Calculation of shielding gas consumption during welding
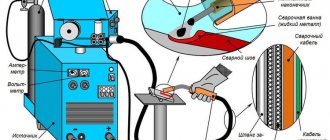
The essence of welding in a shielding gas environment is that the arc burns in a shielding gas environment, which displaces air from the welding zone and protects the deposited metal from oxygen and nitrogen in the air. Currently, welding in carbon dioxide and a mixture of argon and CO2
.
They are used in the manufacture of products from carbon and alloy structural steels and, in some cases, in the manufacture of structures from pearlitic heat-resistant and high-alloy steels. Argon
is an inert gas, which prevents oxidation of the weld metal and the entry of other gases from the air into the welding zone.
A feature of welding in carbon dioxide
is the relatively strong burnout of elements with a high affinity for oxygen (C, Al, Ti, Si, Mn, etc.). Oxidation occurs due to both carbon dioxide and atomic oxygen, which is formed during the dissociation of CO2 under the influence of arc temperature. The main physical properties of gases, as well as the technical characteristics of gas in cylinders are presented in Table 1.
1. Methods for calculating the shielding gas used for welding or surfacing depend on the type of production (serial, single, mass) and nomenclature. In the production of metal-intensive structures in small-scale production, when drawing up production and design specifications for materials, the following formula is applicable to calculate the gas consumption for the product:
where Nп is the rate of wire consumption per product, determined in kg; Rg is a coefficient that takes into account the cost of shielding gas per 1 kg of consumable wire, kg/kg. For larger calculations, Rg can be taken equal to 1.15. When manufacturing prototypes or installation series of products at enterprises, it is recommended to use standards for the consumption of welding materials with a coefficient of 1.3.
2. The method used for calculating the consumption of shielding gas Ng in liters or cubic meters per 1 m of weld is determined mainly for mass production of similar parts or for small-scale production using the following formula:
Ng = (Nug x T + Ndg)
where Нг is the specific consumption of shielding gas, given in table. 2, m3/s (l/min); T is the main welding time of the nth pass, s (min); Ndg - additional consumption of shielding gas for performing preparatory and final operations when welding the nth pass, m3 (l); n is the number of passes, n = 1, 2, 3, . n (the cross-sectional size of each pass for welding butt joints with wires with a diameter of 1.4-1.6 mm should not exceed 30-40 mm2, and with a diameter of 2 mm - 40-60 mm2). When determining the consumption of carbon dioxide in kilograms, it is necessary to keep in mind that when 1 kg of liquid carbon dioxide evaporates, 0.509 m3, or 509 liters, is formed. The additional consumption of protective gas Ndg in liters or cubic meters for each pass is calculated using the formula:
where Tpz is the time for preparatory and final operations (purging the burner before welding, setting welding modes, blowing the welding site at the end of the process), s (min). The latter calculation method is more economical and progressive. To control gas flow, it is necessary to install flow meters and reducers on the cylinders.
The gas consumption for non-ferrous metals during argon-arc welding is slightly different from the consumption for structural steels and is often 1.5 and 2 times higher.
- when welding aluminum, argon consumption is 15 -20 liters per minute, - when welding copper, gas consumption is 10 -12 liters per minute, - when welding magnesium alloys, argon consumption is 12 -14 liters per minute, - when welding nickel alloys, argon consumption is 10 - 12 liters per minute, - when welding titanium and its alloys, argon consumption is 35 - 50 liters per minute,
Aluminum welding
The high electrical and thermal conductivity of aluminum, very low weight, combined with the excellent mechanical properties of its alloys, have made this material simply irreplaceable in many areas of human activity. As if to compensate for its advantages, the “winged” metal is very difficult to weld. The ability to weld aluminum with high quality is what distinguishes a highly qualified welder from an amateur welder.
Aluminum welding
Weldability
As already noted, aluminum is a difficult-to-weld metal. This feature is determined by a number of its properties:
- On the surface of parts made of aluminum and its alloys there is always an oxide film of Al2O3, which has a melting point of 2044°C, while the melting point of aluminum itself is about 660°C.
- The easy oxidation of aluminum leads to the formation of a refractory film on drops of molten metal, preventing their fusion into a monolithic seam. To prevent the formation of this film, reliable protection of the welding zone from air is required, which can be fully ensured by welding aluminum with argon.
- The high fluidity of the metal makes it difficult to control the weld pool and dictates the need to use heat-removing pads during welding.
- The tendency to form crystallization cracks and pores in the weld leads to weakening of the latter. Hydrogen dissolved in aluminum is responsible for the pores, tending to escape from the metal to the outside. Cracks are more typical for aluminum alloys; they occur when the metal cools due to the increased silicon content.
- Large shrinkage of the metal, caused by a high coefficient of linear expansion, leads to significant deformations during solidification of the weld.
- The high thermal conductivity of aluminum necessitates the use of a welding current that is 1.2-1.5 times higher than the current for steels, despite the fact that the melting point of the latter is much higher than that of aluminum.
- Additional difficulties in welding aluminum include the fact that in practice - especially when welding aluminum at home - you have to deal with various alloys of an unknown grade, which may require special materials and welding modes for high-quality welding.
Weld seam with inclusions and pores
Aluminum welding methods
There are many ways to weld aluminum using different equipment and different welding materials, with the welding zone protected by inert gases or fluxes. Three of them are most widespread:
- welding with a tungsten electrode in an inert gas environment (AC TIG mode);
- semi-automatic welding in an inert gas environment with automated wire feed (DC MIG mode);
- welding with coated consumable electrodes without the use of shielding gas (MMA mode).
An important condition for welding aluminum and its alloys is the need to destroy the oxide film on the metal surface. To fulfill this condition, an alternating or direct current of reverse polarity is required. Only in this case does the so-called cathode sputtering, which destroys the oxide film. Aluminum cannot be welded with direct current of direct polarity, since in this case the film is not subjected to cathode sputtering and remains undestroyed.
Preparing metal for welding
Regardless of the method used, welding must be preceded by careful preparation of the edges being welded, the purpose of which is to clean the edges from dirt and oxide film. Preparation consists of a number of operations:
- Cleaning and degreasing. The parts to be welded and the filler material are thoroughly cleaned of dirt, oil and grease before welding. Degreasing is carried out with acetone, aviation gasoline, white spirit or another suitable solvent.
- Cutting edges (if necessary). Welding of parts up to 4 mm thick is carried out without cutting the edges; for larger thicknesses, cutting is required. An exception to this rule is welding aluminum with coated electrodes, in which the edges are cut when the metal thickness is above 20 mm. For parts made of thin sheets (up to 1.5 mm thick), it is advisable to use flanging
Butt welding with flange
- Removing the oxide film. The edges of parts with a width of 25-30 mm are cleaned with sandpaper, a file or a stainless steel wire brush with a wire diameter of no more than 0.15 mm.
Welding aluminum with coated piece electrodes (MMA mode)
This type of welding is used mainly in the manufacture of non-critical structures with a metal thickness of at least 4 mm.
This welding method has significant disadvantages, including low quality of the weld (porosity, low strength), strong spattering of metal during welding, poor separation of solidified slag, which can cause corrosion of the metal. Coated electrodes can be used to weld both commercially pure aluminum and its alloys. Instead of the old brands OZA-1 and OZA-2, which have significant shortcomings, today more advanced electrodes for welding aluminum UANA and OZANA are produced, allowing the welding of all main types of aluminum alloys. In particular, for welding parts made of technical purity aluminum, OZANA-1 electrodes are used, parts made of aluminum-silicon alloys (AL-4, AL-9, AL-11) - OZANA-2.
Welding seam made with OZANA-2 electrode
Welding is performed with direct current of reverse polarity. The welding current is taken at the rate of 25-30A per 1 mm of electrode diameter.
To obtain satisfactory weld quality, heating is required - up to 250-300°C for medium-thick metal, and up to 400°C for massive parts. Heating and slow cooling make it possible to obtain sufficient metal penetration at moderate welding currents, avoid the occurrence of crystallization cracks and reduce warping. When welding large parts, local heating is advisable.
Welding with aluminum electrodes has its own characteristics due to the fact that they melt 2-3 times faster than steel ones. The welding speed must therefore be significantly higher. When the arc breaks, the crater and the end of the electrode are covered with a slag crust, which prevents the arc from re-igniting. In this regard, it is recommended to perform welding continuously within one electrode. Transverse vibrations of the electrode (as when welding steel) should not be done.
Immediately after welding, it is necessary to remove the slag from the seam, rinse it with hot water and treat it with a steel brush. The presence of slag in gaps and corners can cause metal corrosion.
Due to its shortcomings, aluminum welding with coated electrodes is not particularly respected among welding masters. Preference is given to argon welding of aluminum.
Tungsten inert gas welding (AC TIG mode)
This welding method is the most common.
It is used in the manufacture of structures made of aluminum and its alloys, the quality of which is subject to high demands in terms of strength and aesthetics. When welding, tungsten electrodes with a diameter of 1.6-5 mm and filler rods with a diameter of 1.6-4 mm are used.
Tungsten electrodes with blue color code
Filler rods for aluminum welding
High-purity argon or helium is used as a shielding gas. The arc is powered from an alternating current source, which ensures high-quality destruction of the oxide film. All necessary parameters - the diameters of the electrode and filler rod, the value of the welding current, the gas supply speed - depend on the characteristics of the equipment used. As a guide, you can take the values from the table below, which are correct provided that argon is used as a shielding gas.
| Connection type | Metal thickness, mm | Electrode diameter, mm | Diameter of filler wire, mm | Welding current, A | Argon consumption, l/min |
| With beaded edges | 1,0 1,5 2,0 | 1,0 1,6-2,0 1,6-2,0 | — | 45-50 70-75 80-85 | 4-5 5-6 7-8 |
| Butt without cutting edges, one-sided | 2,0 3,0 4,0 | 1,5-2,0 3,0-4,0 3,0-4,0 | 1,0-2,0 2,0-3,0 2,0-3,0 | 55-75 100-120 120-150 | 5-6 7-8 8-10 |
| Butt joint without cutting edges, double-sided | 4,0 5,0 6,0 | 3,0-4,0 4,0-5,0 4,0-5,0 | 3,0-4,0 3,0-4,0 3,0-4,0 | 120-180 200-250 240-270 | 7-8 8-10 8-10 |
The angle between the electrode and the horizontal plane should be 70-80°, between the filler wire and the electrode - about 90°. The arc length should not exceed 1.5-2.5 mm.
Position and direction of movement of the torch with electrode
The torch follows the filler rod rather than ahead of it. This provides better seam protection. The importance of this requirement is confirmed by the photo below, in which the seam on the left is made in the recommended way, and the seam on the right is made differently, in which the torch moved in front of the rod.
Welding seams when the rod moves in front of the torch (left) and behind the torch (right)
The filler rod is fed in short reciprocating movements, reminiscent of the movements of an artist's brush - it approaches, touching the edge of the bath with its tip, and is retracted back and up. Transverse movements of the electrode and filler rod are unacceptable.
TIG aluminum welding
TIG aluminum welding
The aluminum sheet must be placed on a steel or copper pad, which removes heat, acting as a radiator. This is especially necessary when welding thin sheets to avoid burn-throughs.
The dimensions of the weld pool should be minimal. The welding speed must correspond to the welding current and inert gas flow. Excessive consumption of the latter leads to air being sucked into the arc zone; if the gas flow is low or the welding speed is excessively high, high-quality protection will also not be provided.
The argon supply is turned on 3-5 seconds before the arc is ignited, and turns off 5-7 seconds after it breaks.
Aluminum welding with semi-automatic machines (DC MIG mode)
It is best to weld aluminum with a special pulsed aluminum welding machine, in which a high-voltage pulse, breaking the oxide film, drops to the base value. Each drop of molten electrode material is, as it were, “driven” into the weld pool, thereby ensuring high quality welds. However, such devices are expensive. However, as practice shows, it is quite possible to get by with a conventional semi-automatic machine, even one in which the aluminum welding mode was not initially set. True, in this case minor alterations may be required.
Inverter semiautomatic welding machine for continuous and pulsed welding MIG-MAG
The MIG welding process is three times faster than the TIG welding process, but the quality of the latter is higher.
In its principle, the semi-automatic aluminum welding technology does not differ from the steel welding technology. However, there are some technical features:
- Aluminum and its alloys cannot be welded with direct current of direct polarity - only reverse polarity (for the reason mentioned above).
- Aluminum wire is much softer than steel wire, so it tends to form loops with little resistance in the sleeve. To prevent this from happening, it is advisable to have a 4-roller feed mechanism, a short sleeve and a Teflon liner in it, which reduces friction resistance.
Collapse of aluminum wire in the automatic wire feeder
The liner should protrude as close to the rollers as possible
- Since aluminum expands more than steel when heated, the aluminum wire can get stuck in the current collector (conductive tip). To prevent this from happening, you can use a tip with a slightly larger hole diameter (for example, for aluminum wire with a diameter of 0.8 mm, use a tip for steel wire with a diameter of 1.0 mm). Also, special current collectors are sold for aluminum wire, usually marked “Al”.
Current collector (conductive tip) of a semi-automatic welding machine
- Aluminum wire melts faster than steel wire, so when welding it is necessary to ensure the required feed speed - higher than steel wire. Otherwise, you will have to frequently replace the melted tip.
The grade of welding wire must match the material. Before purchasing it, you need to study information about the types of aluminum alloys for which it is used for welding. An experiment will help compensate for the lack of information, which in any case cannot be avoided if you are trying to cook aluminum for the first time.
When using the content of this site, you need to put active links to this site, visible to users and search robots.
Literature
Carbon dioxide consumption during semi-automatic welding
Content:
Using shielding gas during welding work means improving the quality of welded joints, speeding up the work process and allowing oxygen to enter the welding zone.
In addition, the cost of such a gas cylinder is affordable. With its help, home welding is ensured. Therefore, there is a need to produce varieties of compact cylinders that can be easily transported inside a car trunk. More and more consumers are interested in the issue of carbon dioxide consumption during semi-automatic welding.
The home welder does not have to ask himself this question, since he simply buys such a compact-sized cylinder in the store and does not worry about which one it is. If you use one cylinder, you can use a second one. But sometimes, in production conditions, welders are required to meet requirements regarding gas consumption when welding with semi-automatic welding machines. In such a situation, it is important to know the rules for calculating the optimal carbon dioxide consumption when you have to use a semi-automatic machine.
Average indicators
Indicators of how much gas is consumed can be as follows:
| Wire diameter (cm) | Current (Ampere) | Average flow rates (liters per minute) |
| 0,8 – 1 | 60 – 160 | 8 |
| 1,2 | 100 – 250 | 9 – 12 |
| 1,4 | 120 – 320 | 12 – 15 |
| 1,6 | 240 – 130 | 15 – 18 |
| 2 cm | 280 – 450 | 18 – 20 |
What determines gas consumption during welding?
The setting of the weld pool blowing force should be set taking into account:
- type of material - determined experimentally;
- thickness of the workpieces - working with thick ones will require more gas;
- diameter of the electrode (wire).
You will also have to take into account the conditions in the workshop or on site. If there are drafts or open wind, you should either protect the workplace with screens or increase the flow of the gas mixture.
| Wire diameter, mm | Welding current strength, A | Average flow, l/min |
| 0,8-1 | 60-160 | 7-8 |
| 1-1,2 | 100-250 | 9-12 |
| 1,2 | 250-320 | 12-15 |
To reduce gas consumption during operation, you should carefully check the hose connections, serviceability of gearboxes, burner elements and semi-automatic welding machine.
Reasons for shielding gas consumption
In the process of welding work, several main indicators can be identified that influence how much welding mixture is consumed:
- what is the current strength?
- what diameter wire is used;
- how thick will the metal that is being welded be?
You can find indicators of these values from many manufacturers if you study the passport data about a particular welding gas. This will greatly simplify the calculation process.
For example, the average value of how much argon mixture is used during TIG welding is 6 liters per minute when using a current of 100 A. If the current is increased to 300 A, then the consumption rates will increase to 10 liters per minute.
This trend also occurs in the case of the MIG method - if the wire diameter is increased from 1 to 1.6 mm, this will lead to the amount of gas consumed increasing from 9 to 18 liters per minute.
Also important is the fact what conditions are created for welding work.
What determines the consumption of shielding gas?
The main indicators during welding that affect the consumption of welding mixtures are:
- Current strength;
- Diameter of wire used;
- thickness of the metal being welded.
Many manufacturers indicate these values in the data sheet for a specific shielding gas, which greatly simplifies the calculation.
For example, the average consumption of an argon mixture used in TIG welding with a current of 100 A will be 6 l/min. When the current increases to 300 A, the flow rate increases to 10 l/min.
Table of the influence of current, arc voltage, welding speed on the size and shape of the seam
The same trend is observed with the MIG method - an increase in wire diameter from 1 mm to 1.6 mm leads to an increase in gas consumption from 9 l/min to 18 l/min.
Wire diameter is also important
The conditions in which welding takes place have a great influence. In an open space, or in the presence of drafts, the flow rate will increase, since more protective gas will be required to create optimal protection of the metal from the influence of extraneous factors. In this case, cylinders will be refilled more often than when working indoors. By the way, read about all the nuances of filling gas cylinders in the article: Filling with a gas mixture: how it’s done.
Calculation formula
Consumption indicators for the welding mixture when welding with semi-automatic equipment can be performed using the following formula:
- P = Py * T;
- Py – specific gas consumption indicators announced by the manufacturer;
- T is the amount of basic time required to weld one pass.
The table below shows gas consumption rates, which are influenced by the following indicators: what is the diameter of the wire and what is the average amperage.
Since a 40-liter cylinder contains 6,000 liters of welding mixture, it is not difficult to calculate how long one tank can be used if the welding process occurs continuously.
For example, the CO2 consumption for semi-automatic welding, when using wire 1 mm in diameter, ranges from 10 to 11 hours, provided that the process occurs continuously.
The indicators for such calculations are quite rough, because they do not take into account how much gas is consumed when performing preparatory and finishing operations in one pass. This will help in determining the approximate picture. If more precise readings are required, a flow meter may be required to take them.
Tips for reducing consumption
The consumption of shielding gas during semi-automatic welding can be reduced. The following tips will help with this. The level of welding work depends on how high-quality and reliable the seam is. For these purposes, the use of protective gas will be required. Therefore, there is no point in artificially reducing the consumption of welding mixture. Otherwise, it may cause a situation where pores form and other side effects may occur.
To save money, the quality of the gas mixture is very important. For example, if you constantly use the Mixpro 3212 composition, which contains many different components, you can reduce your consumption by at least half. Compared to the situation where a binary shielding gas is used. Its base consists of argon and carbon dioxide mixtures. The use of the Mixpro mixture results in the highest quality seam.
Calculation of welding mixture consumption
There is a formula that allows you to find out the approximate consumption of the welding mixture during the welding process:
P = Ru x T
where, Ru – specific gas consumption declared by the manufacturer,
T is the main time spent on welding one pass.
The specific consumption of shielding gas depending on the wire diameter at average current values can be seen below:
- 1.0 mm – 9 l/min;
- 1.2 mm – 12 l/min;
- 1.4 mm – 15 l/min;
- 1.6 mm – 18 l/min;
- 2.0 mm – 20 l/min.
Table 1 depending on the parameters
Table 2 depending on the parameters
Based on the fact that a standard 40-liter cylinder contains 6 m³ or 6000 liters of welding mixture, you can easily calculate how long one tank will last during a continuous welding process.
For example, when using a wire with a diameter of 1 mm and combining argon with carbon dioxide, a 40 liter cylinder will be completely empty after 10-11 hours of continuous process.
Naturally, such calculations are quite rough, since they do not take into account gas consumption for preparatory and finishing operations during one pass. However, they allow you to see an approximate picture. When using flow meters and verifying readings, these calculations will be more accurate and objective.
What gas mixtures are used for semi-automatic welding
Semi-automatic machines most often work:
- with steel alloys, cast iron;
- with alloy steels - stainless steel, various types of heat-resistant ones;
- with non-ferrous metals - aluminum, copper-containing: brass, bronze.
Working with other materials is difficult because there is no corresponding filler wire supplied in standard spools. Mixtures are created in accordance with TU 2114-002-45905715-2011.
The following are used as component gases:
- argon - GOST 10157-79 (highest grades);
- nitrogen - GOST 9293-74 (special purity 1st grade);
- carbon dioxide - GOST 8050-85 (highest grades);
- oxygen - GOST 5583-78 (technical, first grade);
- helium - TU 0271-135-31323949-2005 (grade “A”);
- hydrogen - GOST R 51673-2000 (first grades).
The use of ready-made mixtures is allowed, however, the content of components in the resulting mixture must comply with technical regulations.
How can you reduce consumption?
The main indicator in the welding process is the quality and reliability of the seam. For this purpose, in fact, shielding gas is used. Therefore, it makes little sense to artificially reduce the consumption of welding mixtures, as this can lead to the formation of pores and other side effects.
Defective seam, low-quality welding mixture used
The quality indicators of the gas itself also play an important role. For example, when using the multi-component composition “Mixpro 3212”, consumption is reduced by at least two times, compared with the use of binary protective gases based on argon and carbon dioxide. In addition, in the case of Mixpro, the quality of the seam will be much higher.
By the way, you will find more information about welding mixtures in this section of the blog.
Why is it important to work with trusted suppliers?
Using unreliable companies as suppliers does not guarantee that you will receive products that meet all the standards and requirements for protective gases. Therefore, it is very important to cooperate with proven organizations that have proven themselves only from the best side.
Fill cylinders with welding mixture at Promtekhgaz, and you will receive the highest quality gas from the best suppliers on the Russian market.
Brief description of gases used to create mixtures
Argon is a colorless, odorless, tasteless gas, non-flammable and non-toxic. However, any mixture of Ar with other gases can displace oxygen from the room, which can lead to suffocation of workers if the proportion of oxygen drops below 19% of the total volume. Argon is heavier than the air mixture and can accumulate in poorly ventilated areas near the floor.
Nitrogen is a colorless and non-flammable gas. Odorless and tasteless, non-toxic. However, the accumulation of a nitrogen gas mixture can cause oxygen deficiency and even suffocation when the oxygen concentration decreases to less than 19% of the volume.
Carbon dioxide is a colorless gas, non-flammable and non-toxic, with a specific sour taste. The maximum permissible concentration of the compound in the air of the working area is 9 g/m3 (which is equal to 0.5% of the volume). If the concentration becomes more than 5%, carbon dioxide can have a harmful effect on the physical condition of workers. Carbon dioxide is one and a half times heavier than the air mixture and can accumulate in unventilated rooms near the floor, in pits. When the oxygen concentration in the air drops below 19%, oxygen starvation and suffocation occur.
Helium is a colorless gas, tasteless and odorless, non-toxic and non-flammable, lighter than an air mixture, therefore it accumulates at the top of workshops.
Oxygen is a colorless, odorless, tasteless, non-flammable gas, although it itself is not toxic or explosive, however, being a strong oxidizing agent, it significantly increases the susceptibility of other materials to combustion. If oxygen accumulates in the air of workshops, it can cause fires and subsequently fires. It is important that the volume fraction of gas in working (production) areas should not be more than 23%.
Argon, carbon dioxide and oxygen
Carbon dioxide (5-20%) and argon (80-95%) are used to create permanent joints from steels: structural alloy and carbon. Pros: transfer is carried out by jet or drip. The arc burns stably. If you use a mixture with the addition of oxygen (2%), reducing the carbon dioxide content to 6%, then it will be easier for the welder to cope with thin alloys.
Argon and helium
The combination of helium (70%) and argon (30%) will allow you to work with any thick alloys:
- steel;
- cast iron;
- non-ferrous metals.
At the same time, the welding speed will increase due to the elimination of the operation of preheating the parts. The number of defects - porosity of seams, cracks - will be reduced to a minimum.
The disadvantage should be considered the high cost of such mixtures due to the high content of rare helium. Therefore, similar proportions are used when welding especially critical structures - when creating products for space or the military-industrial complex.
Argon plus helium (50% each) - the mixture is considered universally inert. Thanks to this, you can work with most alloys - both non-ferrous and ferrous. A composition of 70% argon and 30% helium, compared to pure argon, cools the welding zone better and is used for joining parts of medium thickness, if it is necessary to obtain seams with a minimum of defects. A mixture of 60% argon, 38% helium and 2% carbon dioxide is used for welding alloy and structural carbon alloys. At the same time, the arc is stable and the amount of splashes is reduced.
Argon and hydrogen
Used in production when working with austenitic (heat-resistant) alloys. The mixture allows you to improve the characteristics of the resulting seam and achieve greater elasticity . Often used when working during the creation of space and aircraft technology. The percentage of chemical elements content depends on the grade of steel.
Optimal carbon dioxide consumption during semi-automatic welding
Nowadays, in both small and large industries, you can increasingly find cylinders with protective gas. The use of shielding gas during welding improves the quality of the welded joint, speeds up work and does not allow oxygen to penetrate into the welding zone. In addition, a gas cylinder is inexpensive and, especially for home welding, manufacturers produce compact cylinders that easily fit into the trunk of a car.
If you are a home welder, then you simply purchase a compact cylinder in the store and use it without worrying about consumption. If the gas runs out, you can quickly buy another cylinder. But what if you are a welder in production and you are subject to rather strict gas consumption requirements? How to choose the volume so that there is exactly enough gas for the entire welding process? In this article, we tried to briefly tell you how to calculate the optimal carbon dioxide consumption when welding with a semi-automatic machine.
What does consumption depend on?
First, let's figure out what the gas consumption or the consumption of a welding mixture of several gases generally depends on. First of all, you must consider the metal you will be working with, the diameter of the filler wire and the strength of the welding current. The combination of these three components is what determines the consumption.
Next, we will give several recommendations on what the gas consumption should be during semi-automatic welding, taking into account the diameter of the filler wire and the strength of the welding current. Please note that these are fairly average values, you can deviate from them.
So, if you use wire with a diameter of 0.8 to 1 millimeter and set the amperage to 60 to 160 Amps, then the average flow rate should be about 8 liters per minute.
If you use 1.2mm wire and set the amperage to 100 to 250 Amps, then the average flow rate should be about 9-12 liters per minute.
Shielding gas consumption
Now let's look at the topic of gas consumption in more detail using a specific example. As an example, let's take a standard 40 liter gas cylinder, which is available at most enterprises. One such cylinder contains about 24 kilograms of pure carbon dioxide; when evaporated, it forms up to 12 thousand cubic decimeters of the gas phase. This information is already enough for us to roughly understand the consumption.
Let's say you're using 1mm filler wire and you've set the amperage to near minimum. Let's say 100 Amps. Judging by the reference literature, with this welding mode, one 40 liter cylinder will be enough for exactly one day, that is, 24 hours. But, naturally, you don’t sit at work for days, so let’s divide this into 6 hours of work. We get 10 liters of gas.
You can also calculate the consumption based on how many kilograms of metal we deposited. We know that for 1 kilogram of surfacing we must spend about 1.1 kilograms of carbon dioxide and 1.30 kilograms of filler wire. Knowing this data, it is easy to calculate how much gas and wire you will spend. Let's give you a hint: if you spent about 1.2 kilograms of filler wire, then the gas consumption was about 1 kilogram.
Now that we know these values, we can calculate how much metal can be melted using a 40 liter gas cylinder. Answer: 29 kilograms of metal. Of course, these are always approximate figures, but our practice has proven that usually the consumption varies within these limits. For beginners, we recommend using the table below.
Gas saving
We said above that gas consumption is also influenced by indirect factors that the welder has virtually no influence on. But he can still, if possible, minimize the effect of these factors, thereby saving gas.
The simplest thing you can do is to weld in a closed workshop with good ventilation. There should be no drafts or wind. It is also better to involve qualified, experienced welders who perform the work quickly and accurately. After all, for beginners, in any case, gas consumption will be much higher.
Many novice welders are interested in whether there is any other way to reduce co2 consumption during semi-automatic welding? For example, simply supply less gas to the welding zone. Our answer: no. By deliberately reducing the amount of gas used, you will deteriorate the quality of the seam, since oxygen will enter the welding zone.
But this problem still has a solution. Experienced craftsmen advise using multi-component gas mixtures in their work; thanks to them, consumption is reduced, while the quality of welding remains at a decent level. But be prepared for the fact that the cost of multicomponent mixtures is much higher than that of standard gas. So make sure that using such mixtures is cost-effective.
Welding aluminum with argon: detailed instructions for beginners
Aluminum is not the easiest metalworking material. However, subject to certain rules and recommendations, welding this metal does not cause difficulties. Welded joints can be made in different ways, but the most reliable and beautiful seam, which does not require additional processing, can only be obtained by using argon.
Specific properties of aluminum
Before mastering the welding of “volatile” metal compounds in argon in practice, you should have a good understanding of its properties and be sure to take them into account. Characteristics such as low specific gravity, high strength and corrosion resistance make it possible to create lightweight and reliable structures. But despite the fact that aluminum is easy to machine and form, creating permanent connections with it has its own characteristics:
- Aluminum is a highly active substance. When interacting with oxygen, it oxidizes. A “protective” layer is formed on its surface in the form of an oxide coating, the heating of which requires a temperature of over 2 thousand degrees, while the melting temperature of the metal itself, depending on its purity, is 640-660 ⁰C.
- Due to the high thermal conductivity of this non-ferrous metal, intense heat removal occurs from the welding site into the parts being joined and the penetration depth becomes smaller. To prevent this from happening, the workpiece is preheated.
- When aluminum melts, it does not change color, which creates certain difficulties. Because it is visually impossible to assess the heating of the elements being connected. This is what causes burns and leaks.
- When carrying out welding work, it is necessary to take into account the significant coefficient of linear expansion of aluminum. As a result of casting shrinkage, deformations and cracks may occur inside the connecting seam. In this case, it is modified or the wire consumption is increased.
Another important point is to determine gas consumption. The thicker the material, the higher it is.
To prevent the metal from oxidizing when interacting with oxygen, the working area is protected with an argon dome. If you use semi-automatic welding machines, then two problems are solved simultaneously: continuous wire supply and protection of the melting zone from external influences.
Aluminum welding. Basic methods
Aluminum metalworking is in most cases carried out semi-automatically, with argon, or with an inverter.
When welding with a semi-automatic machine (MIG/MAG), a welding wire is used instead of an electrode. It comes in two types: copper-plated and flux. Since the wire is fed automatically, there is no need to monitor the distance between the torch and the metal. It's constant.
The seam turns out to be benign, although the execution speed is lower than with the second method.
Tig welding (TIG) uses tungsten electrodes. The parts are heated by an electric arc that burns between the electrode and the connection point. An aluminum wire is fed into the area where the metal is melted, thereby forming a weld.
It is not always convenient to weld a material such as aluminum using inventory machines, since it is difficult to control the quality. When using coated consumable electrodes, welding is performed with direct current, where the holder with the electrode is connected to the positive terminal of the inverter. In the case of tungsten, alternating current is used.
Argon welding technology
This technology is used where the type and quality of the welded joint is important. To perform it, you will need a current source, an argon cylinder, a feeder that pushes the filler wire into the work area, and an apparatus. If it is dual-mode, then you must select alternating current (AC) mode. Initially they work with a high current to heat the metal faster. Then it is reduced to avoid overburning.
To reduce argon consumption, it is necessary to equip the burner with a gas lens with a special mesh.
Setting up the device
Aluminum and its alloys are welded with straight polarity, minus on the electrode. Welding is performed with alternating current.
The device is configured as follows:
- Immediately before work, set the gas pressure (6-12 l). It depends on the conditions (indoors or open air) and the diameter of the nozzle. It is necessary to take into account such a concept as turbulence. When a high pressure of gas comes out of the nozzle, it mixes with air and the protection of the area is reduced.
- Next, the operating mode is determined.
- Set the seam blowing (sec) and start current (A).
- Increase in current (2 sec).
- Then the main current is set, which depends on the type and thickness of the material.
Then proceed to the AC settings. Typically, this is a frequency of 200 Hz and an AC balance of 40% with a small seam width.
Set the “crater filling” mode (shrinkage cavity that occurs as a result of a sharp break in the arc), decay time, termination current and seam blowing. By definition, there should be no crater. There is a lock and it should not differ from the main seam, but this depends on the skill of the welder.
| Modes of argon arc welding of aluminum with a tungsten electrode | ||||
| Metal thickness, mm | Diameter, mm | Current strength, and | ||
| Tungsten electrode | filler wire | In argon | In helium | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Burners and consumables
An argon TIG torch is usually included with the device.
For most types of work it will be sufficient. But when you plan to work with aluminum for a long time, it is better to purchase or make your own liquid cooling unit. This extends the service life of the burner. They come in two types: American with a round handle and European, which are quite complex in terms of ergonomics. There is also a Russian version, but it is too heavy and bulky. Consumables for burners:
- Tungsten electrodes with a diameter of 2.4 mm are used to solve most problems. For currents above 150 A, you can purchase a 3.2 mm electrode. These diameters will be quite sufficient.
- The kit includes regular nozzles without gas lenses. But if you want to save on gas and increase gas protection, then it is better to install it.
- The most popular nozzle is No. 7; for aluminum it is not recommended to take more.
- For those who are going to do repair welding, you need to have caps of different sizes.
You can immediately purchase a kit with consumables. It is not cheap, but it will solve the problem with consumables for a long time.
Preparing the parts to be connected for work
The parts that will be welded together are made as smooth and flat as possible. If you have a belt grinder (a machine for finishing material), then you can use it or a grinder to remove gaps. The edges are treated with a file or a fine-bristled wire brush.
Parts must be clean. Any contaminants (dirt, dust, grease) are removed from their surface using detergents. The oxide film is removed with a brush with stiff bristles. After which the parts are washed with clean water and degreased with acetone or any other solvent, which should dry on its own.
If the size of the workpieces is small, they are placed in an alkaline solution heated to 60⁰C and kept in it for several minutes. Then the surface is sanded with a wire brush.
Preparatory work is carried out immediately before the start of the operation, until oxidative processes begin.
Why use alternating current
Welding work with argon is performed using alternating current. And its first goal when working with aluminum is to destroy the oxide film. Each device has a different name for this setting: AC balance, cleaning, reverse polarity. But in fact, this is an alternating current balance, that is, adjustment of the reverse polarity switching time.
Usually the percentage is set to 50/50. The upper number is direct polarity, the lower number is reverse polarity. You must understand that it is not the current strength that is regulated, but the time spent in reverse polarity. When it is reduced, the penetration depth improves, the arc narrows, its stability increases, but the quality of destruction of the oxide film decreases.
When the time spent in reverse polarity is increased, the arc expands, as does the stripping zone, the oxide film is destroyed more quickly, but the penetration depth and arc stability decrease. She starts to prowl.
Reverse polarity affects the physical state of the tungsten electrode. As time increases, the load on it increases, which leads to destruction (melting).
If you reduce the reverse polarity balance, then exceeding ampere loads will lead to particles breaking off from the tungsten and flying into the part. In this case, the electrode delaminates and collapses. This is why it is important to catch the AC balance.
Some features of metalworking in argon
Welding of elements begins with tack, on one side and the other. Then they turn the workpiece over and make two additional clamps, and in the case of a long length - 3-4.
If there is a pedal, then it is more convenient to regulate the current supply. Until the metal is heated and there is no molten aluminum, the additive is not supplied. The additive is selected according to the thickness of the material. The distance between the electrode and the workpiece should be no more than 3 mm, the smaller the better, but this is for advanced people.
The burner is held slightly at an angle. The best angle is straight, because it allows you to get a symmetrical bath, and it, in turn, has maximum gas protection. But in this case, the welding process itself is not visible. Therefore, the burner is tilted slightly, about 15 degrees. This is done in the case of a butt seam. When welding a T-joint, if the parts are of the same thickness, then the angle of the electrode is 45 degrees, and it is placed strictly between the two parts in order to melt them evenly. If one part is thicker (most often the base), then the electrode is tilted onto the thick metal.
To obtain a high-quality and beautiful seam, the additive is applied little by little. Heated it up, moved it, served it. Welding doesn't like to be rushed. It is necessary to catch the moment of movement of the burner and the supply of the additive. You need to feed it into a good weld pool. If the current is insufficient, a characteristic crackling sound is heard, as when frying lard. It shouldn't exist. This means that the aluminum is still cold, it is necessary to increase the current. And if there is no crackling sound, but the bath begins to spread and it cannot be controlled, the current value must be reduced. Only then will a beautiful scale form.
Regarding the protection of the weld pool. Argon must be of high quality, so it is better not to use Gost. Ideally, take argon of high purity - 99.998%. To ensure that the laminar gas flow is correct (does not mix or pulsate) and performs its function to the maximum, a gas lens is installed on the burner, and a ceramic nozzle is installed on top of it.
So, let's summarize. At the beginning of the process, gas is supplied and only after that welding is started, and at the end of the operation the actions are performed in reverse with a delay of up to 5 s.
Advantages and disadvantages of argon welding
Creating permanent connections of parts made of non-ferrous metals and their alloys using argon has its pros and cons.
Advantages:
- Unlike other technologies, this method allows you to obtain reliable and visually beautiful seams of small thickness with insignificant heating of the elements being welded. Since the deformation is minimal, this method is used for welding workpieces with complex configurations and those metals that cannot be welded by any other methods.
- Argon, being an inert gas, is heavier than air, therefore, if the technological process is followed, atmospheric gases do not enter the zone of molten metal.
- The electric arc is short and has a high thermal power, therefore, with a sufficient level of preparation, the work is carried out efficiently and does not require a lot of time.
- With due diligence, taking into account the basic requirements and nuances, mastering the process is not difficult.
Flaws:
- If work is carried out outdoors, then during gusts of wind the gas may evaporate, which will negatively affect the quality of the connecting seam. Then you need to use a closed room where forced ventilation is installed.
- High cost and complexity of equipment, working with which requires special knowledge and certain skills.
- When using high-amperage welding, additional cooling must be provided in advance.
As you can see, the disadvantages are minor and can be eliminated if desired.
The main mistake beginners make when welding aluminum
The movement of electrons occurs from minus to plus or vice versa. And when the additive is put into the air, it is melted by the temperature from the weld pool. It oxidizes and a drop falls into the bath. As a result, blackness appears on the seams, and beginners cannot understand the reason. This is a mistake made by 80% of novice welders.
The additive has no charge while it is in the air. When it touches the part, it receives the same charge as the workpiece. Electrons that fly from the tungsten electrode to the part do not go around the obstacle (additive), but penetrate it. Thus, the heat of the arc and the movement of electrons cuts off a piece of wire, taking it into the bath and heating it.
The second point is that when the filler touches the weld pool, the latter gives off heat, which makes it easier and faster to pick up the filler wire.
Such small nuances must be taken into account during the learning process.
Recommendations for Beginners
Do not make sudden movements with the holder and move the burner away from the working area, otherwise the gas protection will disappear and air will get into it. Which will lead to the appearance of pores and oxides in the weld. The connection will break at any moment or cracks will appear in it.
If the seam is round or oval in shape, then we can talk about insufficient penetration depth. Therefore, you should always monitor the weld pool. Ideally, it has an elongated shape, with a small roller.
The electrode looks only forward, and the additive is fed towards it and always evenly. If it comes intermittently, the arc will become unstable, which means the consumption of gas and electricity will increase.