Distinctive features of diffuse spraying
When working with metal surfaces, there is often a need to add additional characteristics to the final product in order to expand the scope of the part. You can protect the metal surface from moisture, high temperature and aggressive chemical environments. Plasma spraying has a number of features that distinguish the metallization process from other options for processing metal surfaces:
- Accelerated coating process due to the high temperature effect on the surface being treated - about 5000-6000° C. Technologically, spraying can last a fraction of a second to obtain the desired result.
- Plasma processing of metals allows you to create a combined layer on the surface. Not only metal particles, but also gas elements from a plasma jet can diffuse. As a result, the metal is saturated with atoms of the necessary chemical elements.
- Traditional metallization proceeds unevenly and is characterized by the duration of the technological process and possible oxidative reactions. The high temperature plasma jet creates uniform temperature and pressure, ensuring high quality final coatings.
- With the help of a plasma jet, the transfer of metal particles and gas atoms occurs instantly. The process refers to the field of welding using powders, rods, rods and wires. The transferred particles form a layer ranging in thickness from several microns to millimeters on the surface of the solid.
Modern diffuse metallization involves the use of more complex equipment than in cases where gas plasma equipment is used. To organize the diffuse processing process, the presence of gas and electrical equipment is required simultaneously.
Surfacing of surface layers
Surfacing of surface layers is the process of applying a coating to a workpiece using electric welding (in a protective gas environment, electroslag, under a layer of flux) or a plasmatron. Using surfacing, you can restore the dimensions of a worn part or apply a hardening coating to the workpiece. To obtain the coating, materials of different physical states are used: metal powder, cored wire, metal wire, pieces of chopped wire (grits), flexible cord materials.
Rice. 6. Metallization of steel structures in the field
Surfacing installations consist of two parts - electromechanical and energy. Electromechanical equipment ensures the application of a new strengthening layer of metal to the desired part of the workpiece, and energy equipment ensures the melting of the additive and its connection to the workpiece. Based on this, the composition of the equipment is determined. The general diagram of the energy part of the equipment for surfacing with a plasmatron is similar to that shown in Fig. 4. In many cases, metal-cutting machines are used as an electromechanical part. When surfacing on cylindrical surfaces, it can be a lathe; when hardening flat surfaces, it can be a milling machine, etc. When surfacing large flat surfaces, it is most advisable to use multi-electrode machines or strip electrodes.
When surfacing complex surfaces, manipulations with the gun, torch and holder are carried out manually, sometimes in semi-automatic mode and less often in automatic mode in the presence of additional devices or special manipulators. A general view of the installation for mechanized plasma powder surfacing of cylindrical parts is shown in Fig. 7, a, in Fig. 7, b - manual surfacing of a strengthening coating on the punch.
A mixture of flammable gas (propane, propane-butane, propylene, natural gas) is burned in the catalytic combustion chamber of the gun, generating a high-speed jet of combustion products. Coating material in the form of an alloy or composite powder is supplied here. It is heated in the combustion chamber and accelerated in the jet, forming a coating when the impact of particles on the substrate. The AC-HVAF gun, for example, accelerates powder particles up to speeds of 700. .800 m/s and produces a jet with a diameter of more than 16 mm and a length of over 250 mm, which is much longer than the spraying distance, which is usually 125. . .180 mm. The diameter of the flow of sprayed particles in the jet is usually 3. . .5 mm. The thickness of the surface-hardened metal layer, formed by one or several layers, can be different: usually 0.5. . .10 mm, but a thicker layer can be applied, and the mass of deposited metal is 3.5. . . 4.5 t, as when restoring rolling rolls.
Rice. 7. Installation diagram for surfacing with metal powder and performing manual surfacing: 1 - gearbox; 2 - clamping chuck; 3 - powder feeder; 4 - workpiece; 5 — spray burner (gun); 6 — supporting rollers; 7 — air preparation device; 8 — air receiver; 9 — cylinders with working gases; 10 - compressor; 11 — pipeline for supplying powder to the burner.
To restore parts with high wear, electric arc surfacing is used with a consumable electrode under a layer of flux using additional filler material. The layout of the installation is similar to that shown in Fig. 6 7, but the energy part includes electric welding equipment instead of gas supply equipment
Equipment for diffuse exposure
Ion plasma sputtering on the surface of metals is carried out using high-temperature technical plasma - a combination of a large number of particles (light quanta, positive ions, neutral particles, electron gas). Under the influence of high temperature due to electrical discharges in gases, intense thermal ionization of particles occurs, which interact with each other and the environment in a complex manner. Thanks to this, plasma is distinguished between weakly, moderately and strongly ionized, which, in turn, can be low-temperature and high-temperature.
Special equipment – plasma installations – helps create the necessary conditions for the process of plasma ionization and processing of metal coatings. Typically, arc, pulse or spark electrical discharges are used for operation.
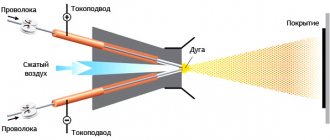
Scheme of thermal spraying
To implement the technological process, the following installations are required:
- A high-frequency generator (you can use a welding converter) serves as a discharge source.
- A sealed chamber into which parts are placed for plasma spray coating.
- Gas tank. In its atmosphere, particles are ionized under the influence of an electrical discharge.
- Installation that creates gas pressure. You can use vacuum or pump equipment.
- A system with which you can qualitatively change current characteristics, pressure, voltage, thereby increasing or decreasing the thickness of sprayed coatings.
How plasma spraying occurs: the workpiece is fixed in a sealed chamber, an electric discharge is created, and the working medium is pumped with the necessary pressure and sprayed powder elements. A high-temperature plasma is formed, which transfers powder particles along with gas atoms to the surface of a certain part. When carrying out diffuse metallization in a vacuum, in an inert gas atmosphere or at reduced pressure, it is possible to increase the speed of particle movement and obtain a more dense and highly adhesive type of coating.
The main factors influencing the formation of a particle coating during thermal spraying
To begin with, we will simply list all the main factors that, according to the results of practical experience, influence the formation of coatings. We will divide these factors into five large independent groups (within individual groups, parameters may depend on each other):
- Spraying parameters
- Powder parameters
- Substrate parameters
- Parameters of movement of the spraying device relative to the sprayed part
- Cooling parameters
Spraying parameters:
- Spraying atmosphere: air, vacuum or water (in the special case of underwater plasma spraying)
- Flame size and shape
- Flame temperature distribution
- Flame luminosity
- Thermal power of flame
- Composition of flame gases
- Flame gas speed
- Flame gas consumption
- Powder injection method (axial or radial)
- Powder gas speed and pressure
- Powder gas composition
- Powder gas consumption
- Powder mass flow
Powder parameters:
- Powder particle size distribution
- Chemical composition of simple particles (the parameter includes all physical properties of the material of simple particles, such as thermal conductivity, thermal conductivity, heat capacity, melting point, strength, brittleness, hardness and others)
- Phase composition, geometric distribution and phase size in agglomerate particles
- Chemical composition of individual phases in agglomerate particles
- Form of simple particles or agglomerates
- Porosity of simple particles or agglomerates
- Specific gravity of simple particles or agglomerates
Substrate parameters:
- Sprayed surface shape
- Type of surface roughness
- Surface roughness depth
- Presence of surface defects
- Presence and type of surface contamination
- Degree of surface contamination by foreign substances (for example, oil)
- Surface hardness
- Chemical and phase composition of the substrate (the parameter includes all physical properties of the material, such as thermal conductivity, thermal conductivity and heat capacity)
- Chemical composition of oxides on the surface
- Surface oxide thickness
- Size, weight and shape of the part
- Part temperature before spraying
Parameters of movement of the spraying device relative to the sprayed part:
- Relative speed of movement of the spraying device relative to the sprayed surface of the part
- Spray distance
- Spray angle
- Spray spot size
- Layer thickness per pass
Cooling parameters:
- Type of refrigerant: compressed air, water, solid carbon dioxide or liquid nitrogen
- Cooling method: general cooling of the entire part; local cooling combined with a spraying device; combined cooling (local plus general)
- Velocity and pressure of the refrigerant gas relative to the surface to be cooled (includes heat transfer coefficient)
- Presence or absence of crossing of spraying and cooling flows
- General cooling capacity
- Local cooling power
- Distance of the “cooling spot” from the “spray spot” for local cooling
- Relative location of sputtering spots and cooling spots as they move: the cooling spot “catches up” or “runs ahead” of the sputtering spots
Where is plasma metallization used?
Since the material being sprayed can be almost any alloy or metal, ion-plasma spraying is widely used in various industries, as well as for repair and restoration work. Any metal in the form of powders is fed into plasma installations, where, under the influence of high-temperature plasma, it melts and penetrates into the metal surface being processed in the form of a thin layer of sputtering. Areas of application of diffuse metallization:
- parts for the aviation, space and rocket industries;
- mechanical engineering equipment and energy industry;
- metallurgical and chemical industries;
- oil production, oil refining and coal industries;
- transport sector and instrument production;
- repair and restoration of machines, equipment, worn parts.
When a jet of plasma and powders passes through an electric arc and is deposited on the surface being treated, the formed layer acquires important quality and performance characteristics:
- heat resistance;
- heat resistance;
- corrosion resistance;
- electrical insulation;
- thermal insulation;
- erosion resistance;
- cavitation protection;
- magnetic characteristics;
- semiconductor properties.
The sprayed powders are introduced into the installations with plasma-forming or transported gas. Plasma spraying makes it possible to obtain various types of coatings without restrictions on the melting temperature: metals, combined alloys, carbides, oxides, borides, nitrides, composites. The material processed in the installations does not undergo structural changes, but the surface of the product acquires the necessary quality characteristics. You can spray combined layers (soft and hard), refractory coatings, and compositions of various densities.
Vacuum spraying method
In this case, we are talking about a group of methods that involve the formation of thin films in a vacuum under the influence of direct vapor condensation. The technology is implemented in different ways, including through thermal effects, evaporation by electron and laser beams. Vacuum deposition is used to improve the technical qualities of parts, equipment and tools. For example, such processing allows the formation of special “working” coatings that can increase electrical conductivity, insulating properties, wear resistance and corrosion protection.
The technology is also used to create decorative coatings. In this case, the technology can be used in operations that require high precision. For example, vacuum deposition is used in the manufacture of gold-plated watches, to give an aesthetic appearance to eyeglass frames, etc.
Plasma metallization options
To apply a certain layer of sputtering to a metal surface in a high-temperature plasma environment, not only powder compositions are used as forming coatings. Depending on what properties the treated surface should have, the following features of plasma metallization are used:
- Submerged arc surfacing with high carbon or alloy wire. To restore surfaces, surfacing is used in installations with a rod or plate electrode.
- Submerged powder surfacing is used for the restoration of parts with extensive circumferential deformations with a layer thickness of more than 2 mm.
- Sputtering installations pass argon, nitrogen, hydrogen, helium or mixtures thereof as plasma-forming gases. It is necessary to ensure the absence of oxygen to prevent oxidation of the deposited coatings.
Most often, this type of processing is used to restore various parts when repairing automobile engines. Thus, with the help of diffuse metallization, it is possible to restore the holes of the main bearings in cylinder blocks (a common failure), eliminate wear on cylinder heads, restore pistons made of aluminum alloy, crankshafts made of high-strength cast iron, rollers, and rollers.
When using ion-plasma sputtering, the wear resistance of complex equipment components, mechanisms and installations increases significantly. Diffuse metallization is an effective method for restoring worn and tired metal, as well as the optimal process for giving metal surfaces the necessary strength and performance characteristics.
Wires and cord materials
Continuous electrodes in the form of wires of various designs are used primarily for metallization of surfaces. Spraying the metal of a continuous electrode requires its mandatory melting and transition into a liquid state. When metallizing, wire materials with a diameter of 0.5-5.0 mm are used, which are divided into the following groups: 1) solid wire; 2) flux-cored wires with a metal sheath; 3) flux-cored wires with an organic sheath.
Solid wires, usually from pure metals or alloys based on them, are produced by drawing methods. This type of wire materials is most widely used in metallization. Wire preparation before spraying most often involves degreasing and etching. Organic contaminants are removed by degreasing; etching - oxide films. The compositions of the baths and processing modes are determined by the brand of wire. In many cases, wire abrasive blasting, electropolishing and other processing methods are effective.
Of the iron-based wires, carbon and low- and medium-alloy wires are most widely used for metallization. Carbon and low-alloy steels are most appropriately used for restoration repairs by flame spraying or electric arc metallization. Sprayed coatings have a fairly high hardness. Refurbished products are as worn as the original ones. For spraying, wire made from St3 steels is mainly used; U 7; 40X; 50HFA, etc. When spraying coatings from steel U 7, the microhardness of the metal fluctuates between 2100-7750 MPa. High-carbon steels and cast irons, when sprayed, form brittle coatings that are practically unsuitable for use.
Flux-cored wires with a metal sheath are promising for spraying composite coatings. Flux-cored wires are produced by rolling a strip into a tube with simultaneous filling of dispersed charge into the resulting cavity. With subsequent drawing of the filled tube, wire of various diameters is obtained. In this case, the ratio between the mass of the powder and the shell is easily adjusted. Various combinations are possible in the arrangement of the shell and powder (Fig. 3.30).
Cord materials are flux-cored wires with an organic shell, which are used mainly for flame spraying and less often for plasma spraying.
Rice. 3.30. Flux-cored wires (I-III) and cord materials with an organic sheath (IV).
The preparation of flux-cored wires before spraying is carried out by degreasing them by wiping them with strong solvents (gasoline, acetone, etc.) or by abrasive blasting.
Rods and tubular electrodes
Solid cross-section rods are made by casting. Powder rods are formed from crushed materials such as oxides and then sintered. Typically their diameter is 3-6 mm and length 500-600 mm.
Powder mixture coatings: molybdenum + self-fluxing alloy
Along with nickel, cobalt and copper, molybdenum is one of the most “grateful” metals for thermal spraying due to the fact that its oxides are reduced at a relatively high partial pressure of oxygen (the metal is well cleared of oxides even in a neutral acetylene-oxygen flame). In addition, molybdenum is very ductile at high temperatures, which is critical for sealing the coating during spraying.
An important feature of molybdenum is its high melting point (2620°C), which, on the one hand, requires sputtering devices with a high flame temperature, but, on the other hand, provides very high thermal energy to the molten molybdenum particles. This energy is released in the forming coating as the particles cool and leads to heating of neighboring particles, as well as the surface of the substrate, which, if used wisely, can provide a significant increase in bond strength
Molybdenum coatings have advantages when used for friction pairs (excellent anti-scuff and anti-friction properties). Currently, in the global automotive industry, chrome-plated piston rings are being replaced by rings with plasma-sprayed molybdenum coatings, which have a longer service life. Despite the incomparably higher price of molybdenum coatings, their implementation in this area turns out to be economically profitable.
There are two main types of molybdenum coatings: pure molybdenum coatings (atmospheric plasma spray powder or flame spray wire) and coatings made from a powder mixture of molybdenum and self-fluxing nickel alloy. Gas-flame spraying with molybdenum wire is an older, cheaper and more common process, but combined plasma-sprayed coatings of molybdenum plus a self-fluxing alloy have significantly better quality.
We advise you to study - Zener diode operating principle
Let's consider the mechanism of operation of this combined coating:
As is known, the melting point of self-fluxing alloys is about 1050°C, while molybdenum melts at 2620°C. When such a powder mixture is heated in a flame to a temperature sufficient to melt molybdenum particles, highly superheated droplets of a self-fluxing alloy melt are automatically formed. When such droplets land on the surface of a substrate, they must have enough energy to reduce the oxide films, form a metallurgical bond with the substrate material, and spread over the surface before they crystallize. Due to the high melting point, molybdenum particles crystallize immediately,
arriving at the substrate, the function of these frozen particles is no less important: the cooling solid particles of molybdenum maintain the particles of the self-fluxing alloy longer in the molten state and create mechanical obstacles to the formation of a continuous film of the melt, which is absolutely necessary to reduce shrinkage tensile stresses in the coating (see Fig. previous chapter).
Thus, the following fundamental advantage of a two-phase coating from a mixture of molybdenum powders and a self-fluxing alloy is obtained: When thermally spraying molybdenum powders or a self-fluxing alloy separately onto a cold substrate, it is impossible to obtain dense coatings, whereas this is possible from a mixture of them! Figures 47 and 48 show electron micrographs of a transverse section of a Mo + NiCrBSi coating on a titanium substrate obtained by atmospheric plasma spraying (single-cathode plasmatron A60 from Thermico GmbH).
The light phase is molybdenum, the darker phase is a self-fluxing alloy.
Rice. 47. Mo + NiCrBSi coating on titanium substrate.
Rice. 48. Enlarged fragment of the same coating.
To compare the porosity and quality of bonding with the substrate, we present an optical micrograph of a plasma-sprayed coating of pure molybdenum based on the results (Figure 49):
Rice. 49. Pure molybdenum coating.
Powder coating methods
1. Electrostatic spraying method is a commonly used powder coating method. The paint particle adheres to the surface due to electrostatic interaction. Powder that does not stick during the painting process can be used again: there is special equipment in the painting booth to collect it. 2. Another method of applying powder paint is a directed air flow (fluidized bed). The particles are evenly distributed over the product to be painted, preheated in the chamber. The more accurately the optimal heating temperature is determined, the better the quality of the coating. Automatic application of powder paint in a “fluidized bed” is used in Moscow in conveyor production. The method was developed for thermoplastic paints, since the coating is quite thick. Meshes or large flat products are painted in this way. Air is supplied under pressure into a bath with a porous bottom, resulting in the formation of a fluidized layer of paint. The products to be painted are heated to a temperature exceeding the melting point of the coloring material itself. The exposure time and temperature determine the thickness of the coating. If the product is large, it accumulates a sufficient amount of heat for the coating to complete the curing process. If this does not happen, for example, when painting metal-intensive equipment, the product is sent to a polymerization chamber for post-curing. Advantages of the method: obtaining a thick-layer coating in just one application cycle. 3. The third method of applying powder paint is the use of an open flame (flame spray). Powder coating is applied with a gun equipped with a propane torch. When they enter the burner flame, the particles melt and appear semi-liquid on the surface to be painted. The product itself does not need to be preheated. The flame dyeing method is used to create thermoplastic coatings. Paint passed through burning propane forms a durable layer on the surface. Since direct heating of the painted product does not occur, the method can be used not only for metal, but also for rubber, stone, and composites. It is successfully used for large-sized or permanently fixed objects.