Heating with sawdust or shavings is a common thing for residents of our country, borrowed from European countries. Their popularity is due to the low cost of raw materials and their good specific calorific value during combustion. By creating a homemade briquette press, you can get high-quality fuel for practically nothing.
We will tell you how to make a simple and inexpensive machine for producing briquetted fuel. The article we propose shows the design and gives assembly tips. The production technology and requirements for the initial wood material are given.
About fuel briquettes
Fuel briquettes are environmentally friendly and safe, have good heat dissipation, burn faster than firewood, do not spark and burn for a long time.
The square or rectangular shape allows the fuel material to be folded for easier storage. The main disadvantages are fragility and low moisture resistance.
If you plan to produce briquettes from sawdust, they must meet the following requirements:
- Humidity no more than 12%,
- The average size is about five millimeters,
- The amount of rotten sawdust is less than 5% of the total volume.
Equipment for making briquettes
The briquetting method is based on creating a maximum pressure sufficient to free the material from moisture. Several types of equipment for making briquettes are supplied to the market. The complete set includes:
- Chopper for raw materials,
- Dryer,
- Press.
If you make briquettes from sawdust, less equipment is required - a chopper is not needed, since the sawdust is already of the appropriate size. If it is possible to pre-dry the sawdust in a well-ventilated room or in the open air, then the dryer can be excluded from the list of equipment.
The main and most important is the briquette press.
This equipment is a power device combined with a matrix. With the help of a power frame, pressure is transmitted to the prepared material. The press can use manual or mechanical drives to transmit pressure.
The sawdust briquetting press works like this: sawdust is poured into a special mold, the drive is turned on, which leads to compression of the material inside the mold. The briquette is removed and laid out for final drying.
Homemade press
You can not only buy a briquetting press, but also make it yourself. Homemade equipment is divided into two groups:
- With manual drive,
- Operated by a jack.
To make a press for fuel briquettes with your own hands, you will also need to make a metal square or round shape and a poisson. The mold is usually welded from sheet metal.
It is recommended to drill several holes in the walls and bottom of the mold with a thin drill. This is necessary so that during the pressing process the released moisture leaves the mold. For convenience, the mold can be made with a removable bottom, then it will be more convenient to remove the briquette.
And to collect the flowing water, a small container is usually installed under the mold.
The poisson is also made from a flat sheet of metal, about 4.5 mm thick. The sheet must be welded to the pressure lever or secured to hinges. The poisson needs to be made a few millimeters smaller than the mold - it should fit freely inside.
It is not recommended to equip presses with two or more molds. This increases productivity, but reduces the quality of briquettes. One pressure lever is not enough for high-quality briquetting in several forms.
The sawdust press using a jack as a lever is characterized by greater productivity, good compaction of briquettes and ease of use. To make a press, you can also use a hydraulic installation, which is often used in car repair services.
For the production of briquettes, not only the press is very important, but also the room where it is installed. It should be spacious enough, with good ventilation, reliable electrical wiring and have several fire extinguishers.
Wall hand press
A homemade press can be attached to the wall for greater convenience. To do this, you need to weld a frame from any durable material. Usually a metal corner is used. The finished frame is attached to the wall using dowels. A hinge for the lever is installed on the top crossbar of the frame.
As a lever, you can use any piece of metal pipe, a strong metal pin, or a threaded steel circle. A mold is welded to the bottom of the frame, and then a punch is attached to the lever. The length of the pipe should ensure that the punch fits freely into the mold.
Floor press
The floor-standing version of the press for making sawdust is distinguished by the fact that the mold with a lever is attached to a stable metal stand. Usually it is welded from a corner, or old tables, metal tripods or any available metal frame are used. The structure of such a press is completely similar to a wall-mounted one.
Briquette manufacturing process
The production of briquettes is based on creating high pressure on the material. High (above 30 MPa) pressure leads to the release of lignin and the formation of a briquette.
To make fuel briquettes from sawdust at home with your own hands, you need to add clay, wallpaper glue or soggy paper, as well as water to the raw materials. It is impossible to make briquettes from sawdust without all these components.
How to make briquettes: sawdust is mixed with dry clay in a ratio of ten to one. Water is gradually poured into the resulting mixture, stirring constantly, until a mushy state is formed.
A good briquette will come from a mixture that is easy to mold in your hands. A mixture that is too thin will take a long time to dry, and a mixture that is too thick will not burn well.
For better combustion, you can add some dry leaves or paper to the sawdust.
The resulting mixture is placed in a mold, pressed, removed from the press and laid out to dry.
Processing sawdust at home in this way is very convenient and practical. For heating sheds and other outbuildings, you can also make briquettes from used but dried sawdust.
Use of peat and coal
Coal and peat are still relevant heating materials today. Coal generates a lot of heat, but unloading and storing it is very troublesome. Peat also burns well, but the danger is that it is highly flammable and should be stored in a dark place with adequate ventilation.
Briquettes from peat or coal can only be made when the material is available in very large quantities. Before briquetting, both coal and peat must be thoroughly dried. Without pre-drying, the briquettes will turn out damp and will burn poorly.
For a coal briquette you need clay with water and coal dust. To prepare the mixture, it is most convenient to use a construction mixer - manual mixing of large volumes will take a lot of time. Briquetted charcoal after pressing should also be laid out to dry, and only then put into a storage room.
Basic elements of the press
The main elements of an ordinary press are a mold (a glass into which the bulk substance is placed), a piston and a pressure-creating mechanism. It is not difficult to make them yourself, as they are typical for briquetting machines.
Mold device
The glass into which sawdust or shavings are poured is called a mold or chamber. The parameters of the briquette will depend on its geometry.
Whatever the cross-sectional shape of the glass will be, this will be the type of briquette. But its length can be very different, but definitely not exceeding the height of the molds
Typically the chamber is constructed from scraps of round or shaped steel pipe. The base of the piston, which enters the glass, is cut out of a thick-walled (at least 3 mm thick) plate.
When making a mold, you need to take into account the ratio of the following quantities:
- cross-sectional area of the mold (s, cm2);
- applied pressure to the piston (u, kgf);
- specific pressure on raw materials (p, kgf/cm2).
These quantities are related by the relation:
p=u/s
Briquettes using an additional binder hold their shape well if they are formed at a specific pressure of more than 150 atm. (1 atm. ≈ 1 kgf/cm2). Based on the possibility of the force generated by the piston, the cross-sectional area of the chamber is calculated.
For example, if there is a 10 ton hydraulic jack, then:
s < u / p = 10000 / 150 = 67 cm2.
For such conditions, a profile square pipe with a side length of 80 mm or a round pipe with a nominal diameter of up to 90 mm is suitable.
The length of the resulting briquette (l) depends on the height of the mold (h), the density of the raw material in the initial dry (q1) and briquetted (q2) state:
l = h * (q1 / q2)
In addition, after the first compression, you can pour the chips into the glass again and repeat the procedure. In this way, you can bring the length of the resulting product almost to the height of the pressing chamber.
During the compression of sawdust, moisture is released from the briquette. In order for it to come out freely, the chamber is perforated with small but frequently spaced holes.
You can ensure the outflow of water from the chamber through holes that are made using a 2-3 mm metal drill
After the briquette is formed, it must be removed from the mold. Using a spring and a false bottom, as is often recommended on the Internet, is impractical. High pressure completely compresses the spring, so over time its shape becomes distorted, causing it to lose its properties.
Therefore, you need to either make a detachable bottom of the mold and push out the briquette, or build a collapsible cup. In the second case, you will need to make an additional shirt for him from a rod.
Available methods of creating pressure
There are three common ways to achieve pressure that are well suited for a homemade fuel briquette press: using a lever, a hydraulic jack or a screw. Each of them is good in its own way, and their implementation in practice is not very difficult.
Use of muscular strength and leverage
Usually a metal pipe is used as a lever. It should not bend under the influence of human muscular strength. For example, a reinforced water pipe with a diameter of 40 or 50 mm with a wall thickness of 4 - 4.5 mm is suitable.
Formula for calculating the piston pressure force (m) depending on the force applied by a person (M), the distance from the piston to the lever attachment point (l) and its total length (L)
The length of the lever and the distance from the fulcrum to the connection with the piston are chosen not only based on achieving the desired pressure. Another important parameter is the depth of immersion of the piston into the glass (h, cm).
It is calculated using the formula:
h = R * (l / L)
Here R (cm) is the height to which the end of the lever will fall.
It is advisable to make the structure in such a way that the depth of immersion of the piston is sufficient to form a briquette without repeated compression with preliminary addition of material. This will greatly increase the production rate.
The required immersion depth of the piston (h, cm) can be calculated knowing the initial dry (q1) and briquetted (q2) density of the raw material and the height of the glass (H):
h = H * (1 – q1 / q2)
If for some reason an error occurs (usually due to incorrect determination of the initial density of the raw material) and the depth of immersion of the piston is not enough to impart the required hardness to the product, then it is not necessary to digest the entire structure.
You can either reduce the height of the glass, or, adding sawdust, press one briquette in two or three passes.
Application of hydraulic jack
To create strong pressure, hydraulic devices are used, such as the usual bottle jacks. As a rule, in a household where there is a car or other equipment, such hydraulic units are available, but their carrying capacity may be insufficient.
The design of a typical hydraulic press consists of a frame and a movable beam on which a jack is placed. The system returns to its original position due to the action of springs
Jacks are inexpensive. Thus, models designed for 30-40 tons can be purchased for less than 5 thousand rubles. And with such indicators it is already possible to obtain briquettes of large cross-section or several (3-5) copies of regular size at once.
To produce several briquettes at the same time, the required number of molds are placed in a row. The middle moving frame must be strong so that it does not bend over time. It is best made from an I-beam or thick-walled profile pipe.
The pressing process itself takes longer than when using a lever design. However, the use of a powerful hydraulic jack allows one to achieve much greater specific pressure on the workpiece. The briquettes are more even and dense and already have an attractive presentation.
Screw pressing mechanism
The operating principle of a manual screw press is similar to a lever press, only the applied force is transmitted at an angle of 90°. The larger the handle diameter and the smaller the thread pitch, the greater the pressure increase factor.
A sawdust screw press is similar to a juice extractor. However, the pressure created in it is much greater. Therefore, the strength of the threaded mechanism should be higher
This design also allows for greater pressure to be generated than a lever-based machine. Its significant disadvantage is the slowest operating speed among the presented options.
However, the advantages include:
- simplicity of design;
- the opportunity to buy such a press for little money with minor modifications for briquetting needs;
- small size.
When working with a screw press, you should not use it “all the way”, when physical strength is no longer enough to turn the mechanism. In this case, the force applied by a person acts on the thread on one side, and on the other (at 90°) is the resistance force of the resulting briquette. This will lead to rapid thread wear or breakage.
In order not to overdo it and not break the mechanism, you need to achieve a sufficient result on test copies and either install a retainer or make a mark on the thread with a marker, marking its maximum allowable position.
Fuel briquettes from sawdust: how to make a press for making Euro firewood
Sawdust briquettes are an alternative to conventional firewood. They are characterized by low ash content, have compact dimensions, are convenient for transportation and storage, and are characterized by high heat output (5 kW per 1 kg). The only negative is the price. You can make fuel briquettes yourself from inexpensive raw materials.
Eurowood production process
First of all, it is necessary to understand industrial technology in order to further adhere to its principles.
First, sawdust, shavings, and larger wood waste are crushed. Then the raw materials are thoroughly dried until the humidity level is reduced by 90%. In addition to wood, briquettes for heating can include waste from the agricultural industry: grain husks, seed husks. If the briquetted sample consists of coal dust, it is better not to use it in everyday life.
After grinding and drying, the main production stage occurs - sawdust pressing. For this purpose, a briquetting press or an extruder is used, depending on the chosen method of forming the fuel.
Extrusion and pressing - intensive compression of the raw material in order to obtain the binder lignin (a natural component extracted from wood). It replaces adhesives and preserves the environmental purity of fuel.
With the first compression method, the hydraulic briquetting press develops a force of about 500 bar. Because of this, spontaneous heating of the raw materials occurs, the sawdust is knocked together into a dense rectangular brick.
Extrusion production technology is similar to the operation of a meat grinder . The source material enters the loading hopper and is pushed into a narrowed conical channel using a screw.
A screw press for the production of fuel briquettes produces a force of 800–1000 bar. The result is a hexagonal briquette, additionally processed at high temperatures, cut into segments of equal caliber.
The drawing shows the design of the screw unit in section.
Briquetting at home
Buying a press for the production of fuel briquettes is not entirely reasonable, even if you have available raw materials: the purchase is unlikely to pay off unless you start selling the finished product. Without a professional unit, it is impossible to withstand industrial technology and obtain lignin, which serves as a binding element.
But there is a way to use wood waste by introducing various binding ingredients into the sawdust composition:
- wallpaper glue,
- clay,
- paper.
In order not to purchase professional equipment for drying and pressing chips, more affordable technology is used. Wood waste is soaked in water and combined with clay in a ratio of 1:10. Instead of clay, add soaked cardboard or wallpaper glue.
After mixing, the resulting mass is placed in the mold of a homemade machine for producing briquettes and squeezed tightly with your hands. The bricks are taken out and sent to dry.
Homemade device
The design of the sawdust press includes a mechanical screw drive. A perforated container installed on the briquetter, after filling with the prepared mixture, is placed under the frame. The screw is tightened by hand and pressure is created. It’s not difficult to make a device; you don’t need a diagram or drawings, just look at the drawing.
The screw device has low productivity. Working with it requires a lot of time loading the mold and tightening the screw. It is not very convenient to remove the briquette from the mold.
An alternative is a homemade press, which includes a lever element and a special ejector for extracting the finished material. To optimize the production process, the frame is often equipped with not one, but two forms.
There is also a more advanced type of mechanized equipment.
A home mini-press can be equipped with a hydraulic jack rather than a manual one, which can significantly increase fuel production. This briquetting machine requires some skill to assemble.
But you should not count on providing the pressure necessary to squeeze out the lignin. It will not be possible to do without additional connecting components.
Homemade fuel: pros and cons
Ordinary uncompressed wood chips are rarely used for heating: they burn quickly, do not produce much heat, and not all boilers can operate on fine waste.
Mine boilers and equipment with an upper combustion method are suitable for burning sawdust . These are complex, expensive devices. It’s easier to create a press for producing briquettes yourself. But this is not very profitable either.
If you buy a press, ready-made European firewood will cost less. When working with a homemade press, the quality of the briquettes will be lower, and the process will take more time.
The production of fuel briquettes from sawdust should not be introduced just for profit. You will have to spend a lot of time on the work process, equip places for drying workpieces, storing fuel, and probably buy sawdust.
But if you have a lot of time and have excess waste, you can try to make fuel briquettes yourself. A more detailed description of the production process in the video.
Source: https://derevo-s.ru/material/opilki/toplivnye-brikety-svoimi-rukami
Model range of presses for the production of fuel briquettes "CFNielsen"
| Model | Performance | Briquette size | Press type |
| BP 3200 | 400-600 kg/h | ∅60 mm | Mechanical |
| BP 4000 | 600-750 kg/h | ∅60 mm | Mechanical |
| BP 5000 | 900-1200 kg/h | ∅75 mm | Mechanical |
| BP 5500/HD | 900-1400 kg/h | ∅75 mm | Mechanical |
| BP 6000 | 1200-1800 kg/h | ∅90 mm | Mechanical |
| BP 6500/HD | 1200-1800 kg/h | ∅90 mm / square 75x75mm | Mechanical |
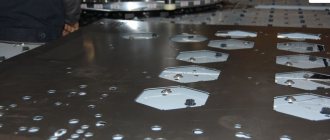
How to make briquettes at home
The article describes in detail how to make briquettes at home, as well as a sawdust press with your own hands. Pressed sawdust for heating is the same as European firewood, only much cheaper.
Wall-mounted hand press
This device is intended for mounting to a wall, hence all the design features. The matrix is rigidly connected to the frame, which, in turn, is attached to the wall with dowels. The frame is made from any suitable secondary metal - angles, profile pipes, and so on. A hinge joint for the lever is installed in its upper part.
This role can be played by any pin of large diameter and sufficient length, onto which the end of the lever with a drilled hole is placed. Instead of a stud, you can use a regular steel circle with threads at the ends or tightly welded.
It is most convenient to make a lever installed on a sawdust press, made by yourself, from a small diameter pipe, choosing an arbitrary length. Subsequently, during the work process, the lever can be increased if necessary. The punch hinge is welded to the pipe at such a distance that the latter fits well into the matrix. That, in fact, is the whole structure.
CFNielsen Mobile option - production of fuel briquettes located in a 40-ft container
The press, control panel, operating hopper are all mounted in a ready-to-ship sea container, resulting in the press being ready for use immediately after connecting to the electrical network.
The main application is the production of industrial briquettes.
Attention: the dryer is not included in the equipment set and must be purchased separately.
Read more…
Homemade sawdust briquettes
Sawdust briquettes are very popular in Europe due to their environmental friendliness and availability. This type of fuel is also quite in demand here. They can be used to light a fireplace, stove or light a barbecue. It is possible to make briquettes from sawdust with your own hands, although you will need special equipment and knowledge about choosing suitable raw materials.
What are sawdust briquettes?
In an unprepared form, heating with sawdust is not profitable due to the low heat transfer efficiency. To increase efficiency, they are briquetted by compaction. Briquettes have a humidity level of 10 to 12% and a heat output of 4500 kcal/kg. This efficiency is 2-4 times higher than that of firewood. This is the reason for the popularity of the finished briquetted product.
The production of briquettes is popular among manufacturers due to the benefits and low cost of production. Woodworkers have the opportunity to achieve waste-free production.
Sawdust is pressed without additives. The compaction process releases lignin, a natural adhesive substance that provides high strength.
Features of industrial manufacturing
The industrial production of briquettes from sawdust includes two working processes - crushing raw materials and pressing. If the press creates high pressure, the output is ready-made briquettes. When using a lower pressure press, the briquettes will need drying. Both hot and cold pressing are used.
The smallest sawdust is obtained when sawing wood, and they are used for briquettes of the highest quality. Ordinary sawdust also makes quite decent fuel.
In production, the process of making briquettes from sawdust is as follows:
- Sawdust is poured into the crusher container for grinding.
- The resulting fraction is pressed. The press passes the raw material through dies, which allows the output to be a certain shape of briquettes.
- Briquettes are packaged in film.
The feedstock must have a moisture content of no more than 10%. The pressing process creates pressure that increases the temperature of the sawdust. They are dried to a moisture content of 4%. At this humidity they can be packaged.
Types of forms of sawdust fuel briquettes
There are three forms obtained during the pressing process:
- Bricks are a form of RUF. Dimensions - 150x100x60 mm. Briquette humidity is up to 10%, density is about 1.2 g/cm3. The heat transfer is 4400 kcal/kg. These briquettes are low-ash and burn well. The package weighs 10 kilograms and contains 12 briquettes. They are produced by cold pressing and have a long shelf life of 3 years.
- Pencils – Pini Kay. Humidity, heat transfer and density indicators are similar to RUF. Dimensions -250x60 mm, with a hole with a diameter of 18-20 mm. They burn perfectly due to the presence of a hole in the middle of the briquette. Additional traction is created. Made by screw pressing at high temperatures. Shelf life up to five years.
- Cylinders - NESTRO. The moisture content of briquettes is from 8 to 10%. Density -1.0 g/cm3. Heat transfer 3900 kcal/kg. They have a length from 200 to 380 mm. The diameter of such a cylinder is 90 mm. Briquettes are made by pressing at medium pressure. They have a shelf life of only a year and the ash content is higher than the other two.
Why are briquettes good?
Fuel briquettes are crushed wood and wood waste, compressed into a form convenient for transportation and storage.
As a result of processing on machines by pressing under high pressure, the finished briquettes acquire new qualities. Their use instead of conventional firewood in stoves, fireplaces and wood-burning boilers provides the following advantages:
- increased combustion temperature and, accordingly, better heat transfer;
- a higher density of briquettes leads to longer burning of the same volume;
- reduced formation of soot and ash residues;
- Briquettes are produced in various shapes - short cylinders, rectangular bricks. But in any case, they are convenient for storage and carrying.
When compared with conventional firewood, Euro-firewood will not be worse in any respect. The disadvantages include the fact that by the appearance of the briquette it is not always possible to determine the specific wood from which it is made. And if, for example, birch briquettes are required, then you have to rely on the integrity of the manufacturer.
Production
The production of pellets cannot be called a complex process, but it requires high-quality equipment.
If in the production of wood concrete an important element of production was a chip cutter, then in the case of the production of wood pellets it is only one of a number of necessary ones, but not the most expensive.
The heart of production is the granulator press .
It is he who produces the final product - pressed wood pellets .
It is often possible to simplify production by substituting technological cycles. However, in the production of pellets, simplification is only permissible in the design of the press, which is directly related to the productivity of the installation.
The granulator, which is used in the production of feed from meat and bone meal, and the granulator, which is used in the production of pellets, are very similar in appearance.
Despite the similarities, a feed granulator will not be able to produce pellets with a density normal for fuel pellets due to:
- features of the materials used;
- calculated loads.
Why this happens - we will consider in detail below.
Technology
The production technology of pellets, like most types of briquettes, is based on lignin .
This substance is released during the direct production of pellets (briquettes).
In order for the pellets to be obtained in accordance with the required parameters, several rules must be followed, thanks to which the desired product is obtained.
At the entrance we do not always have either pure sawdust or sawdust cuttings.
Branches from plots in the forest can also be used as raw materials. But this is profitable when the production itself is nearby. The raw materials can be:
- sawdust,
- shavings from the workshop.
The essence of the technology is to give raw materials, regardless of their original appearance, the required dimensions and moisture content immediately before pressing.
Stages
Chip cutting
The very first stage, when wood waste is chopped into chips for subsequent drying.
The nuances lie in the dimensions of the raw materials.
If the production of pellets is powerful, with noticeable ratios in terms of the mass of products produced per hour, then the equipment can easily grind into chips without pre-treatment:
- stumps,
- trunks of fallen trees,
- other waste.
An ordinary PM-200 type chipper can process only branches and twigs that do not exceed the size of the neck of the loading opening.
Screw and rotary chippers for large-sized wood waste belong to a higher class of equipment; they allow processing several tons of wood per hour.
Drying
Drying wood chips is necessary for two reasons, and compliance with these standards is important for the correct completion of the technological process. Initial drying is achieved by laying the wood chips in piles, without forced drying on drying lines, although such an initial option is also possible.
The initial cutting into chips does not always give the result that is expected from a chipper. Before sending the resulting wood chips for regrinding, it must be dried, since the principle of operation of the grinder is based on the physical properties of dry wood chips , not raw wood.
The second important point is that for the release of lignin contained in wood cells and for gluing particles in the press, a certain humidity , and this humidity is also regulated from the point of view of the quality of the resulting product.
Regrinding
Adjusting the size of the chips to sizes acceptable for processing in a granulator is the next step after drying.
Additional grinding of woodchips is carried out in hammer mills .
As a result, the size of the raw material is reduced to values of no more than 4 mm in any dimension.
This standard size of raw material can also be obtained if you have a flake machine .
Raw materials enter it in the form of:
- wood chips
- roots,
- stumps,
- branches,
- trimmings from the sawmill.
It is precisely because of the size of the granulator matrix that compliance with the size of the raw material fraction is required.
Hydration
The quality of the product exiting the granulator is regulated by the moisture content of the raw materials. The average humidity of sawdust or crushed wood chips entering the granulator press should range from 7 to 10%, since this is the most optimal ratio of the moisture content of the raw material to its volume .
Humidity, as mentioned above, is better to bring it from the minimum value to the optimal value, rather than setting up drying lines for raw materials with sampling and moisture measurements.
In drum-type humidifiers, the raw materials passing through the drum hopper are processed with hot steam, which penetrates the mass of raw materials and condenses on the surface of the sawdust. This is the best option for hydration.
The ratio of water molecules in steam in terms of volume allows you to narrowly regulate the total volume of water for the entire passing mass of raw materials.
Production
A press granulator for the production of pellets has a so-called matrix .
It may be:
- flat metal surface
- round (cylindrical).
Flat die presses originally designed for use where high pressure was not required at the contact points:
- in feed granulators,
- for the chemical industry.
Presses with a round matrix were created from the very beginning for the production of pellets. After the start of using rollers and flat dies made of high-alloy metals and alloys, it became possible to use models of granulators with flat dies in the production of pellets.
The matrix in its structure is a metal part with a thickness of 3 cm, with holes from 6-10 mm, depending on the performance.
Rollers in the contact zone with the matrix create crushing of the raw material due to pressure and push the mass through holes in the matrix , at the exit from which knives cut off the emerging cylindrical granules.
The operating temperature in the contact zone can reach high temperatures , but the optimal temperature is considered to be 100-120 degrees Celsius.
It is at this temperature, when the fibers and cells of wood are crushed, that the lignin released under the influence of moisture in the raw material glues the wood pulp together. In this case, the compaction of wood in comparison with the incoming raw materials reaches three times the size.
It is strictly not recommended to exceed the established temperature and humidity thresholds. At excessively high temperatures and normal humidity, high-quality gluing of wood raw materials does not occur, and at increased humidity, the steam inside the pellets breaks the pellets themselves.
These reasons can negate the entire granulation process with a high percentage of defects.
Therefore, many models of granulators also have a built-in pellet cooler. If all requirements for temperature and other conditions are met, the output is granules of very high quality . We will look at examples of equipment below.
Equipment
Equipment for the production of wood pellets is produced by many enterprises. Let us briefly consider the main models of machines for the production of sawdust pellets.
Domestic manufacturers
- Pellet press MZLP-200, Moscow.
- productivity up to 100 kg per hour,
- engine power 5.5 kW/h,
- granule diameter 6 mm,
- price 150 thousand rubles.
- Chip cutter MP-5, Izhevsk.
- productivity 5 m3/hour,
- engine power 40 kW/hour,
- cost from 190 thousand rubles.
- Hammer chopper MI-3, Izhevsk.
- productivity 1 ton per hour,
- engine power 40 kW/hour.
- costs from 360 thousand rubles.
- Aerodynamic drying, LLC “Kupets”, Perm.
- total power 7 kW/hour,
- productivity up to 400 kg/hour,
- price 15.6 thousand USD.
Foreign manufacturers
- Dryer drum for pellet raw materials, Germany-China, supplier "AsiaTechnoImport", Novosibirsk.
- total power 15 kW/hour.
- dimensions 1.5 x 12 m.
- Press granulator CPM (California Pellet Mill), USA/Netherlands.
- productivity up to 5000 kg per hour,
- engine power from 90 to 500 kW/hour,
- diameter of granules depending on model,
- price from 160 thousand euros.
- SKJ2 series pellet granulator, Germany-China.
- engine power 3 kW,
- productivity up to 50 kg/hour,
- cost 80 thousand rubles.
- Cooling hopper for pellets SKLN, Germany-China.
- engine power 60 kW/hour,
- productivity up to 1500 kg/hour.
The process of making pellets in production is presented in the video: