The profession of a turner is gaining increasing popularity among working specialties.
The invention of computer-controlled machines turned the process into a unique art of engineering.
There are more and more young specialists who are ready to expand their theoretical knowledge and master the practical side of turning production.
Basic principles of turning
For beginners, turning seems like a dark forest full of incomprehensible terms. Although in fact the essence of the turning process is quite simple. The main tool of a lathe is a machine in which the clamped part rotates at high speed, and the cutting element carries out processing processes on wood, metal or plastic.
A wide variety of materials can be processed. The most popular material in turning is undoubtedly steel.
But historically, everything began with wood processing; 12 still operating lathes of Peter the Great are still preserved in the Hermitage collection. The Russian Tsar was fond of crafts, but turning wooden and metal parts was his favorite pastime.
Modern machines, of course, are much more complex than the first wooden models. But the basic principle remains the same, despite the advent of an electric motor instead of a manual drive and a multiple increase in size.
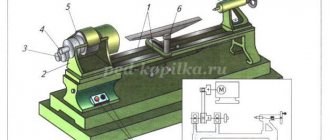
A lathe consists of several basic elements:
- the frame on which all other elements are attached;
- headstock with motor and spindle for fixing the part;
- a caliper moving along guides in the frame, with a cutter located on it;
- tailstock with locking dimensional parts.
The part is clamped, the drive imparts rotation to it and, by adjusting the position of the cutting or milling tool, the material is processed.
Lathe device
Standard turning operations that are used in both metalworking and woodworking are:
- turning of spheres, conical and cylindrical workpieces;
- trimming;
- cutting grooves inside and outside parts;
- cutting;
- alignment;
- drilling;
- thread cutting, external and internal;
- countersinking.
Each operation requires a special tool, which is selected in accordance with the material, the required processing accuracy and the design features of the machine.
At the origins
The idea that a workpiece can be given the required dimensions and shape by removing chips originated in time immemorial. The very first primitive lathe known to scientists dates back to the 7th century BC. A wooden, bone or horn workpiece was clamped into an improvised vice mounted on a rotating base. An apprentice or slave rotated the structure in different directions, and the master, using a cutter, gave the part the desired dimensions and configuration, touching the rotating workpiece with the cutting tool.
Of course, such a machine was extremely imperfect. It did not allow achieving acceptable accuracy, and the physical strength of human hands significantly complicated processing, making it long, labor-intensive and insufficiently accurate.
Types of turning equipment
In Soviet times, there was an extensive network of vocational schools in which young people after school could learn the profession of a turner completely free of charge. The training program included a theoretical part, practical work on a training machine within the walls of the school and industrial practice. One of the most important elements of theoretical training, along with the study of the properties of metal, was learning to use a tool. A professional turner cannot do without understanding why each type of cutter is needed, how it is installed in the machine and at what angle the processing takes place. Now catalogs of turning tools and milling cutters are multi-volume reference books and manuals for turners in a huge format. The variety of equipment designed for any subtlety of metalworking operations is comparable to the classification of species in biology. The main tools that no production can do without and most operations can be carried out are cutters:
- pass-through, used for grinding;
- boring, allow you to sharpen blind holes;
- cutting, for slicing;
- threaded ones are needed for cutting threads on workpieces;
- shaped;
- slotted;
- fillets.
Types of turning tools
Lathe training includes preparation for working with all types of these cutters. And each tool requires precise tool holding specifications. The sharpening angle, the angle at which the cutter approaches the part, the feed speed. In this case, all parameters will change with a change in material. Even with steel, depending on the presence of various additives, the processing process is adjusted separately.
The machines that can now be found among manufacturers vary greatly in a number of parameters:
- by size: from desktop machines for a home workshop, to industrial machines weighing tens of tons for processing parts of hydroelectric power plants;
- by control method: manual, CNC, fully automatic systems;
- according to processed materials: for wood, metal, hard plastics.
The first experiences of a novice turner begin with studying a lathe, general principles of operation and the simplest operations for cutting parts. Further, with the growth of skills, working with the machine and theoretical training, you can move on to new work, for example, thread cutting or grooving.
Types of turning work
But progress in skills is far from quick; you will have to get used to the idea of long, painstaking training. In vocational schools, the training period takes 3 years plus industrial practice, which presents theoretical knowledge in a completely different way.
Basics for Beginners
Turning specialists produce parts for various machines and mechanisms. Their work involves processing workpieces using the cutting method, during which a layer of material of a certain thickness is removed in the form of chips.
All work is carried out on machines that process various parts using cutters and other tools. When starting a task, the turner clearly sees the sequence of work, the method of manufacturing and processing.
In this case, the specialist must consider the possibility of a certain type of fixation of the workpiece, select devices and tools, and also select a cutting mode. This set of measures is reflected in the content of the production technology process.
Turner ranks
With the growth of professional training, a turner can confirm his skills by passing exams to move to the next rank; the higher the rank, the more theoretical knowledge a specialist needs and, moreover, the finer mastery of tools he must demonstrate
- a 2nd category turner has the skills to work on universal machines, with parts of 12-14 quality;
- a 3rd category turner has confirmed his skills in setting up universal machines, working with a plasma torch, sharpening cutters, and is ready to process parts of 7-10 quality;
- a turner of the 4th category performs plasma-mechanical processing, controls sleds with three or more supports, cuts double-start threads;
- a 5th grade turner processes complex parts up to 6-7 accuracy grades, processes high-alloy steels and rolls multi-start threads;
- 6th grade turner is the highest level of professional skill, a specialist works with 5th grade and can adjust a thin tool with several mating surfaces.
Turner
Passing exams to move from rank to rank is separated by a period of at least a year.
The last sixth category indicates a very high level of preparation in the theoretical part, practical skills in processing parts and setting up machines. The salary of such a specialist may exceed the salary of a professional engineer.
And sometimes the production process at an enterprise can completely depend on a specialist with unique turning skills. Taking exams in the specialty of turning is open in many professional training centers; usually for the exam you will need to additionally take a training course and pay for retraining and the exam itself.
Content
Basic information about cutters
- Parts of the cutter and elements of its head
- Cutter angles
- The meaning of cutter angles and general considerations when choosing them
- Formation and types of chips
- Built-up edge and its influence on the cutting process
- Forces acting on the cutter
- Determination of cutting force and its practical significance
Processing of parts in centers
- The order of processing parts in centers
- Marking center holes
- Centers
- Practice when securing parts in centers
Lathe chucks
- Three-jaw self-centering chucks
- Expanding the application limits of the three-jaw chuck
- Parts clamped in a three-jaw self-centering chuck
- Double jaw self-centering chucks
- Four-jaw chucks with independent jaw movement
- Checking the installation of a part processed in a four-jaw chuck
- Ammo care
Mandrels
- Devices for securing parts to a hole
- Mandrel with elastic shell
- Mandrels for securing to a threaded hole
Vibrations during turning
- Rigidity and vibration during turning
- Change in hardness during cutting
- Causes of vibrations
- Anti-vibration means
Turning accuracy
- Surface roughness processed on a lathe and the reasons for its formation
- Conditions on which the accuracy of processing parts on lathes depends
- Mating Parts
- Nominal and actual dimensions
- Deviations
- Preferences and clearances
- Comparison of hole system and shaft system. Areas of application of these systems
- The practical significance of processing parts with predetermined maximum dimensions
Bases and basing of parts
- Bases and locating parts on lathes
- Installation and measuring bases
- Some additional definitions
- Support and verification bases
Rough turning
- Cutters for rough turning
- Head elements and angles of carbide cutters
- General rules for installing a cutter in a tool holder
- Some features of working with carbide cutters with negative rake angles
- Rough turning measurements
- Measuring the diameters of workpieces with a caliper
Finish turning
- Preparing the machine for fine and precision turning
- Finish grinding cutters
- Settings for finishing grinding
- Caliper measurements during finishing
- Micrometer measurements during finishing
- Measurements with limit clamps during finishing
- Finishing of external surfaces
How to become a metalworking professional
Training in turning, as, for example, in the profession of a doctor, lasts a whole life, in addition to a significant amount of theoretical information, books and practical skills that need to be mastered, there is a constantly updated fleet of equipment that requires study, lathes are developing. The range of processed materials is also increasing, and new composite and polymer materials with unstudied properties are appearing.
Download turning tutorial
Lessons in turning and metal processing from more experienced colleagues and teachers can help in mastering the profession. Now a library of technical literature on metal processing has become available on the Internet: reference books, turner’s manuals and textbooks. Additional education requires time, which is always in short supply, and money, which will also not be superfluous, but these costs will more than pay off in the future.
Safety precautions
Turning work requires, among other things, training in lathe safety. The first thing that training begins with is the basic concepts of safety precautions; if they are violated, there is a risk of injury to hands and eyes, and in the saddest cases, neglect of safety precautions can result in death.
- overalls must fit snugly to the body; work must be done in safety glasses and work boots with a metal toe cap;
- there should be no foreign objects in the work area, and the workplace should not be cluttered;
- it is necessary to control the reliable fastening of the workpiece in the clamp;
- It is strictly forbidden to pass anything over a working machine, remove chips with your hands and not with a sweeper, stop the chuck while moving, or move away from a working machine;
- after completing the working day, the turner tidies up the workplace, clean it of metal waste and scraps, wipe it and put the tools and equipment in tool cabinets;
- The technician constantly monitors the level of the cutting fluid, the integrity of the electrical wiring, and the absence of damage to the housing.
Safety precautions in turning production
Turning is an interesting, but complex activity that requires constant training, which is a fun activity to master. The attractiveness of this skill is not only in obtaining a profession or auxiliary use, but also in an original hobby. Turning original crafts on a machine is no less enjoyable than collecting stamps or knitting, and original steel souvenirs can truly surprise your friends. And the value of real turning professionals in the labor market will ensure permanent employment.