Craftsmen used a lathe to make a wide variety of products: dishes, spinning wheels, toys, furniture elements, and decorative items for the interior. A lathe allows the craftsman to create the most intricate and exquisite wooden shapes. Wood turning will be successful if, in addition to skillful hands, you have a high-quality tool, as well as solid and flawless wood.
Milling and grinding accessories
In modern metalworking, devices for milling the surface of the workpiece are widely used. With its help, you can select grooves and grooves, contour processing and milling planes. The fixture can be equipped with face and end mills for the corresponding operations.
Special grinding devices are used in piece and small-scale production, when it is not economically feasible to purchase a special machine for this operation. The grinding device has its own electric motor which is connected to the lathe circuit. The head of the device has its own frame, which is attached instead of the tool holder. Rotation is carried out using a belt drive.
The use of various devices allows you to use the full potential of the lathe and is economically justified in terms of reducing operating costs.
The device of a universal screw-cutting lathe. Lathe group machines
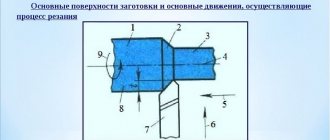
Parts of various classes (round and non-round rods, rings, disks, body parts) are processed on a universal screw-cutting lathe. The universal screw-cutting lathe (Fig. 13) has a bed 18 - a massive base cast-iron part on two pedestals.
The main electric motor is installed in the front cabinet 16, and the pump and reservoir for COTS are installed in the rear cabinet 12.
The upper part of the bed has two pairs of guides for basing and moving the moving elements of the machine. Headstock 1 is attached to the left side of the bed. In the headstock housing there is a gearbox and spindle 2, which is a hollow shaft, on the right threaded end of which technological equipment for basing and securing workpieces (three-jaw chuck 3, faceplate, etc.) is installed.
A
b
Rice. 13. Diagram of a universal fuel assembly (a): 1 – front headstock; 2 – spindle; 3 – three-jaw chuck; 4 – rotary slide; 5 – tool holder; 6 – transverse slide; 7 – quill; 8 – tailstock; 9 – rack; 10 – running shaft; 11 – lead screw; 12 – rear cabinet; 13 – pallet; 14 – longitudinal slide; 15 – apron; 16 – front cabinet; 17 – guitar innings; 18 – bed; FA diagram - 1M63N-3 (b)
The spindle receives rotation (main movement) from the main electric motor through a V-belt drive, a system of gears and couplings located on the shafts of the gearbox located inside the headstock. The tailstock 8 is installed on the right side of the frame with the ability to move along its internal guides. Inside the tailstock there is a retractable quill 7, into the conical hole of which various centers are inserted (fixed, rotating, floating, plug center).
When processing short workpieces, workpieces of the “non-round rod” type or body workpieces, an axial tool (drill, countersink, reamer) is installed in the conical hole of the quill, which allows axial processing of the central hole in the workpiece. The feed movement is carried out manually by rotating the tailstock handwheel. On a pair of outer guides of the frame there is a support consisting of a tool holder 5, a rotary slide 4, a transverse slide 6, a longitudinal slide 14 and an apron 15 (Fig. 13). The four-position tool holder holds cutting tools – turning tools.
The rotary slide is installed with the ability to rotate and fix around a vertical axis, which allows you to process short (up to 150 mm) conical surfaces with large cone angles (up to 45°).
When processing long conical surfaces with small cone angles (up to 5°), the axis of rotation of the workpiece is shifted by moving the tailstock perpendicular to the bed guides.
The cross slide allows you to give the cutting tool a feed movement Ds at an angle of 90° to the axis of rotation of the workpiece (cross feed). The longitudinal slide allows you to give the cutting tool a feed movement Ds at an angle of 0° to the axis of rotation of the workpiece (longitudinal feed). The feed movement is carried out manually or automatically.
On the front wall of the frame there is a feed box, kinematically connected to the spindle by a system of gear wheels installed in the feed box 17. The feed box transmits movement to the lead shaft 10 and the lead screw 11. The lead screw serves to ensure automatic feed only when cutting threads, to ensure automatic For other jobs, the running shaft serves as a feed.
To convert the rotation of the lead shaft or lead screw into linear movement, mechanisms located in the apron are used (a “screw-nut” type mechanism for transverse or longitudinal feed during thread cutting, a “rack-wheel” type mechanism for other work). In this case, the rail 9 is installed on the front part of the frame. To collect chips and COTS, a tray 13 is installed in the lower part of the frame (Fig. 13).
A universal screw-cutting lathe allows you to install no more than five cutting tools (four in the tool holder and one in the tailstock quill). For the production of a batch of parts with a large volume of turning, universal machines are of little use, since it takes a lot of time to install and adjust the cutting tool.
Rice. 14. Cartridge turning-turret semi-automatic : 1 – bed; 2 – feed box; 3 – front headstock; 4 – front stop drum; 5 – transverse support; 6 – turret head; 7 – turret support; 8 – rear stop drum
To process a batch of complex parts such as a stepped roller, flange, ring, turret lathes are used. In a turret lathe, several cutting tools are mounted in a “turret”, which reduces the time required to set up and set up tools. In bar revolving machines, the workpiece (bar of various sections) is clamped in a hollow collet chuck. After manufacturing the part, it is cut off, the remaining part of the rod is pulled through the hollow axial hole of the collet chuck and the next part is processed. In cartridge turret machines, piece workpieces are processed by clamping them in the jaw chuck of the machine.
Turret machines with a multifaceted turret are additionally equipped with one or two (front and rear) transverse supports. All tools working with longitudinal feed motion are fixed in the turret. All tools that work with a transverse feed movement are fixed in supports. Machines with a round turret head do not have transverse supports. If necessary, the transverse movement of the feed is carried out by slowly rotating the turret around a horizontal axis. In Fig. 14 shows a cartridge turret machine with a multi-faceted head. It consists of a frame 1, a headstock 3 with a gearbox 2, located on the front side of the frame, a transverse support 5, a turret support 7 with a turret head 6, front 4 drums and rear horns.
Increased processing productivity is achieved through parallel operation of the supports and preliminary adjustment of the machine to the stops of drums 4 and 8. Setting the machine to the stops allows you to automatically maintain the diameters and lengths of the workpiece surfaces being machined.
Processing of stepped shafts is carried out on multi-cutting semi-automatic lathes, automatic machines or hydrocopying lathes.
Processing of massive cylindrical workpieces with a ratio of the length of the workpiece to its diameter of 0.3–0.4 is carried out on rotary lathes.
Lathe
Special equipment for processing wood on a lathe is not cheap. To learn turning, a regular drill attachment will also work. What you shouldn’t skimp on is chisels: cheap and low-quality ones usually become dull after the first experiments with hard wood and no longer cut, but tear the wood.
The cutting tool must remain sharp as long as possible!
In order for a product to be accurately processed, it must be properly mounted on the machine. For this purpose, special devices of various shapes and sizes are provided on lathes.
The more different accessories a lathe has, the easier and more accurate it will be to work on it.
Rough processing of wood is carried out at low speeds, finishing and grinding are performed at higher speeds.
For those who understand electricity, forum members are advised to use a stepless speed change with a variator. This is convenient because the speed can be changed from maximum to minimum on the go and without changing the belts.
Do it yourself
To understand how hand tools for woodworking are made, let's look at the manufacturing process of several of their main varieties.
Meysel
This is the main tool used for finishing wood workpieces. In skillful hands, this chisel is enough to create any pattern.
A straight-sharpened meisel is ideal for creating rectangular notches in a workpiece . Its width varies from 4 to 40 mm, the standard sharpening angle is from 22 to 450. The required blade slope is determined by the personal preferences of the master over time.
How to make it:
- We take an old file or any other flat rectangular piece. If necessary, align the working end;
- We grind the cutting part, carrying out primary turning. We use an abrasive wheel, making sure that the blade is processed evenly in thickness without differences;
- We harden if the metal is not hard enough;
- We put the handle.
This type of chisel is easy to prepare and can be used to start creating your own collection of hand tools to gain experience and understand the process.
The Meisel with a beveled blade is more versatile than its counterpart:
- It becomes possible to process round products;
- An obtuse angle is suitable for creating roundings;
- The tool is convenient for processing the end of a product.
Manufacturing is similar to the previous device:
- The blank part is processed to the shape of the future tool;
- The chisel is sharpened at an angle of 70-750, after which the tool must be sharpened.
- We attach the handle. Meisel is ready.
Using a similar algorithm, the remaining angular cutters for a wood lathe are created. Sharpening is carried out only after careful control of the tool dimensions .
Maintaining exact angles when making tools yourself is not necessary. It is enough to adhere to the necessary and convenient proportions and evenness of processing.
Semicircle
The semicircular tip of the chisels allows you to create neat notches when processing a wooden product. To make such a cutter, we mark on the workpiece the outline of the tool along which we cut. After this, we sharpen it in the usual way at an angle of 25...400.
The radius of the chisel affects the size of the recess in the product, therefore for professional production it is advisable to make several cutters with a semicircular tip for different cases.
Groove
After stripping the bark, the wooden trunk is processed with grooved chisels; they are intended for the initial rough finishing of the material and creating a blank for the product.
In addition, grooves are used to cut concave shapes and recesses in frontal turning.
How to make a groove cutter:
- Take a tap to cut a thread of the required diameter.
- We process the metal blank with it at a distance of up to 8-10 cm from the edge, actually cutting off half of the rough product.
- We sharpen the lower convex part of the blade at an angle of 30-400.
Grooved homemade wood turning tools are not easy to make, but it is quite possible to understand the process.
Make or buy
The process of creating tools for working with wood is a fascinating and not always easy task. If you have the right set of tools, an inexperienced person will not have any problems - the process is intuitive, but painstaking.
Of course, you can buy a ready-made set of devices, but how much will it cost... At the same time, the wear of the metal increases over time and even brand new chisels will soon require turning. Own production is a way to get a tool under your own hands. Designer cutters with individual sizes will be adapted to the owner and his needs .
A more detailed description of the chisel making process is presented in the video. The master talks in detail about creating a workpiece, applying sharpening and touches on other important points that are necessary for the successful completion of the work.
Additional supports
When processing workpieces of large length and small diameter, additional supports - rests - are used to ensure reliable fixation. They are necessary to increase the rigidity of the workpieces being processed. Depending on the design, the rests can be:
- mobile;
- motionless;
- modernized with a self-aligning coupling;
- self-aligning, with bearings built into the cams.
Fixed devices are used for processing shaft blanks whose length exceeds 10 product diameters. Before installing the steady rest, it is necessary to secure the workpiece in the centers and machine the neck for the cams. The steady rest itself consists of a cast iron body with a hinged lid to facilitate fixation of the workpiece. The body is attached to the frame with a strap and a bolt. The cams are moved using adjusting screws, and special screws are used to fix them in the desired position. Some designs use rollers instead of cams to reduce friction.
Movable rests are installed directly on the caliper carriage. This attachment is also used for turning long shafts, in particular for finishing, threading and other operations. The adjustable cam system allows the steady rest to be adjusted to the shaft size.
Turning tools
Tools made of high-quality steel are considered good for turning work. They are expensive, but will last longer than regular chisels. To save money, you can buy cutters and handles for them separately. The standard length of the handle is about 25 cm, but you can use longer ones - 30 and 40 cm. With such a handle it is easier to guide the tool.
To turn wood on a lathe, the following types of cutting tools are used:
- a semicircular chisel is suitable for rough processing; it is used to give the workpiece a cylindrical shape;
- With a semicircular narrow and spindle-shaped chisel, thin grooves are cut across the fibers;
- the chisel can be of an oval profile or with a rectangular cut and different sharpening angles: it is used for finishing wood turning;
- Wedge-shaped and acute-angled cutters are used when it is necessary to make small indentations in the workpiece. They also separate the finished part from the edge of the workpiece. Using flat cutters, wide cuts are made parallel to the vertical axis of the workpiece;
- Experienced craftsmen also have a set of scrapers with different cutting edges: pointed, straight, rounded, or a universal scraper with interchangeable cutting attachments.
Workpieces for turning
For turning, do not use soft layered wood, since it will split into layers and it will not be possible to obtain a smooth surface when turning.
Coniferous wood is considered soft.
Most hardwoods are suitable for turning on a lathe. Birch, beech, maple and ash are distinguished by uniform, light-colored wood. Walnut, mahogany and teak are characterized by dark wood. Cherry, plum, elm, and oak have attractive wood textures.
Beginner turners are advised to use only dry wood without knots. Blanks are made from straight cuttings of trunks and branches or from square bars, having previously cut them into an octagon.