05Mar
- By: Semantics
- Uncategorized
- Comments: 0
Let us pay attention to the method of strengthening workpieces that is popular today.
Let us consider in detail the technological process of steel nitriding, with all its main types and features. We will separately analyze the influencing factors and environmental dependence - so that you understand which method to give preference to in a given situation. Let us immediately note the possibility of carrying out a wide range of related operations. It is not difficult to pre-harden the future product, perform the necessary tempering and grinding. At the final stage, polishing is carried out without any problems. The financial and labor costs for implementing the entire cycle are relatively small, which is why it is in demand and popular at enterprises of various industrial sizes.
- The essence of technology and its purpose
- Types of steel nitriding
- Gas nitriding of steel
- Thermochemical process
- How is the surface nitriding process carried out?
- Factors affecting nitridation
- Operation temperature
- Gas pressure
- Oven holding time
- Types of media for the procedure
- Ammonia-propane
- Glow discharge
- Liquid
- What metals are subject to nitriding
- Properties and benefits of reinforced surfaces
Steel nitriding process
The essence of the nitriding process is that the surface layer of a steel object is saturated with nitrogen by heating the product in an ammonia-saturated environment.
Steel nitriding, or nitriding, began to be used in industry not so long ago. A similar method of processing the outer surface of steel products was proposed by Academician Chizhevsky. As a result, the steel alloy is significantly improved:
- increases hardness and wear resistance;
- the durability and endurance of the metal increases;
- corrosion resistance is enhanced.
Anti-corrosion qualities are maintained in a humid environment and when exposed to steam.
Scheme of the steel nitriding process
This is interesting: Pipe flaring: subtleties of technology and basic tools
Properties and benefits of reinforced surfaces
Steels that undergo nitriding acquire the following hardness indicators:
- 250-200 HV – carbon;
- 800-600 HV – alloyed alloys;
- 1200 HV – saturated with aluminum, chromium, and other nitralloin additives.
Another important practical advantage obtained as a result of processing is corrosion resistance. Parts strengthened in this way are no longer afraid of rust, they will no longer be destroyed by oxidation, which means that when used (both in the short and long term) they begin to behave more stable and predictable. The next key advantage of the method is the invariance of any other indicators, including geometric ones. The depth of nitriding required to impart sufficient hardness is relatively small. The reinforcing layer is only 0.5-0.6 mm thick: if it increases the linear dimensions of the workpiece, it is insignificant, and does not affect the tempering at all. can help you - we sell bandsaw machines, if you want to clarify the information you are interested in, please contact our managers at the contact numbers listed on the page.
And finally, the absence of defects in the process of implementing the method. Any type of hardening operation with nitrides is considered gentle, since it is carried out at a temperature at which the atomic lattice of the material does not change, but is stabilized.
To conclude, we suggest that you familiarize yourself with useful videos on the topic. They will help not only to understand in general terms the purpose of nitriding metal in general and steels in particular, but also to understand in detail how this process is carried out. And there is no longer any doubt that it deserves implementation, because its end result is a hardened part, ready for long-term use.
Steel grades for nitriding
Alloy and carbon steels containing C in the range from 0.3% to 0.5% are processed with this type of chemical treatment.
Particularly high performance is provided by alloying components that are capable of forming high-strength and thermally resistant nitrides, for example, aluminum, molybdenum or chromium. However, components that increase the hardness of the surface layer often do not allow applying a sufficiently thick layer of nitrogen to the surface. For nitriding, it is recommended to use the following grades of low-alloy and alloy steel:
- 38Х2МУА, containing aluminum, which reduces the workpiece’s resistance to deformation and at the same time helps to increase hardness and wear resistance after processing;
- 40X and 40HFA, which are low-alloy alloys, which, after surface treatment with nitrides, are widely used for the production of machine tools and equipment with non-standard characteristics;
- 30Kh3M, 38KhGM and 38KhNMFA, which are used in the manufacture of parts operating under regular bending loads;
- 30Х3МФ1, intended for the production of workpieces with increased requirements for the accuracy of parameters (the alloy can be enriched with silicon in order to create structural elements of fuel equipment).
Structure deformation process
Almost all methods of saturating the surfaces of metal workpieces are based on the connection of temperature effects. Another thing is that electrical and gas methods for correcting characteristics can additionally be used, changing not only the external, but also the external structure of the material. Mainly, technologists strive to improve the strength properties of the target object and protection from external influences. For example, corrosion resistance is one of the main objectives of the saturation within which steel nitriding is performed. The metal structure, after treatment with electrolytes and gaseous media, is endowed with insulation that can withstand mechanical natural destruction. Specific parameters for changing the structure are determined by the conditions of future use of the workpiece.
Features of the technology
To saturate the steel surface with nitrogen, a muffle made of iron is used. The workpiece is placed in it. The furnace in which the muffle is located heats up to 600 degrees. During the heating process, the muffle is filled with ammonia and other gases. When ammonia enters the chamber, it decomposes. This releases nitrogen, which saturates the surface layers of the material.
What factors influence nitriding
The characteristics of the product depend on the conditions under which the process of saturating steel blanks with nitrogen is carried out. Several factors influence nitriding:
- temperature regime maintained during processing;
- the pressure level at which the muffle is filled with gas;
- duration of the procedure.
To speed up the process of saturating the steel surface with nitrogen, a two-stage technology is used. At the first stage, the workpiece is heated to 525 degrees. During the second stage, the part is heated to 600 degrees.
Processing Media Options
To carry out nitriding, various gaseous media are used. The most popular is a mixture of 50% propane and 50% ammonia. The metal surface heats up to 570 degrees. The duration of the process is about 3 hours.
Sometimes nitriding is carried out in liquid media. An alloy of cyanide salts is heated to 570 degrees. The workpiece is lowered into it for 3 hours.
Process technology
Preparation, nitrogen saturation and finishing of the top layer of steel and alloys involves several steps:
- Preparatory heat treatment of metal, which consists of hardening and high tempering. At the same time, the inside of the product becomes more viscous and durable. Hardening takes place at a very high temperature of about 940 ° C and ends with cooling in a liquid - oil or water. Temperature conditions for tempering are 600-700 °C, which gives the metal a hardness suitable for cutting;
- Mechanical processing of workpieces, which ends with grinding. After this procedure, the part reaches the desired size;
- Precautionary measures for those parts of products that must be exposed to nitrogen saturation. For this, simple compounds like tin or liquid glass are used, applied in a layer of no more than 0.015 mm by electrolysis. Occurs by the formation of a thin film impermeable to nitrogen;
- Nitriding of steel using the technology described above;
- Finishing parts to the required condition.
, complex-shaped workpieces with thin walls are strengthened at 520 ° C.
Regarding the change in the geometric parameters of products after the nitriding process, it is noted that it depends on the thickness of the resulting nitrogen-saturated layer and the temperatures applied. However, this change is insignificant in any case.
It should be noted that modern methods of metal processing by nitriding are carried out in shaft furnaces. The maximum temperature of which can reach 700 °C, the circulation of ammonia in such furnaces is forced. The muffle can be built into the furnace or replaceable.
The process will go much faster if you introduce an additional muffle. Then the spare muffle with parts is loaded immediately when the first one with processed workpieces is ready. However, the use of this method is not always economically justified, especially when large products are saturated with nitrogen.
Types of nitriding and equipment used
To carry out the nitriding procedure, you can use several types of equipment, the choice of which depends on the chosen technology for the process of saturating steel with nitrogen.
Product after processing
Gas
Saturation of steel with nitrogen is carried out at a temperature range of 400–1200 degrees Celsius. In this case, dissociated ammonia is used. The characteristics can be changed by increasing or decreasing the heating temperature.
To process the workpiece using the gas method, chamber and shaft furnaces are used. Experienced metallurgists recommend using shaft retort furnaces. This is due to the characteristics of the equipment and the ability to evenly distribute the temperature over the entire surface of the workpiece.
Catalytic gas
This processing method is considered more modified. The working gas composition is dissociated ammonia. The temperature range during nitriding is selected within 200–400 degrees Celsius. The advantage of this method is that lower temperatures are used than with conventional gas nitriding.
Warming equipment is a complex of elements:
- control panel and oven settings;
- water cooling;
- a chamber in which a vacuum is formed after switching on;
- mechanisms that pump out air to create a vacuum;
- a system by which the working chamber is filled with gas.
To change the parameters of steel layers saturated with nitrogen, several methods are used. These include saturation with nitrogen, the addition of methane, argon, and hydrogen to the working environment.
Nitriding using electrolyte solutions
Anodic electrolytic heating is considered one of the fastest methods for processing steel surfaces. This method involves sending pulsed charges of electricity to the workpiece, which pass through the entire part. In this case, it must be in a container filled with an electrolytic solution.
Electrolyte nitriding
What factors influence nitriding
The following factors have a key impact on the procedure:
- temperature regime;
- gas pressure;
- prolongation of nitriding.
The final result can also be determined by the degree of decomposition of the active substance, which varies between 15-45%. In addition, it is important to take into account one feature: the higher the temperature, the worse the strength indicators of the nitrogen layer, but the higher the diffusion rate. Hardness is due to the coagulation of nitrides.
To “squeeze” the maximum positive properties out of the procedure and reduce processing time, some metallurgists practice a two-stage operating mode . At the initial stage, the steel billet is enriched with nitrogen under the influence of a temperature of 525 degrees. This is quite enough to enrich the top layers and increase hardness.
The next stage involves the use of a higher temperature regime from 600 to 620 degrees Celsius. In this case, the depth of the resulting layer reaches the specified values, and the whole process is almost doubled. Nevertheless, the hardness indicators remain the same as with single-stage processing.
Types of steel suitable for nitriding
Different types of steel are suitable for nitrogen enrichment - both alloy and carbon. With the first type the process is more efficient. Especially if the composition contains alloying elements capable of forming heat-resistant nitrides (chromium, molybdenum, aluminum and others). When cooled, such alloys - nitroloins - will not become brittle, and after that their hardness increases significantly.
How hard will different types of steel alloys be as a result of nitrogen treatment:
- nitroloins – up to 1200 HV;
- alloyed – up to 800 HV;
- carbon - up to 250 HV.
It is also necessary to take into account the grade of steel, which indicates what the product is intended for.
How to mark the steel most suitable for nitriding:
| Brand | Usage | Technological data | Maximum layer parameters | ||
| Core Hardness (HRC) | Maximum temperature (˚С) | Depth (mm) | Surface hardness (HV) | ||
| Hot metal processing | |||||
| 4Х5МФС | Molds, hammer dies, press inserts | 35–55 | 560 | 0,3 | 1100 |
| 3N3M3F | Injection molds, impact die, measuring, cutting tools | 35–51 | 560 | 0,3 | 1100 |
| 5ХНМ | Hot forming dies | 36–44 | 550 | 0,3 | 760 |
| 3Х2В8 | Heavy-duty press equipment | 35–50 | 560 | 0,25 | 1100 |
| Cold metal processing | |||||
| X12 | Cold stamps | 50–55 | 520 | 0,2 | 1100 |
| X12M | Knurling rollers, drawing boards, calibration eyes, dies, punches | 53–60 | 520 | 0,2 | 1200 |
| X12MF | Knives, blades | 56–58 | 480 | 0,2 | 1300 |
| Х12Ф1 | Thin cutting edge tool | 52–60 | 550 | 0,2 | 1250 |
Thanks to heat-resistant nitrides, the steel will become harder, but the thickness of the nitrogen-saturated layer will decrease.
This is interesting: We do resistance welding from a microwave with our own hands
Processing Media Options
Currently, nitrogen treatment of steel billets in an ammonia-propane environment . In this case, metallurgists have the opportunity to expose raw materials to 570 degrees for three hours. The carbonitride layer formed under such conditions has a minimum thickness, but the strength and wear resistance are much higher than those of those options that were invented using the usual method. The hardness of this layer is in the range of 600−1100 HV.
The technology is particularly indispensable when choosing products made from alloy alloys or steel, which are subject to high requirements for operational endurance.
Also, an equally popular solution is the use of glow discharge technology, when the material is strengthened in a nitrogen-containing discharged environment, connecting metal products to the cathode. As a result, the workpiece acquires a negatively charged electrode, while the muffle has a positively charged one.
The technology makes it possible to reduce the duration of action several times. A discharge appears between plus and minus, and gas ions act on the surface of the cathode, heating it. This effect is carried out in several stages:
- initially cathode sputtering occurs;
- then cleaning the surface;
- then saturation.
At the first stage of spraying, a pressure of 0.2 millimeters of mercury and a voltage of 1400 volts are maintained for 5-60 minutes. In this case, the surface heats up to 250 degrees Celsius. The second stage involves using a pressure of 1-10 millimeters of mercury at a voltage of 400-1100 V. The procedure requires 1-24 hours.
Another very effective processing method is the tenifer process, which involves nitriding in a liquid based on molten cyanide under the influence of a temperature of 570 degrees Celsius.
Process principle
If we compare nitriding with traditional carburization, the first option offers many significant advantages that are not typical for other technologies. For this reason, it is still considered the best and most effective method of processing steel structures in order to obtain maximum strength without the use of additional heat treatment. The advantage of the technique is considered to be the preservation of the same dimensions of the workpiece, which allows it to be applied to finished products that have undergone thermal hardening with high tempering and grinding to the final shape. Successful completion of nitriding allows for final polishing and other processing.
The process is carried out under the influence of ammonia, which is heated to certain temperatures. As a result, the material can be saturated with nitrogen and acquires a lot of unique properties, including:
- improved wear resistance of metal parts, which is ensured by an increase in the hardness index of their surface layer;
- higher endurance or fatigue strength of the workpiece;
- acquisition of durable anti-corrosion protection, which remains the same even when exposed to water, air and gas-air environment.
Parts that have undergone nitrogen treatment are of much higher quality than similar products that have been carburized. It is known that after the second procedure, the layer retains stable hardness only under conditions that the temperature does not exceed 225 degrees. In the case of nitrogen, the maximum threshold reaches 550−600 degrees. This is due to the development of a surface layer that is several times stronger than traditional hardening and carburizing.
The essence of technology
Nitriding of steel, when compared with such a popular method of processing this metal as carburization, has a number of significant advantages. That is why this technology began to be used as the main way to improve the quality characteristics of steel.
When nitriding, the steel product is not subjected to significant thermal effects, while the hardness of its surface layer increases significantly. It is important that the dimensions of the nitrided parts do not change. This allows this processing method to be used for steel products that have already been hardened with high tempering and ground to the required geometric parameters. Once nitriding, or nitriding as the process is often called, has been completed, the steel can be immediately subjected to polishing or other finishing methods.
Scheme of a glow discharge nitriding installation
Nitriding of steel involves heating the metal in an environment characterized by a high ammonia content. As a result of this treatment, the following changes occur with the surface layer of the metal, saturated with nitrogen.
- Due to the fact that the hardness of the surface layer of steel increases, the wear resistance of the part improves.
- The fatigue strength of the product increases.
- The surface of the product becomes resistant to corrosion. This stability is maintained when steel comes into contact with water, moist air and air-steam environment.
Microstructure of a high-quality nitrided layer of steel grade 38Х2МУА
Nitriding allows you to obtain more stable steel hardness indicators than carburization. Thus, the surface layer of a product that has been subjected to nitriding retains its hardness even when heated to a temperature of 550–600°, while after carburization, the hardness of the surface layer may begin to decrease when the product is heated above 225°. The strength characteristics of the surface layer of steel after nitriding are 1.5–2 times higher than after hardening or carburization.
Purpose of nitriding
Many people compare the process of cementing and nitriding because both are designed to significantly improve the performance of a part. The technology of introducing nitrogen has several advantages over carburization, among which there is no need to increase the temperature of the workpiece to the values at which the atomic lattice is attached. It is also noted that the technology of introducing nitrogen practically does not change the linear dimensions of the workpieces, due to which it can be used after finishing processing. On many production lines, parts that have been hardened and ground are subjected to nitriding and are almost ready for production, but some qualities need to be improved.
The purpose of nitriding is associated with a change in the basic performance qualities during the heating of the part in an environment characterized by a high concentration of ammonia. Due to this effect, the surface layer is saturated with nitrogen, and the part acquires the following performance qualities:
- The wear resistance of the surface is significantly increased due to the increased hardness index.
- The endurance value and resistance to increased fatigue of the metal structure are improved.
- In many industries, the use of nitriding is associated with the need to impart anti-corrosion resistance, which is maintained upon contact with water, steam or air with high humidity.
The above information determines that the results of nitriding are more significant than carburization. The advantages and disadvantages of the process largely depend on the technology chosen. In most cases, the transferred performance qualities are maintained even when the workpiece is heated to a temperature of 600 degrees Celsius; in the case of cementation, the surface layer loses hardness and strength after heating to 225 degrees Celsius.
Main types of nitriding
There are several technologies used to carry out nitriding of steel. Let's take the following list as an example:
- Ammonia-propane environment. Gas nitriding has become very widespread today. In this case, the mixture is represented by a combination of ammonia and propane, which are taken in a ratio of 1 to 1. As practice shows, gas nitriding when using such a medium requires heating to a temperature of 570 degrees Celsius and holding for 3 hours. The resulting layer of nitrides is characterized by a small thickness, but at the same time the wear resistance and hardness are much higher than when using classical technology. Nitriding of steel parts in this case makes it possible to increase the hardness of the metal surface to 600-1100 HV.
- Glow discharge is a technique that also involves the use of a nitrogen-containing environment. Its peculiarity lies in the connection of the nitrided parts to the cathode; the muffle acts as a positive charge. By connecting the cathode, it is possible to speed up the process several times.
- The liquid medium is used a little less frequently, but is also highly effective. An example is a technology that involves the use of a molten cyanide layer. Heating is carried out to a temperature of 600 degrees, the holding period is from 30 minutes to 3 hours.
Ionic nitriding
In industry, the gas medium has become most widespread due to the ability to process large batches at once.
Varieties of nitriding methods
Approaches to nitriding may vary. Typically, there are two main methods depending on the metal nitriding conditions. These may include methods for increasing surface wear resistance and hardness, as well as improving corrosion resistance. The first option differs in that the change in structure occurs against a background of a temperature of about 500 °C. A reduction in nitriding is usually achieved by ion treatment, when a glow discharge is excited through anodes and cathodes. In the second option, alloyed nitriding of steel is carried out. This type of technology involves temperature treatment at 600-700 °C with a process duration of up to 10 hours. In such cases, processing can be combined with mechanical action and thermal finishing of materials, in accordance with the exact requirements for the result.
Catalytic gas nitriding
This type of chemical treatment involves creating a special atmosphere in the stove. Dissociated ammonia is pre-treated on a special catalytic element, which significantly increases the number of ionized radicals. Features of the technology include the following points:
- Preliminary preparation of ammonia makes it possible to increase the proportion of solid solution diffusion, which reduces the proportion of reaction chemical processes during the transition of the active substance from the environment to iron.
- Provides for the use of special equipment that provides the most favorable conditions for chemical processing.
Steel nitriding process
This method has been used for several decades and allows changing the properties of not only metals, but also titanium alloys. The high costs of installing equipment and preparing the environment determine the applicability of the technology to the production of critical parts that must have precise dimensions and increased wear resistance.
Catholic nitriding
The working space in this case is formed by dissociated ammonia maintaining a temperature regime of about 200-400 °C. Depending on the initial qualities of the metal workpiece, an optimal saturation mode is selected that is sufficient to correct the workpiece. This also applies to changes in the partial pressure of ammonia and hydrogen. The required level of ammonia dissociation is achieved by controlling the pressure and volumes of the gas supply. At the same time, in contrast to classical methods of gas saturation, catholic nitriding of steel provides for more gentle processing modes. Typically, this technology is implemented in a nitrogen-containing air environment with a smoldering electric charge. The anode function is performed by the walls of the heating chamber, and the cathode function is performed by the product.
Properties of nitrided metal surfaces
Quite important is the question of what hardness of the nitrided layer is achieved. When considering hardness, the type of steel being processed is taken into account:
- Carbon steel can have a hardness in the range of 200-250HV.
- Alloy alloys after nitriding acquire a hardness in the range of 600-800HV.
- Nitralloins, which contain aluminum, chromium and other metals, can achieve a hardness of up to 1200HV.
Other properties of steel also change. For example, the corrosion resistance of steel increases, making it possible to use it in aggressive environments. The process of introducing nitrogen itself does not lead to the appearance of defects, since heating is carried out to a temperature that does not change the atomic lattice.
Disadvantages of nitriding
The method is focused on the external modification of metal surfaces, which limits the protective properties. Unlike carbon processing, for example, nitriding is not capable of adjusting the internal structure of the workpiece to relieve stress. Another disadvantage is the risk of negative impact even on the external protective properties of such a product. On the one hand, the process of nitriding steel can increase corrosion resistance and moisture resistance, but on the other hand, it will also minimize the density of the structure and, accordingly, affect the strength properties.
Scope of application of steel nitriding
Nitriding of steel is one of the frequently used methods for processing alloy products to achieve maximum hardness and durability. Steel parts are not subject to deformation because they do not require subsequent hardening. Corrosion resistance increases significantly, which is important when operating mechanisms in humid environments.
Engineering steels
The use of nitrided steels is relevant not only in the engineering and machine tool industries, but also in the creation of household appliances - after all, consumers are becoming more demanding of the quality of purchased products every year.
This technique allows you to change the characteristics of not only steel, but also titanium alloys. The high cost of equipment and the difficulty of creating the required environment are compensated by the exact dimensions of the output parts and increased wear resistance. But there are also strength indicators that cannot be achieved by nitriding. Then the steel is alloyed, carrying out deep processing of its structure. The disadvantage of this method is the appearance of harmful impurities.
Video on the topic: Chemical-thermal treatment of steel
conclusions
The high popularity of nitriding in various industries is due to the possibility of obtaining stable results at low costs. Nitriding is most common in heavy industry, mechanical engineering, and machine tools. It is in these industries that the best balance of three parameters is required - quality, time and cost.
Literature and sources used:
- Structure and wear resistance of nitrided structural steels and alloys: monograph. / Kuksenova Lidiya Ivanovna. — M.: Moscow State Technical University (MSTU) named after N.E. Bauman, 2012.
- Electrochemical-thermal processing of metals and alloys / I.N. Kidin et al. - M.: Metallurgy, 1978.
- Wikipedia article
Treatment with electrolyte solutions
As a rule, anode heating technology is used. In essence, this is a type of electrochemical-thermal high-speed processing of steel materials. This method is based on the principle of using a pulsed electric charge that passes along the surface of the workpiece placed in an electrolyte medium. Due to the combined effect of electrical charges on the surface of the metal and the chemical environment, a polishing effect is achieved. With such processing, the target part can be considered as an anode with a positive potential supplied from an electric current. At the same time, the volume of the cathode must be no less than the volume of the anode. Here it is necessary to note some characteristics in which ion nitriding of steels is similar to electrolytes. In particular, experts note the variety of modes of formation of electrical processes with anodes, which, among other things, depend on the connected electrolyte mixtures. This makes it possible to more accurately regulate the technical and operational qualities of metal workpieces.
Exposure to plasma ions
This is a method of saturating metals in a nitrogen-containing vacuum, in which electrical glow charges are excited. The walls of the heating chamber can serve as anodes, and the workpiece directly processed acts as a cathode. In order to simplify control of the layer structure, correction of the technological process is allowed. For example, the characteristics of current density, degree of vacuum, nitrogen consumption, levels of addition of pure process gas, etc. may change. In some modifications, plasma nitriding of steel also provides for the connection of argon, methane and hydrogen. In part, this makes it possible to optimize the external characteristics of steel, but technical changes still differ from full alloying. The main difference is that deep structural changes and corrections are made not only on the outer coatings and shells of the product. Ionic treatment may affect complete deformation of the structure.
Factors influencing nitridation
The main factors that influence nitriding are:
- the temperature at which such a technological operation is performed;
- gas pressure supplied to the muffle;
- duration of exposure of the part in the oven.
The efficiency of this process is also influenced by the degree of ammonia dissociation, which, as a rule, is in the range of 15–45%. As the nitriding temperature increases, the hardness of the formed layer decreases, but the process of diffusion of nitrogen into the metal structure accelerates. A decrease in the hardness of the surface layer of a metal during its nitriding occurs due to the coagulation of nitrides of alloying elements included in its composition.
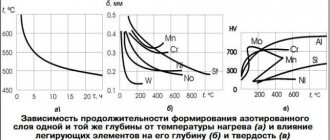
The influence of temperature and alloying elements on the formation of a nitrided layer
To speed up the nitriding process and increase its efficiency, a two-stage scheme is used. The first stage of nitriding when using this scheme is performed at a temperature not exceeding 525°. This makes it possible to impart high hardness to the surface layer of the steel product. To perform the second stage of the procedure, the part is heated to a temperature of 600–620°, while the depth of the nitrided layer reaches the required values, and the process itself is almost doubled. The hardness of the surface layer of a steel product processed using this technology is no lower than a similar parameter for products processed using a single-stage method.
Mechanism of nitrogen treatment of steel
The procedure is performed in a hermetically sealed iron environment heated to 500-600 degrees Celsius, which is installed in an oven. The exact temperature of the muffle (closed retort) is determined by the mode and the expected result. The same goes for the procedure time. The container contains steel elements that will be saturated with nitrogen.
During the process, ammonia is supplied from a cylinder into the retort, which is characterized by the ability to dissociate (decompose) under the influence of a certain temperature. The nitriding mechanism can be described by the following formula: 2 NH3 → 6H +2N.
As a result, a layer of nitrides, which are characterized by special hardness, is formed on the surface of iron products. Once the procedure is completed, the furnace is cooled along with the ammonia flow. Such actions make it possible to consolidate the effect on the hardness of the layer and prevent oxidation of the surface.
The thickness of the nitride layer reaches 0.3−0.6 millimeters. As a result, the need for heat treatment to improve strength indicators simply disappears. The formation of the nitrogen layer is carried out according to a complex scheme, however, through extensive research, metallurgists have studied it in as much detail as possible. The following phases appear in the alloy:
- Fe3N solid solution with a nitrogen fraction of 8.0−11.2%;
- Fe4N solid solution with a nitrogen fraction of 5.7−6.1%;
- Solution of N in α-iron.
If it is possible to bring the process to a temperature of 591 degrees Celsius, this allows us to notice another α-phase. When the saturation limit is reached, another phase occurs. Eutectoid decomposition produces 2.35% nitrogen.
Classification of nitriding processes
Nitriding processes
Nitriding does not require an extreme increase in temperature, which means that the steel object completely retains its given shape and parameters. This is important when processing parts that have already been ground to the desired size. Upon completion of the procedure, the product only needs to be polished.
This method of thermochemical treatment also has its disadvantages. The cost of the procedure is considerable. Enrichment of steel alloys with nitrogen is a complex and slow procedure. The effect of nitrogen on steel is very slow; it takes up to 2.5 days to process the part. It is carried out in a specially equipped production workshop.
Gas nitriding
Traditionally, nitriding is carried out under the influence of gas. For this type of working medium, ammonia and propane or ammonia and endogas are mixed in equal parts. The nitriding procedure in such an environment is carried out at temperatures up to 570 °C. The diffusion process itself takes about three hours. The steel product receives a thin protective layer, but it is characterized by high hardness.
Gas nitriding
A variation of the traditional type of nitriding is catalytic gas nitriding. In this case, ammonia is pretreated to speed up diffusion and produce a larger number of ionized radicals.
The use of a liquid nitriding medium can speed up the process somewhat.
Sometimes the diffusion itself takes place in half an hour. The working medium here is molten cyanide salts; the process is carried out at temperatures up to 570 °C.
But technology does not stand still. Ion-plasma nitriding is becoming increasingly popular at metallurgical enterprises. It is also called glow discharge treatment.
The main difference of this technology is that a rarefied environment and the effect of electric current are used. A voltage source is connected to the sealed container. The retort acts as a positively charged electrode, and the part itself acts as a negatively charged one. A flow of ions appears between them. The resulting plasma heats the top layer of the steel product, due to which the surface is saturated with nitrogen compounds and becomes harder.
Design features of gas nitriding
Thermochemical process
Nitriding of steel is carried out in a muffle - an iron retort, which is hermetically sealed. Steel parts are immersed in this container, and then it is sent to a special oven. Under the influence of the required temperatures and ammonia released from a cylinder connected to the muffle, the steel is nitrided.
The fact is that ammonia contains nitrogen, and under certain conditions releases it during decomposition. Nitrogen diffusion occurs: atoms of this element gradually penetrate into the upper layer of the material, forming nitrides in the metal structure. These compounds give the surface of the product the necessary hardness and resistance to corrosion. The thickness of the protective layer can reach 0.6 mm. To avoid the oxidation process, the furnace is cooled slowly.
The main factors influencing nitriding are:
- selected temperature mode;
- gas pressure;
- degree of ammonia decomposition;
- the time the muffle is in the furnace.
As the temperature rises, the level of hardness due to coagulation of nitrides may become lower, but the effect occurs faster.
General technology for all types of nitriding
The metallurgical industry does not stand still, and variations have appeared on traditional gas nitriding. But the sequence of technological operations is almost the same:
- Preliminary processing.
- Protection of parts that do not require nitriding.
- Nitriding of parts.
- Final finishing.
At the first stage, the workpiece needs to be hardened. To do this, the product is cooled in oil or water at a temperature of 940 °C. Then comes the tempering process (temperature about 600 °C). The metal becomes harder and easier to cut. Next, the part is machined to clarify all the necessary parameters, for example, it is ground.
Nitriding process technology
The second stage involves applying a protective layer to areas that do not require nitrogen saturation. A thin layer of tin or liquid glass is applied to them by electrolysis. A protective film is created that interferes with nitriding - the atoms of the element cannot overcome it. Next comes the nitriding itself, the product will gradually become harder and more resistant to external factors.
At the final stage , the nitrided parts are ground to give them the exact desired shape. This process does not take a long time, since there is no noticeable deformation of the geometry of the product. The final finishing time depends on the temperature and thickness of the surface that has been treated with nitrogen.
A guarantee of no changes in the steel product is provided by a modern version of the technology - ion plasma nitriding. With it, the part is not deformed at all, since the action takes place at lower temperatures.
Technological scheme of nitridation
Although nitridation can be carried out in various ways, the scheme for preparing materials and technological operations is almost identical. There are several options for nitriding:
- gas;
- innovative plasma;
- ionic.
Despite the type of metal nitriding, the treatment result is aimed at obtaining the most durable and wear-resistant product.
Preparatory heat treatment
This type of processing consists of hardening the product and its high tempering. Hardening of a steel element is carried out at temperatures above 940 degrees. Cooling during preparatory processing is carried out exclusively in oil or water. After hardening the metal at a temperature of 940 degrees, tempering occurs at 600-700 degrees. The processed steel part is endowed with increased hardness.
Mechanical restoration
The operation consists of grinding the finished part. The precise geometry of parts is the key to acquiring the necessary strength properties and long-term operation in the future.
Protection of parts not subject to nitriding
This steel processing step is necessary to protect elements that should not be nitrided. For protection, tin or liquid glass is used, which is applied to the surface of the metal part in a thin layer of no more than 0.015 mm. The electrolysis technology for fastening these materials ensures its reliable fastening on the surface of the steel alloy, as well as high resistance to nitrogenous environments, so the substance does not penetrate into the internal structure of the steel part.
Nitriding
Different grades of steel require a certain heating temperature. The steel is kept at this temperature for a certain number of hours. Thanks to these parameters, a layer is formed at different depths, providing a certain nominal surface hardness. For steel grade 7ХЗ, the heating temperature is 500-520 degrees. The steel is aged for 48-60 hours, a layer depth of 0.4-0.5 mm is ensured, and the nominal surface hardness is 1000-1100.
Final processing
This stage of steel processing allows you to bring the geometric and mechanical parameters of the steel element to the required value. Since the geometry changes are very slight during nitriding, the changes at the finish will be minimal. Despite the fact that the part is subjected to minimal temperature treatment, the elements will still have to be slightly modified, since the nitrogen layer can slightly affect the geometry. In order to avoid any deformation during the nitriding process of the element, you can use a more advanced technology - ion nitriding. The technological process of ion-plasma nitriding involves minimal exposure to temperature conditions on steel parts, and the likelihood of steel deformation tends to a minimum.
Ion plasma nitriding has proven to be extremely positive. Among the advantages, it is worth emphasizing that nitridation occurs at low temperatures, unlike traditional options. In order to carry out ion-plasma nitriding, a replaceable muffle or a built-in part of the installation is most often used. These elements speed up the process of improving the metal, but are not economically justified in all cases.
Types of Nitrided Steels
Both carbon and alloy steels, characterized by a carbon content in the range of 0.3–0.5%, can be processed using nitriding technology. The maximum effect when using such a technological operation can be achieved if steels are subjected to it, the chemical composition of which includes alloying elements that form hard and heat-resistant nitrides. Such elements, in particular, include molybdenum, aluminum, chromium and other metals with similar characteristics. Steels containing molybdenum are not subject to such a negative phenomenon as temper brittleness, which occurs when a steel product cools slowly. After nitriding, steels of various grades acquire the following hardness:
Hardness of steels after nitriding
Alloying elements found in the chemical composition of steel increase the hardness of the nitrided layer, but at the same time reduce its thickness. The thickness of the nitrided layer is most actively influenced by chemical elements such as tungsten, molybdenum, chromium and nickel.
Depending on the scope of application of the product that is subjected to the nitriding procedure, as well as on its operating conditions, it is recommended to use certain grades of steel to carry out such a technological operation. So, in accordance with the technological problem that needs to be solved, experts advise using products made from the following steel grades for nitriding.
38Х2МУА
This is steel, which, after nitriding, has a high hardness of the outer surface. Aluminum contained in the chemical composition of such steel reduces the deformation resistance of the product, but at the same time helps to increase the hardness and wear resistance of its outer surface. The exclusion of aluminum from the chemical composition of steel makes it possible to create products of more complex configurations from it.
40X, 40HFA
These alloy steels are used for the manufacture of parts used in the machine tool industry.
30Х3М, 38ХГМ, 38ХНММА, 38ХН3МА
These steels are used for the production of products that are subjected to frequent cyclic bending loads during their operation.
30Х3МФ1
Products are made from this steel alloy, the accuracy of whose geometric parameters is subject to high demands. To impart higher hardness to parts made of this steel (these are mainly parts of fuel equipment), silicon can be added to its chemical composition.
Characteristics of some steels after nitriding
Metals and alloys subjected to nitriding
There are certain requirements that apply to metals before carrying out the procedure in question. Typically, attention is paid to carbon concentration. The types of steels suitable for nitriding are very different, the main condition is a carbon fraction of 0.3-0.5%. Better results are achieved when using alloyed alloys, since additional impurities contribute to the formation of additional solid nitrites. An example of chemical processing of metal is the saturation of the surface layer of alloys, which contain impurities in the form of aluminum, chromium and others. The alloys under consideration are usually called nitralloys.
Microstructure of steels after nitriding
Nitrogen is added when using the following steel grades:
- If the part will be subject to significant mechanical impact during operation, then choose grade 38Х2МУА. It contains aluminum, which causes a decrease in deformation resistance.
- In the machine tool industry, the most widely used steels are 40X and 40HFA.
- In the manufacture of shafts that are often subjected to bending loads, grades 38ХГМ and 30ХЗМ are used.
- If during manufacturing it is necessary to obtain high accuracy of linear dimensions, for example, when creating parts for fuel units, then steel grade 30ХЗМФ1 is used. In order to significantly increase the strength of the surface and its hardness, alloying with silicon is first carried out.
When choosing the most suitable grade of steel, the main thing is to comply with the condition associated with the percentage of carbon, and also take into account the concentration of impurities, which also have a significant impact on the performance properties of the metal.
Types of media for nitriding
The process of steel nitriding is actually carried out not using one, but several technologies, hence the variety of types of nitriding. This is due to the fact that for some types of metals nitrogen is absorbed more efficiently in one environment, for others - in another. But that's not the main thing. The medium allows you to obtain a certain surface quality or change the speed mode of the steel nitriding operation. The most common technologies used in enterprises:
- diffusion of nitrogen in a gas environment based on propane and ammonia;
- diffusion of nitrogen when using a glow discharge;
- nitrogen diffusion in a liquid environment.
Ammonia-propane environment
Nitriding in a gas mixture of propane and ammonia is now the most applicable method of strengthening the surface of steel. The ratio of the mixture components is taken equal, the temperature on the Celsius scale is raised to 570 degrees above zero, and the treatment is carried out for three hours.
The resulting surface layer can be characterized as a high-strength hard surface with excellent wear resistance, despite the small thickness of the nitrides. In numerical units, the hardness of the product increases to 1100–600 HV.
Glow discharge
In other words, a glow discharge is an environment of a discharged state during ion-plasma nitriding. A very common method of saturating the surface of steel products with nitrogen. The peculiarity of this method is that, in addition to placing the workpiece in a muffle furnace, where the temperature rises, an electrical contact with a negative potential is connected to this workpiece (that is, a negative electrode is obtained), while the muffle furnace itself acts as a positive electrode.
Ion nitriding creates an ion flow between the furnace and the product, which takes the form of plasma, and it consists of the elements NH₃ or N₂. Thus, nitrogen molecules begin to diffuse into the surface layer, effectively saturating it.
Plasma nitriding takes place in two stages:
- Cleaning the surface of the workpiece by sputtering the cathode.
- Direct saturation of steel with nitrogen.
The main advantage of the method is that with ion plasma saturation the process can be accelerated several times.
Benefits of Nitriding
The main advantages of the technology include a variety of workpiece saturation modes and versatility of application. Surface treatment with a depth of about 0.2-0.8 mm also makes it possible to preserve the basic structure of the metal part. However, much depends on the organization of the process within which nitriding of steel and other alloys is carried out. Thus, compared to alloying, the use of nitrogen treatment requires less costs and is allowed even at home.