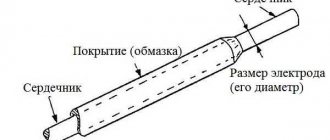
The reliability of the connections of wires and cables through which electric current is supplied must be very high. It can be provided by sleeves for crimping wires, which are specially designed to create high-quality connections of conductive elements of electrical networks for various purposes. Using elements such as crimp sleeves, it is possible to connect even aluminum and copper wires, which is almost impossible to achieve using conventional twisting of conductors.
Crimping with sleeves is a reliable way to connect wires
What are crimp sleeves?
The accessory is a small metal tube with conductive properties. With its help, you can achieve a permanent connection of wires.
This is the optimal method of fixing cores for medium and high currents. It provides high fusion strength.
Scope of application
Crimping is advisable if:
- It is necessary to connect the wires that are under high load.
- Installation of multi-core or large cross-section cables is required.
- Electrical networks are laid at height, and the conductors are connected inside the distribution box.
This installation method is suitable if visibility is limited where the network is laid.
Various types of sleeves are used for pressing wires.
Types of sleeves
For pressing wires with sleeves, the following types of devices are used:
- GM. Copper element without a protective layer. It looks more like a piece of pipe.
- GML. The surface of the accessory is tinning (electrochemical sputtering). After the procedure, the product becomes resistant to corrosion and does not oxidize. Copper is used to make the tube.
- GA. An aluminum element designed to connect wires made of the same material.
- GAM. Such sleeves are made from several tubes using the friction welding method and are used for crimping copper and aluminum conductors.
- GSI. A special feature of the accessory is the absence of damage to the protective layer during the joining process. No additional manipulations are required. Such sleeves are made from copper.
Advantages and disadvantages of using sleeves
The crimping method has such advantages as high speed and strength of installation and reliability of the resulting contact.
In addition, it differs in that:
- there is no need to use an electrical network: all work is done with hand tools;
- you can connect cores made of different materials into 1 node;
- there is no need to carry out further maintenance;
- no need to have special skills;
- the procedure can be carried out in confined spaces.
The method of crimping sleeves is characterized by speed and durability of installation.
The only drawback of the process is that it results in a permanent connection.
To replace the sleeve, you will have to cut it out. If the length of the conductors is reduced, they will need to be extended.
Twist connection
The easiest way to connect wires is twisting. Previously, this was the most common method, especially when wiring in a residential building. Now, according to the PUE, connecting wires in this way is prohibited. The twist must be soldered, welded or crimped. However, these methods of connecting wires begin with twisting.
In order to perform high-quality twisting, the connected wires must be cleared of insulation to the required length. It ranges from 5 mm when connecting wires for headphones to 50 mm if it is necessary to connect wires with a cross-section of 2.5 mm². Thicker wires are usually not twisted together due to their high rigidity.
The wires are stripped with a sharp knife, insulation stripping pliers (ISR) or, after heating with a soldering iron or lighter, the insulation is easily removed with pliers or side cutters. For better contact, bare areas are cleaned with sandpaper. If the twist is supposed to be soldered, then it is better to tin the wires. Wires are tinned only with rosin and similar fluxes. This cannot be done with acid - it corrodes the wire and it begins to break at the soldering site. Even washing the soldering area in a soda solution doesn’t help. Acid vapors penetrate under the insulation and destroy the metal.
The stripped ends are folded parallel into one bundle. The ends are aligned together, the isolated part is held firmly with your hand, and the entire bundle is twisted with pliers. After this, the twist is soldered or welded.
If there is a need to connect the wires to increase the total length, then they are folded opposite each other. The cleaned areas are placed crosswise on top of each other, twisted together by hand and tightened tightly with two pliers.
You can only twist wire made of the same metal (copper with copper, and aluminum with aluminum) and of the same cross-section. Twisting wires of different sections will turn out uneven and will not provide good contact and mechanical strength. Even if it is soldered or crimped, these types of wire connections will not ensure good contact.
The essence of crimping
The use of standard connection methods can lead to fraying or destruction of stranded conductors. In this case, their functionality is limited. As a result, the fixation areas become very hot and burn out. Copper wiring oxidizes over time and loses its quality. Connection reliability suffers.
The sleeve prevents air from entering the clutch. The wire strands are placed into the tube from opposite ends, after which it is processed with press pliers. Crimping is carried out at 2–3 points. In these places, the materials being connected are deformed along with the tube. After crimping, the area is isolated.
Kinds
The reliability of the electrical wiring connection depends on the contact area. The larger the contact area, the higher the quality of contact. When choosing pliers, you always need to take into account the parameters of the wire cross-section. Tools for crimping ferrules have similar operating parameters and operating principles.
Important! Crimping of an electrical cable is carried out by fastening the ends of the wires as a result of laying them in a crimping sleeve. Using the tool you can process:
Using the tool you can process:
- ring, fork, pin lugs;
- flat, plug connectors;
- connecting sleeves, splitters.
The presence of consumables (tips, bushings) is mandatory; they must be ordered separately. Such investments always pay off by increasing speed and improving the quality of work performed.
The master performs work using dimensional press tongs
Of course, using the tool implies the presence of consumables (bushings/tips), which will have to be purchased separately. But such costs are fully recouped over time due to the efficiency and quality of the work performed. Hydraulic-type mechanisms are used in industry for crimping cables with a large cross-section. From a design point of view, they are similar to ordinary pliers - you need to apply force to the lever, and it will set the crimping jaws in motion.
Diaphragm
Diaphragm models allow crimping from 4 or 6 different sides, depending on the mechanism of the diaphragm itself. The full circumference of the sleeve improves the quality of the connection and guarantees optimal crimping density. The device also automatically adjusts to the bushing thickness - there is no need to replace the matrix.
Different types of press jaws and a box of spare parts
Pliers
The most common mechanical professional tool. Such models, after clamping the handles, begin to compress the bushing part with a pair of working planes. Unlike pliers, they have cutouts of specified shapes on the edges that serve as guides. The device is optimally suited for crimping U-tips. The main advantage of the tool is its versatility; the impact can be carried out from any desired side.
The overall range of bushings is small, so it would be better to stock up on a set of crimpers for the tips. A similar solution is crimpers, equipped with a set of removable dies that are mounted on cassettes. To perform a replacement, the working part of the tool is inserted into the cassette hole and pulled towards you.
Electrical
A professional automated tool, which, unlike a mechanical one, is much more productive. A good choice for solving production problems.
Features of hydraulic wrenches
Case materials
An important selection parameter is the material of the sleeves.
Copper
Designed for crimping copper conductors. They can only be used in a non-aggressive environment: they do not have a protective layer. Otherwise, the material will quickly oxidize.
Copper sleeves are designed for crimping cores.
Tinned
These types of sleeves are used for switching conductors used in aggressive environments. On their surface there is a protective layer of tin-bismuth composition, applied electrochemically. It prevents copper from oxidizing. Tinned tubes are not used to connect aluminum wires.
Combined
Suitable for connecting cores made of different metals. The element consists of aluminum and copper parts, which are held together by welding. A limiter is installed at their junction to control the depth of insertion of the conductors. The aluminum part has a larger diameter.
Isolated
The advantage of the products is that additional insulation of the formed connection is not required. The tubes undergo a tinning process and are then covered with a protective PVC sheath.
Insulated sleeves do not require additional protection.
Aluminum
They are used to connect conductors made of the same material. During operation, the tubes are cleaned and treated with a protective mixture.
Such sleeves can be put on cables if the voltage in them does not exceed 10 kW.
Dimensions and design features of sleeves - how to choose the right one
Connecting tubes are used for installation of single-core and multi-core cables. When choosing, take into account not only the material, but also the size of the product.
It is better to use standard data:
| Type | Section, mm² | Dimensions, mm | |||
| Cable flexibility class 2–3 | 5–6th class of wire flexibility | Length | External diameter | Inner diameter | |
| GM 2.5 | 2,5 | 2,5 | 20 | 5 | 2,6 |
| GM 4 | 4 | 4 | 30 | 5 | 3 |
| GM 6 | 6 | 6 | 30 | 6 | 4 |
| GM 10 | 10 | 10 | 30 | 8 | 5 |
| GM 16 | 16 | 16 | 30 | 9 | 6 |
| GM 25 | 35 | 25 | 40 | 11 | 8 |
| GM 35 | 35 | 35 | 50 | 12 | 9 |
| GM 50 | 70 | 50 | 50 | 14 | 11 |
| GM 70 | 95 | 70 | 53 | 16 | 13 |
| GM 95 | 120 | 95 | 67 | 19 | 15 |
| GM 120 | 150 | 120 | 67 | 22 | 17 |
| GM 150 | 185 | 150 | 67 | 25 | 19 |
| GM 185 | 240 | 185 | 75 | 27 | 21 |
| GM 240 | 300 | 240 | 75 | 32 | 24 |
The quality of the formed electrical contact depends on the correct choice of diameter. The conductor must fit inside the tube and sit tightly.
Products can also be classified according to their design features. They can be hollow or with a partition. The first type is used if the connected conductors are made of the same metal. Combined devices are necessary for end-to-end wiring.
Rules for crimping wires
Crimping of wires with sleeves is carried out taking into account the following rules:
- The materials used to make the tube and conductors must match each other.
- Crimping elements cannot be shortened by sawing. In this case, the protective layer is damaged and the contact reliability is reduced.
- To carry out the crimping procedure, a special tool is required - press pliers.
Crimping of wires is done with a special tool.
The cross-section of the wires cannot be reduced so that they fit into the sleeve. It is better to take a larger diameter crimping element
Video description
The following video will help you get acquainted with the options for crimping and crimping electrical wires:
Large cross section electrical cable pliers
If the electrical wire has a large cross-section, then use a hydraulic crimper to wrap the cable. This type of tool began to be used earlier than press pliers with a working principle similar to pliers.
The cross-section of the electrical wire on which the tip can be crimped depends on the size of the hydraulic device. This type of tool is used when laying power lines. This device is used when installing electrical panels.
To compress the matrix of a hydraulic tool, a lot of force is applied to its lever. Slow removal of the stem occurs when the valve is opened slightly. This process is performed faster when it is fully opened. When the dies are fully compressed, then the tool is locked. However, even in this position they do not create excessive pressure, which will cause the mechanism to fail.
Hydraulic crimper option Source cheboksary.optinstrument.rf
Matrices for a hydraulic tool are selected according to its dimensions. Typically, a set of such a crimper includes several of them. Only the lower element is subject to change, since the upper part is capable of automatically occupying its original position, because it is a magnetized part.
In the hydraulic version, the crimp for wire lugs can have a double-sided sleeve in its design. It is used when dismantling an electrical panel and then installing it in another location. After all, when performing such work, it is often necessary to extend electrical cables. Moreover, their cross-section often exceeds 16 mm².
Tools required for crimping
Do not use a hammer, chisel or pliers. They damage the protective shell, which leads to a decrease in the quality of contact.
Press jaws
A hand-held mechanical tool that ensures reliable connection of wires using a metal tube. It is similar to pliers, but is equipped with raised dies. The device is intended for household and industrial use. The device has a ratcheting mechanism: the handles will not open until the crimping is completed completely.
The pliers have long handles, which makes crimping easier. The tools can be diaphragm or operating on the principle of pliers. The second type performs crimping from 2 sides. The first provides 4- or 6-way crimping. You can also use a hydraulic crimper.
Sleeves
Operation requires copper, aluminum or combined tubes of a given diameter. Their number depends on how many connections need to be made.
Tubes of a given diameter are required for operation.
Heat shrinkable tubes
Heat shrinks are plastic tubes needed to insulate the bond of electrical wires. They have thermoplasticity. During the heating process, the material acquires a liquid form, and during cooling it turns into a stretchable mass and hardens. The joint area becomes protected from mechanical damage. The insulating properties are not reduced even under the influence of external negative factors.
Construction hair dryer
The tool is designed for heating heat-shrinkable insulating materials. To do this, it is enough to use household models of low power.
Terminal block connection
A development of the bolted connection is the terminal connection. Terminal blocks come in two types - with a rectangular pressure washer and with a round one. When using a terminal block with a pressure washer, the insulation is removed to a length equal to half the width of the terminal block. The bolt is released, the wire is slipped under the washer and the bolt is clamped again. On one side, you can connect only two wires, preferably of the same cross-section and only flexible or only single-core.
Connecting to a terminal block with a round washer is no different from using a bolted connection.
The connection of the wires is reliable, but cumbersome. When connecting wires with a cross-section of more than 16 mm², the connection is unreliable or the use of lugs is necessary.
Instructions for crimping
Proper selection of metal tubes is required to maintain electromechanical coupling.
Preparation
Preparation for crimping involves the following actions:
- Selection of appropriate sleeves and dies for press jaws.
- Removing the insulating sheath from the wire by 2–3 cm (no more than the length of the sleeve itself).
- Cleaning bare areas with fine-grain sandpaper.
- Treatment of aluminum cores with quartz-vaseline paste. It will protect the metal from damage and oxidation.
Preparation for crimping involves selecting appropriate sleeves.
Copper wires do not need to be lubricated.
Crimping process step by step
The procedure is performed according to the following instructions:
- If the crimping is one-sided, then the conductors are placed inside the tube parallel to each other. In double-sided processing, the cores are inserted into the sleeve from opposite sides. You cannot twist them together.
- The connection is processed using press tongs using local indentation.
After completing the procedure, the clutch area is wiped with a solvent (for degreasing).
Crimping of wires with GSI sleeves
Wire insulation
Insulation requires electrical tape or heat shrink. The second one is better. The tube is placed on one of the wires before crimping. After the connection is formed, it is moved to the desired area and heated with a construction hairdryer. After cooling, the heat shrink shrinks and tightens around the joint, making it resistant to external negative influences.
Heat shrink is used to insulate the wires.
Scope of use of crimpers for terminating electrical wires
The area of application of the tool is influenced by its design and shape. The variety of models produced by manufacturers allows specialized companies to perform any task.
Pliers for terminating stranded wires and thin-walled lugs
This tool is used for crimping electrical cables of small thickness. Their cross-sectional area can even be 0.25 mm². Such wires are connected to pin-type ferrules.
On a note! IEK makes one of the highest quality multi-strand wire termination tools available.
Thanks to the crimping of electrical wires using high-quality bushings, numerous wires do not spread out at the end of the cable. This allows you to conveniently and quickly connect it to the terminals of various devices.
Pliers for fine tips and stranded electrical wires Source bts-instrument.com
Press pliers for wires with multiple cores and thick-walled ferrules
This tool is larger in size compared to the pliers described above. Each model is made with a matrix for tips of specific sizes. For example, the KVT company produces the PK-16 crimper, which has 5 working zones. After using the pliers, a special mark is imprinted on the sleeve.
The name of the press jaws may contain the letter “U”. It means that the crimper design has a ratcheting mechanism, which is located in the handle of the tool.
Basic mistakes: how not to do crimping
During the crimping process the following mistakes can be made:
- Cutting the sleeve when the tube length is too long. This will reduce the contact strength.
- Kinked aluminum wires. This cannot be done, because the metal will break.
- Installing a liner of the wrong diameter. If it is large, then it can only be installed on copper wiring, the wires of which need to be bent.
- Reducing the cross-section of the cores. In this case, the resistance will increase and the coupling area will become very hot.
- Selecting the wrong crimping tool. It is better to use special pliers that will not damage the protective layer.
- Excessive or insufficient number of crimps.
- Use of a press matrix of a different diameter.
To avoid mistakes, you need to use standard sleeve size tables and profile tools.
Double terminal crimp
Connecting several wires to a phase requires connecting them to one contact. For example, when installing modular machines, they are connected to each other by jumpers. In this case, two cables are connected to one contact of the machine. If you crimp them with single lugs, then connecting two pins to one contact of the machine will be problematic. Here it is convenient to use NShVI, designed for two wires.
The crimping process itself is similar to the previous version. Only inside the wide cuff, instead of one wire, two are inserted.
It is convenient to crimp a double tip using a crimper. These press pliers are suitable for crimping and single bushings. Crimping the double tip with a crimper makes the matrix one size larger. For example, for a double tip cross-section of 4 mm2, a matrix with a cross-section of 6 mm2 is suitable.
It happens that there was no double-type structure at hand during installation. As a way out of this situation, you can use a single bushing of a larger diameter. The main thing is that two wires fit inside.
Before installing the NShVI insulated pin sleeve end, you must remember that the manufacturer of this electrical product indicates in the instructions the ratio of the cross-section of the sleeves and wire cores. All these parameters must be observed during installation. In contact with
Additional recommendations
For proper crimping, you must use the following tips:
- Make the junction of the conductors in the center of the connecting tube.
- Select the correct sleeve section. There will be fewer voids inside the clutch, and contact will become more reliable.
- Apply the insulation so that it extends 1 cm beyond the connecting tube on both sides.
- Use ferrules if cables with different numbers of cores are spliced.
Crimping is a procedure that allows you to obtain maximum adhesion of conductors when installing electrical networks. However, to carry it out correctly, the appropriate tools and materials are required.
Technical specifications
The main types and brands of thin-walled insulated lugs and terminals widely represented on our market are the following:
NKI ring tips - all their data and technical parameters are given at the beginning of the article above.
NVI insulated fork lugs:
Insulated flat pin lugs NSHPI:
Insulated round pin lugs NShKI:
Connectors—flat insulated “female” terminals RPI-M:
Connectors - flat insulated male terminals RPI-I:
You can view the current prices for tools for crimping such tips here.