- Facing is the process of obtaining a smooth, even surface on one of the ends of the workpiece. The face can be produced in one or more passes, depending on the axial depth of cut.
- Grooving, for which the cutter moves with a radial feed, forming a groove whose width corresponds to the width of the tool. Special tools can be used to form grooves of various geometries.
- Cutting off is a transition for which the cutter moves with a radial feed until it reaches the center or inner diameter of the workpiece.
- Cutting external threads, for which a cutter (usually with a pointed end at an angle of 600) is moved in the axial and radial directions, forming a thread on the external surface. The thread can be cut to a specific length and pitch, and several passes may be required to form it.
Internal operations:
- Drilling in which the drill is inserted into the workpiece in the axial direction, producing a hole with a diameter equal to the diameter of the tool.
- Boring, when the diameter of a previously obtained hole is increased. When boring, various internal elements are also obtained - steps, cones, chamfers, etc. Boring is usually done after drilling.
- Reaming - through this transition, as with boring, the existing hole is enlarged. Unlike reaming, this involves removing a minimal amount of material to create a smoother interior surface.
- Cutting internal threads, which is performed with a tap, with its axial feed. A hole is usually drilled into the existing hole, the diameter of which is equal to the diameter of the tap lead.
Metal turning also involves other, specialized transitions that use the rotation of the workpiece.
Operating modes
An important indicator is what processing mode is used. The main indicators include:
- The rotation speed of the spindle in which the workpieces are secured. The speed is set based on what kind of cutting is being carried out: finishing or roughing. The rough cutting speed is less than the finishing cutting speed. This is due to the relationship: the higher the spindle speed, the lower the feed. Otherwise, a situation arises when the cutters become deformed or the metal begins to “burn.” Excessive load has a bad effect on the condition of the machine.
- Feed is selected based on speed. During roughing, it is larger, which speeds up the process of removing most of the metal; during finishing, it is smaller, which is necessary to achieve the required accuracy.
Depending on the processing mode, cutters are also selected. Their types depend on the shape of the cutting edge, head and shaft.
Turning metal workpieces using lathes is the most popular processing method, despite the advent of modern laser and other equipment. Such high popularity is associated with the reliability of the machines, their relatively low cost, and long service life. Some models from the turning-screw-cutting group last for several decades with proper care and periodic repairs.
[Show slideshow]
Cutting tool
The tools required for turning are usually solid or compound cutters with a rectangular shape. Composite tool inserts can vary in size and shape, but are usually shaped like a square, triangle, or diamond. The tool is inserted into the machine support seat and fed to the rotating workpiece for cutting. Cutting tools are classified according to:
- Cutter extension angle – from 0 to 800;
- The shape of the working end is square or pointed;
- Direction of movement with a support – right- or left-handed;
- Cutting edge material – steel or carbide.
In addition to cutters, drills, cutters, taps, reamers, etc. are used as working tools on lathes.
Milling cutters, in particular, are cylindrical multi-point cutting tools with sharp teeth located on the outside. The spaces between the teeth are called grooves and allow chips to flow away from the workpiece. The teeth can be straight or helical; the presence of a helix angle along the side of the cutter, but more often they are located in a spiral. The spiral angle reduces the load on the teeth due to the redistribution of forces. The more teeth, the better the quality of the resulting surface.
All cutting tools used in turning can be made of tool steels or carbide alloys. The selection criteria are hardness, impact strength and wear resistance of the tool.
Pricing Examples
The cost of turning work is 1900 rubles per hour
6.70 rub. for a unit
7.78 rub. for a unit
17.10 rub. for a unit
Prices for the production of one part will differ from the prices for the production of a batch of parts.
Why does the price of manufacturing one part differ from the price of manufacturing a batch of parts?
This is due to the fact that manufacturers who produce batches of parts have had everything in place for a long time in terms of production, and accordingly, costs are minimized. Therefore, it is quite normal that a similar part in a store may cost less than if it were ordered.
Types of equipment used
Metal turning is carried out on screw-cutting lathes, automatic machines or turning machining centers. Most lathes are horizontal equipment.
Main components of a manual lathe:
- The bed is the supporting part of the equipment on which all its other elements are located.
- The headstock, which houses the electric motor and drive system that drives the spindle.
- Spindle - supports and rotates the workpiece, which is secured in the collet chuck.
- A tailstock that secures the opposite end of the workpiece (sometimes this includes a rest - a device that supports long workpieces whose rigidity is reduced).
- A support is a reciprocating moving platform on which the working head with a tool is fixed.
Lathes can be controlled by a computer, in which case they are called computer numerical control lathes. All operations performed on such units are automated and controlled by a built-in computer.
We produce simple and complex parts on lathes
The company's turning shop masters operate machines with high cutting precision. The equipment allows you to verify the exact micron compliance of products with given sizes. Thanks to this, we take on orders for parts for experimental equipment, replacement gears and bushings for production machines, and boring of engine cylinders.
Custom turning work may include:
- Contour cutting;
- Shaping the workpiece;
- Undercut of cavities;
- Drilling;
- Surface finishing on a machine.