Only a few metals can be easily cold worked,
including low-carbon steels, as well as ferritic and austenitic stainless steels.
Cold working of metals is often also called cold hardening, cold hardening, or deformation processing. Cold working
involves deforming the metal in a plastic stage at room temperature or below the recrystallization temperature. The extent to which a metal can be cold worked depends on its ductility.
Mechanisms of cold plastic deformation
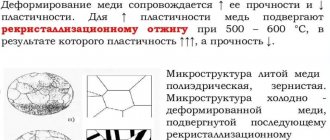
During cold plastic deformation of a metal, the components of its structure slide relative to each other. It is known that metals, including steel, have a crystalline structure and consist of grains of irregular shape and different sizes. The orientation of the crystalline atomic structure in each individual grain is ordered, but has a different direction in different grains. During cold working, the grain structure of the metal changes, grain fragmentation, atomic movement and distortion of the atomic lattice occur (figure).
As a result of cold processing, grains elongate, receive displacements of the atomic lattice and are broken into fragments. To improve the grain structure of cold-worked metal, special heat treatments are carried out: annealing (tempering) to remove residual stresses (return) and annealing to form new grains (recrystallization).
During cold processing of metal, shear planes appear in weakened areas of the atomic lattice of grains, which lead to deformation of the grains. During cold working, increasingly greater forces are required to continue deforming the metal. During cold processing of metal, there are no processes of recrystallization and return of deformed grains. Due to an increase in the density of dislocations, distortions of the atomic lattice and fragmentation of grains, hardening of the metal occurs, which is called cold hardening, work hardening or strain hardening. This hardening of the metal causes high compressive residual stresses in the surface layer of the product.
Cold processing of steel
Cold treatment consists of immersing hardened parts for some time in an environment with a temperature below zero. After this, the parts are taken out into the air.
The holding time during cold treatment is determined by the time required to completely cool the entire part and equalize the temperatures across the cross section.
Cooling of the product to negative temperatures is carried out in a mixture of solid carbon dioxide (dry ice) with alcohol, which gives cooling to -78.5°, or in liquid nitrogen (-196°).
In addition, refrigeration units are used that make it possible to change the temperature of the working chamber within wide limits.
Cold treatment is used for steels in which residual austenite remains after quenching (carbon steel containing more than 0.6% C, alloy tool steel).
The result of cold metal processing
As a result of cold processing, due to the transformation of retained austenite into martensite, hardness and wear resistance increase, and therefore this type of processing is used in the manufacture of tools.
In addition, cold processing stabilizes the dimensions of parts, and therefore this treatment is used for measuring tools and precision machine parts
Heat treatment defects
Metal defects arise as a result of an incorrectly selected or incorrectly carried out heat treatment mode. The most common defects are: overheating, burnout, decarbonization of the surface layer.
Overheating is the heating of a metal to a temperature exceeding the critical temperature. Overheating causes increased growth and a sharp decrease in the strength properties of the metal. Increased grain growth can also occur in the case of annealing at a given temperature, but subject to an increase in its duration.
Burnout is the heating of metal, causing oxidation of grain boundaries and loss of plastic properties. Overburning is an irreparable defect. Decarburization of the surface layer is a metal defect that occurs during heat treatment in the presence of an oxidizing atmosphere in the furnace space. In this case, the carbon that is part of the steel* burns out and grains of pure iron—ferrite—are formed on the surface of the steel. This leads to a decrease in the strength properties of the surface layer. The depth of the decarburized layer is determined by metallographic analysis of the microstructure of the metal sample.
Cold treatment consists of immersing hardened parts for some time in an environment with a temperature below zero. After this, the parts are taken out into the air.
The holding time during cold treatment is determined by the time required to completely cool the entire part and equalize the temperatures across the cross section.
Cooling of the product to negative temperatures is carried out in a mixture of solid carbon dioxide (dry ice) with alcohol, which gives cooling to -78.5°, or in liquid nitrogen (-196°).
In addition, refrigeration units are used that make it possible to change the temperature of the working chamber within wide limits.
Cold treatment is used for steels in which residual austenite remains after quenching (carbon steel containing more than 0.6% C, alloy tool steel).
The result of cold metal processing
As a result of cold processing, due to the transformation of retained austenite into martensite, hardness and wear resistance increase, and therefore this type of processing is used in the manufacture of tools.
In addition, cold processing stabilizes the dimensions of parts, and therefore this treatment is used for measuring tools and precision machine parts
Heat treatment defects
Metal defects arise as a result of an incorrectly selected or incorrectly carried out heat treatment mode. The most common defects are: overheating, burnout, decarbonization of the surface layer.
Overheating is the heating of a metal to a temperature exceeding the critical temperature. Overheating causes increased growth and a sharp decrease in the strength properties of the metal. Increased grain growth can also occur in the case of annealing at a given temperature, but subject to an increase in its duration.
Burnout is the heating of metal, causing oxidation of grain boundaries and loss of plastic properties. Overburning is an irreparable defect. Decarburization of the surface layer is a metal defect that occurs during heat treatment in the presence of an oxidizing atmosphere in the furnace space. In this case, the carbon that is part of the steel* burns out and grains of pure iron—ferrite—are formed on the surface of the steel. This leads to a decrease in the strength properties of the surface layer. The depth of the decarburized layer is determined by metallographic analysis of the microstructure of the metal sample.
Disadvantages of Cold Working
1) Only ductile metals, such as low carbon steel, can be cold worked. 2) Residual stresses arise, which are not always favorable. Excessive cold working of metal leads to embrittlement. To restore the plasticity of the metal, annealing is required. 3) The grain structure of the metal is distorted and fragmented - heat treatment is required. 4) It is easy to process only relatively small products - large ones require considerable effort.
Classification of heat treatment methods
Heat treatment is an incredibly broad range of options for technological effects on a material. To list all known methods, one would have to compile a list of several hundred items, since each alloy requires an almost individual approach, and the general strategy is not limited to just changing the strength.
The most convenient classification is divided into three key methods: tempering, annealing and hardening. From their combinations and modes, options are selected for each specific case.
Annealing
The key objectives of this type of heat treatment are the removal of internal stresses, stabilization of the structure, equalization of the chemical composition and physical and mechanical properties. At the same time, slight strengthening is observed due to the elimination of structural defects.
To anneal the product, it is heated, maintained at a temperature and slowly cooled. To reduce the cooling rate, the material is wrapped in cotton wool or refractory materials, and often left to cool with the furnace. This procedure may take up to 2 days.
According to the degree of influence on the structure, they are distinguished:
- annealing of the first kind - no phase transformations occur, but structural defects disappear;
- annealing of the second kind - minimal phase transformations are present.
Based on the volume of impact, they are distinguished:
- complete annealing - with heating above the third critical point, which corresponds to complete recrystallization (“reset” to the original characteristics of the metal);
- incomplete annealing - with heating between the first and third critical points, with partial recrystallization.
Based on the nature of the action, they are distinguished:
- normalization annealing (normalization) - leveling the structure, refinement of the grain of the material;
- isothermal annealing - allows for complete decomposition of austenite to pearlite;
- spheroidizing annealing - for spheroidization of carbides and transformation of lamellar pearlite into granular one;
- homogenized annealing - equalization of the chemical composition;
- annealing, which increases the grain;
- recrystallization annealing - eliminates hardening from the surface.
Castings and welded structures are most often subjected to annealing. Moreover, it can be either volumetric - when the entire part is affected - or local, concentrated on a strictly defined area. This is how a weld on electric-welded steel pipes is processed: it is heated using HDTV or a laser. Along with annealing, residual tensile stresses disappear, and the risk of developing cracks inside the weld is reduced to a minimum.
Metal aging can also be considered a unique type of annealing. This operation involves slow heating with a long exposure (from several hours to several days), with controlled cooling and cyclic repetition of the procedure. As a result, the metal acquires an equilibrium and strengthened structure, which it would achieve after several months of operation.
Vacation
This type of heat treatment fully lives up to its name. Vacation is an opportunity to shed accumulated burdens, renew yourself and return to work fresh. Predominantly hardened alloys are tempered in order to reduce the resulting hardness, make the metal less stressed, and return to its starting characteristics.
The mechanics of tempering consists of heating to a certain temperature, at which the hardening structures are replaced by others, holding and quiet cooling. In some ways, tempering is close to annealing, but is intended for a completely different purpose and acts as a concomitant operation after hardening.
Thermists divide vacation options solely by heating temperature:
- high - in the range of 500...680°C, allows you to very significantly reduce the strength acquired with hardening;
- medium - in the range of 250...500°C;
- low - up to 250°C, makes it possible to remove the most dangerous stresses and level the resulting strength to a stable level.
If it is necessary to completely remove the result of hardening and return the metal to its original state, then it is tempered at the recrystallization temperature and held for a long time under heat so that the material is completely rebuilt and “forgets” the previous heat treatment.
One of the negative effects of tempering is tempering brittleness: after exposure, along with softening, the impact strength also rapidly decreases. The alloy becomes not only less strong, but also much more fragile - several times. Temper embrittlement is most often observed in low-carbon alloy steels and can be either reversible or irreversible.
Hardening
Even a person who is terribly far from metal science has a good idea of why hardening is needed. This operation makes it possible to significantly strengthen the material, obtain increased hardness and wear resistance of the surface layer, and in some cases, obvious springing properties.
The purpose of hardening is to achieve a martensitic structure. Compared to other phase components, martensite can be imagined as a “Cossacks” filled with fifteen passengers at the same time. This is the most stressed structure, with which comes an increase in mechanical characteristics. So that the metal does not break due to internal stresses, and it can continue to work, it must be released, thereby reducing the number of “passengers”.
The mechanics of hardening are known to everyone: the workpiece is heated to the desired temperature, after which it is subjected to accelerated cooling by immersing it in water or oil. It is precisely due to the sharp change of states that such a noticeable effect in increasing strength is obtained.
Based on the volume of impact, they are distinguished:
- volumetric hardening - when the entire product is processed, trying to achieve a uniform martensitic structure throughout the entire volume of the metal;
- surface hardening - when only a narrow surface layer is processed in a certain area of the product, to a depth of no more than 5 mm, while the core retains the properties of the original structure.
According to the cooling method, they are distinguished:
- continuous hardening - in one environment;
- intermittent hardening - in several environments sequentially;
- stepwise - with the division of cooling into several stages and holding time between them;
- with cold treatment - when cooling is continued with a decrease in the ambient temperature below 20°C.
An interesting option is hardening with self-tempering. In this case, only the surface zone of the metal is cooled, and subsequent tempering occurs under the influence of residual heat spreading from the core outward.
Cold metal working processes
The processes of cold working of metals include the following: 1) Deformation by shear or shear
: cutting, punching, perforating, trimming, longitudinal and transverse cutting and the like.
2) Drawing
: wire drawing, pipe drawing, relief embossing, stretch straightening. 3) Forming: cold rolling, embossing, riveting, cold stamping, cold forging, thread rolling, notching. 4) Bending: rod bending, angle bending, roller straightening, flanging.