Сталь 35 конструкционная углеродистая качественная
Для создания различных деталей и механизмов могут применяться самые различные материалы. Среди металлов следует отметить сталь 35. Она относится к классу углеродистых конструкционных сталей высокого качества, считается самым доступным предложением. Сталь 35 (ГОСТ 1050-88 ранее определял основные качества и химический состав, сейчас ему на смену пришел ГОСТ 1050-2013) применяют для получения промышленного крепежа различного типа.
Виды поставки
Сталь 35 поставляется в виде листового, сортового и фасонного проката, круга шлифованного, прутков, серебрянки, проволоки, лент и полос, листовой стали, поковок, труб. Точные данные приведены в таблице.
Виды поставки материала 35
| B03 — Обработка металлов давлением. Поковки | ГОСТ 8479-70; |
| В22 — Сортовой и фасонный прокат | ГОСТ 2591-2006; ГОСТ 9234-74; ГОСТ 1133-71; ГОСТ 11474-76; ГОСТ 2879-2006; ГОСТ 2590-2006; |
| В23 — Листы и полосы | ГОСТ 82-70; ГОСТ 14918-80; ГОСТ 19903-74; ГОСТ 16523-97; ГОСТ 103-2006; |
| В24 — Ленты | ГОСТ 3560-73; |
| В32 — Сортовой и фасонный прокат | ГОСТ 8559-75; ГОСТ 1051-73; ГОСТ 14955-77; ГОСТ 7417-75; ГОСТ 8560-78; ГОСТ 1050-88; ГОСТ 10702-78; |
| В33 — Листы и полосы | ГОСТ 4041-71; ГОСТ 1577-93; ГОСТ 4405-75; |
| В34 — Ленты | ГОСТ 2284-79; |
| В62 — Трубы стальные и соединительные части к ним | ГОСТ 12132-66; ГОСТ 8638-57; ГОСТ 8645-68; ГОСТ 24950-81; ГОСТ 8646-68; ГОСТ 53383-2009; ГОСТ 8642-68; ГОСТ 20295-85; ГОСТ 6856-54; ГОСТ 8644-68; ГОСТ 23270-89; ГОСТ 13663-86; ГОСТ 3262-75; ГОСТ 8639-82; ГОСТ 8731-87; ГОСТ 8732-78; ГОСТ 8733-74; ГОСТ 8734-75; ГОСТ 9567-75; |
| В71 — Проволока стальная низкоуглеродистая | ГОСТ 792-67; ГОСТ 1526-81; ГОСТ 5663-79; |
| В72 — Проволока стальная средне- и высокоуглеродистая | ГОСТ 9389-75; ГОСТ 17305-91; ГОСТ 26366-84; ГОСТ 3110-74; ГОСТ 3920-70; ГОСТ 7372-79; ГОСТ 9850-72; |
Основные характеристики
Основные характеристики во многом определяют область применения металла. Сталь 35 характеризуется следующими качествами:
- Плотность Стали 35 составляет 7826 кг/м 3 при температуре 20 градусов Цельсия. Стоит учитывать, что показатель снижается при повышении температуры. Серьезное повышение температуры приводит к перестроению структуры, она становится более пластичной. Показатель плотности учитывается при проведении различных расчетов. К примеру, нужно проводить расчет оказываемого давления на несущие конструкции.
- При выборе металла уделяется внимание показателю твердости. В рассматриваемом случае твердость составляет 163 МПа. Сталь М35 может подвергаться различной термической обработке, которая направлена на повышение твердости поверхностного слоя. Часто в качестве термической обработки применяется технология нормализации, которая делает структуру более однородной и устойчивой к воздействию высоких нагрузок.
- Степень свариваемости ограничена. Именно поэтому рекомендуется проводить предварительный подогрев заготовки. За счет подогрева структуры стало возможным использование различных технологий сваривания. Для повышения качества получаемого шва после сварки проводится дополнительная термическая обработка.
- Структура не склонна к отпускной хрупкости. При термической обработке выполняется отпуск, который снижает внутренние напряжения. Слишком высокая хрупкость определяет то, что при ударе и другой динамической нагрузке могут появляться структурные трещины.
- Материал подвергается резанию. Это свойство определяет то, что материал часто поставляется на машиностроительные заводы где устанавливается большое количество токарного и фрезеровального оборудования. Поставляемые заготовки могут обрабатываться при использовании обычных резцов. Существенно повысить качество и скорость обработки можно за счет использования резцов с твердосплавными пластинами.
Механические свойства ст 35
Рассматриваемый металл может подвергаться ковке при температуре 1280 градусов Цельсия. Охлаждение может проводится при применении масла или на открытом воздухе, выбор проводится в зависимости от размеров заготовки.
Отпуск быстрорежущих инструментальных сталей
Основными легирующими элементами быстрорежущих сталей (Р18, Р6М5 и др.) являются вольфрам, молибден, кобальт и ванадий — элементы, обеспечивающие теплостойкость и износостойкость при эксплуатации. Быстрорежущие стали относятся к карбидному (ледебуритному) классу. Под закалку эти стали нагревают до температуры выше 1200°С (Р18 до температуры 1270°С, Р6М5 — до 1220°С). Высокие температуры закалки необходимы для более полного растворения вторичных карбидов и получения аустенита высоколегированного хромом, молибденом, вольфрамом, ванадием. Это обеспечивает получение после закалки теплостойкого мартенсита. Даже при очень высоком нагреве растворяется только часть карбидов. Для этих сталей характерно сохранение мелкого зерна при высоких температурах нагрева.
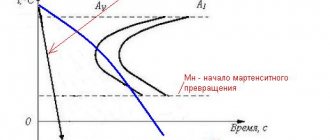
Железо и легирующие элементы «быстрорезов» имеют сильно отличающиеся свойства теплопроводности, поэтому при нагреве, для избежания трещин, следует делать температурные остановки. Обычно при 800 и 1050°С. При нагреве крупного инструмента первую выдержку делают при 600°С. Время выдержки составляет 5-20 мин. Выдержка при температуре закалки должна обеспечить растворение карбидов в пределе их возможной растворимости. Охлаждение инструмента чаще всего делают в масле. Для уменьшения деформации применяют ступенчатую закалку в расплавах солей с температурой 400-500°С. Структура «быстрорезов» после закалки состоит из высоколегированного мартенсита, содержащего 0,3-0,4%С, нерастворенных избыточных карбидов и остаточного аустенита. Чем выше температура закалки, тем ниже положение точек Мн, Мк и тем больше остаточного аустенита. В стали Р18 присутствует примерно 25-30% остаточного аустенита, в стали Р6М5 — 28-34%. Для уменьшения аустенита можно сделать обработку холодом, но как правило этого не требуется.
После закалки следует отпуск при 550 — 570°С, вызывающий превращение остаточного аустенита в мартенсит и дисперсионное твердение за счет частичного распада мартенсита и выделения дисперсных карбидов легирующих элементов. Это сопровождается увеличением твердости (вторичная твердость). В процессе выдержки при отпуске из остаточного аустенита выделяются карбиды, что уменьшает его легированность, и поэтому при последующем охлаждении он претерпевает мартенситное превращение (Мн~150°С). В процессе однократного отпуска только часть остаточного аустенита превращается в мартенсит. Чтобы весь аустенит перешел в мартенсит применяют двух и трехкратный отпуск. Время выдержки обычно составляет 60 минут. При назначении режима нужно учитывать химические свойства элементов и периодичность выделения карбидов в зависимости от температуры. Например максимальная твердость стали Р6М5 получается за счет 3-х стадийного отпуска. Первый отпуск при температуре 350°С, последующие два при температуре 560-570°С. При температуре 350°С выделяются частицы цементита, равномерно распределенные в стали. Это способствует однородному выделению и распределению спецкарбидов М6С при температуре 560-570°С.
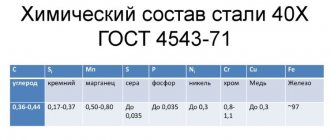
Химический состав
Различные химические элементы могут изменять эксплуатационные характеристики получаемых материалов. Марка стали 35 характеризуется следующим соотношением химических элементов:
- Основной состав представлен железом. Он включается в состав практически всех сплавов, в данном случае концентрация около 97%.
- Твердость и другие качества связаны с углеродом. В рассматриваемом случае концентрация этого химического элемента составляет от 0,32 до 0,4%.
- В состав включается кремний, марганец и никель. Они определяют основные эксплуатационные характеристики. Концентрация никеля не более 0,25%, марганца в диапазоне от 0,5 до 0,8%. На кремний приходится всего 0,17-0,37% состава.
Лист стальной 140х500 мм сталь 35
Вредные компоненты выдерживаются в определенном диапазоне, что позволяет выдерживать более высокие эксплуатационные характеристики. Современные технологии производства позволяют повысить качество материала.
Расшифровка стали: индекс 35 показывает, что в сплаве содержится 0,35% углерода, а остальные элементы составляют незначительное количество.
Применение в разных отраслях
Благодаря устойчивости к ударной нагрузке сталь марки 35 можно применять для изготовления крепежа: болты, шпильки, гайки.
Так как свариваемость ограниченна, это не позволяет применять марку широко.
В машиностроении металл используется только для создания элементов не работающих на износ.
В строительстве марка 35 расходуется при возведении водопроводов и установке железо-бетонных плит. Сантехнические изделия не обходятся без 35 стали. Многие заводы именно из этой стали и её аналогов производят эмалированные ванны и раковины, которые в дальнейшем используются в строительстве.
Большая часть этой марки стали уходит на изготовление элементов металлопроката. Различные стальные сетки, листы, уголки и другое. Нередко 35-ая марка уходит на производство труб разных диаметров. Связано это с тем, что сталь хорошо «схватывается» при сваривании с любой другой трубой. Ещё из 35-ой часто изготавливают прутья, которые в дальнейшем часто расходуются на создание железо-бетонных плит. Нередко простейшие детали металлопроката эксплуатируются и для бытовых целей.
Сталь 35 можно не является эталоном качества и надёжности, но её можно использовать абсолютно в любой промышленности. Популярность данного сплава объясняется своей ценой, металл подходит для многих целей и не имеет высокой цены.
Источник
Применение стали 35
Как ранее было отмечено, рассматриваемый металл получил широкое применение. Это связано с низкой стоимостью производства и довольно высокими эксплуатационными характеристиками. Сплав часто применяется при получении следующих деталей:
- Характеризующиеся низкой прочностью и испытывающие небольшие напряжения. В эту группу относят коленчатые валы, оси, цилиндры, обод, траверсы и другие.
- Различных крепежных элементов: болты, гайки и шпильки. Они обходятся дешево, но при этом не могут эксплуатироваться при изготовлении износостойких деталей.
При выборе этого сплава следует учитывать, что из-за достаточно высокой концентрации углерода существенно снижается степень свариваемости. Поэтому заготовки в большинстве случаев поставляются для механической обработки. Устойчивость к коррозии средняя, получаемые детали могут применяться в умеренно агрессивной среде. Часто получаемые болты применяются при возведении фундамента или создании других несущих конструкций.
Скачать ГОСТ 1050-2013
Аналоги сталь 35 обладают схожим химическим составом и свойствами, маркируются при применении стандартов ГОСТ. В других странах применяются свои стандарты. К примеру, в США аналоги получили название 1034, 1035, из Китая поставляют сплавы ML35 и ZG270-500. Более доступным предложением можно назвать металлы, которые производятся отечественными компаниями.
Плюсы и минусы
Достоинства и недостатки стали определяются ее механическими и технологическими характеристиками, ценой, сложностью производства. К главным достоинствам стали 35 относятся:
- способность переносить высокие ударные нагрузки, что позволяет использовать сталь 35 в производстве крепежей;
- сочетание невысокой пластичности с твердостью может быть недостатком в некоторых сферах применения стальных деталей, но в строительстве это качество с успехом применяется в жестких несущих конструкциях;
- отсутствие склонности к образованию трещин;
- доступная цена, обусловленная простотой производственного процесса и отсутствием дорогих легирующих добавок в составе;
- достаточно широкий температурный диапазон применения от -40 до +425С.
Недостатки стали 35 следующие:
- сфера применения сплава ограничена свариваемостью;
- сталь 35 неустойчива к коррозии, требует нанесения защитного покрытия для эксплуатации в агрессивных средах;
- при длительных механических нагрузках проявляется склонность к усталости.
Сварка средне- и высокоуглеродистых сталей
Конструкции из среднеуглеродистой стали могут быть хорошо сварены при непременном соблюдении правил сварки, а также следующих дополнительных указаний. В стыковых, угловых и тавровых соединениях следует при сборке соединяемых элементов сохранять между кромками зазоры, предусмотренные ГОСТ, чтобы сварочная поперечная усадка происходила более свободно и не вызывала кристаллизационных трещин. Кроме того, начиная с толщины стали 5 мм и более, в стыковых соединениях делают разделку кромок, и сварку ведут в несколько слоев. Сварочный ток понижают.
Сварка высокоуглеродистой стали
Сварка высокоуглеродистых сталей марок ВСт6, 45, 50 и 60 и литейных углеродистых сталей с содержанием углерода до 0,7 % еще более затруднительна. Эти стали применяют главным образом в литых деталях и при изготовлении инструмента. Сварка их возможна только с предварительным и сопутствующим подогревом до температуры 350-400 °С и последующей термообработкой в нагревательных печах. При сварке должны соблюдаться правила, предусмотренные для среднеуглеродистой стали, этот процесс мы рассмотрим ниже.
Технологии сварки высокоуглеродистых сталей
Хорошие результаты достигаются при сварке узкими валиками и небольшими участками с охлаждением каждого слоя. После окончания сварки обязательна термическая обработка.
Сварка среднеуглеродистой стали
Сварка среднеуглеродистой стали марок ВСт5, 30, 35 и 40, содержащей углерода 0,28-0,37 % и 0,27- 0,45%, более затруднена, так как с увеличением содержания углерода ухудшается свариваемость стали.
Зарубежные аналоги материала 35
| 31.12.80 |
| 31.12.82 |
| C35 |
| C35E |
| C35R |
| C38D |
| Cf35 |
| Ck35 |
| Cm35 |
| Cq35 |
| S35C |
| S38C |
| SWRCH35K |
| SWRCH38K |
| 2C35 |
| AF55 |
| C30E |
| C35 |
| C35E |
| C35RR |
| CC35 |
| RF36 |
| XC32 |
| XC35 |
| XC38 |
| XC38H1 |
| XC38H1TS |
| XC38H2FF |
| XC38TS |
| 080A32 |
| 080A35 |
| 080A5 |
| 080M36 |
| 1449-40CS |
| 40HS |
| C35 |
| C35E |
| C35 |
| C35E |
| C35EC |
| C36 |
| 1CD35 |
| C35 |
| C35E |
| C35R |
| C36 |
| C38 |
| C35-1 |
| C35-2 |
| C36 |
| C35E |
| C35k |
| F.113 |
| F.1130 |
| ML35 |
| ZG270-500 |
| Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Австрия | Австралия | Швейцария | Юж.Корея |
| SS | BDS | MSZ | PN | STAS | CSN | ONORM | AS | SNV | KS |
| 1550 | |||||||||
| 1572 |
| C35 |
| C35E |
| MC |
| D35 |
| OLC35AS |
| OLC35q |
| OLC35X |
| C35SW |
| Ck35S |
| Ck35 |
| SM38C |
Химический состав
Регламентировавший ранее состав и характеристики стали 35 ГОСТ 1050-88 заменен на другой стандарт. Особенности ее производства и обработки сегодня определяются ГОСТом 1050-2013. Расшифровка маркировки указывает на содержание в металле главного элемента – углерода – 0,35%. Доля других добавок также невелика:
- никеля – 0,25%;
- марганца – 0,5-0,8%;
- кремния – 0,17-0,37%;
- меди и хрома – до 0,25%;
- серы и фосфора – не более 0,3-0,35%;
- мышьяка – 0,08%.
Заменители стали 35 отличаются, в основном, массовой долей углерода:
Несмотря на эти отличия, свойства аналогов практически идентичны. Сплав имеет множество аналогов и за рубежом:
- 1034, 1038 – в Соединенных Штатах;
- 1.0501, С35, Сk35 – Германии;
- 1С35, RF36 – Франции;
- 080А32, 080А35 – Великобритании;
- С35 – Италии;
- С36 – Бельгии;
- 1572 – Швеции;
- 1.1181, С35Е – Евросоюзе;
- S35C, SWRCH35K – Японии;
- ML35 – Китае.
Номенклатура выпускаемой продукции регламентируется множеством стандартов и поставляется на рынок в виде:
- сортового проката;
- калиброванного и шлифованного прутка;
- толсто- и тонколистовой стали;
- серебрянки;
- ленты и полосы;
- проволоки;
- поковок;
- разнообразных труб.
Расшифровка и характеристики стали стали 35
Число 35 указывает на содержание углерода, который составляет 0.35% от сплава. Состояние стали по степени раскисления — спокойное. Количество добавок незначительное (не отражается в маркировке). По содержанию углерода сталь 35 относится к среднеуглеродистым сплавам, что характеризует ее как среднепрочную, текучую и пластичную. Повышение содержания углерода в стали приводит к изменению структуры, повышению твердости и прочности, но сопровождается снижением показателей пластичности и текучести.
Спокойная сталь это сплав с наименьшей концентрацией газов (кислорода, углекислого газа и азота) на момент затвердевания. Процедуру раскисления проводят на заключительных этапах производства стали с помощью раскислителей никеля и марганца. Раскислители вступают в реакцию и выводят растворенные газы, благодаря чему не образуются небольшие пузырьки и газовые раковины, металл получается однородным и прочным. Нераскисленная сталь называется кипящей, в маркировке кп. Частично раскисленная сталь называется полуспокойной, в маркировке пс.
Если никаких дополнительных обозначений в маркировке нет, значит, сталь по степени раскисления относится к спокойным.
Физические свойства
От химического состава зависят основные характеристики и применение стали 35.
Плотность металла с повышением температуры уменьшается. В диапазоне от 20 до 800 градусов она изменяется с 7826 до 7600 кг/м3. Одновременно увеличивается пластичность стали. Показатель плотности необходим при расчете величины нагрузки на несущие элементы конструкции.
С увеличением температуры изменяются и другие физические свойства материала:
- удельное электросопротивление – от 251 до 1156*109 Ом*м при 900 градусах;
- удельная теплоемкость – 469-699 Дж/кг*град;
- коэффициент линейного расширения – с 12 до 13,9 1/град;
- коэффициент теплопроводности уменьшается с 49 до 28 Вт/м*град;
- уменьшается и модуль упругости в интервале 20-400 градусов с 2,06*10-5 до 1,68*10-5 МПа.
Механические параметры
Твердость сплава равна 163 МПа. Показатель можно увеличить с помощью термической обработки. Чаще всего для этой цели используется режим нормализации, который упорядочивает структуру металла и увеличивает поверхностную твердость.
Механические свойства при Т=20oС материала 35
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Поковки | до 100 | 470 | 245 | 22 | 48 | 490 | Нормализация | |
| Поковки | 100 — 300 | 470 | 245 | 19 | 42 | 390 | Нормализация | |
| Поковки | 300 — 500 | 470 | 245 | 17 | 35 | 340 | Нормализация |
| Твердость материала 35 горячекатанного отожженного, | HB 10 -1 = 163 МПа |
| Твердость материала 35 после отжига, | HB 10 -1 = 207 МПа |
Технология и особенности сварки стали
В современной промышленности применяется самая разнообразная сталь для сварных конструкций. Она может быть нержавеющей и обычной, с высоким или низким содержанием углерода, жаростойкие и так далее. Для их сварки используют различные технологии, но наиболее проста сварка полуавтоматом или инвертором. В этой статье мы расскажем об особенностях популярных типов сталей и о том, как их варить.
Сварка инструментальной стали
Инструментальная сталь — тип стали, содержащий в своем составе менее 1% углерода. Такая сталь твердая и прочная, но не износостойкая, поэтому ее используют только при изготовлении инструментов. К тому же, она отличается невысокой закупочной ценой, что делает производство прибыльным.
Рекомендуется варить инструментальную сталь специальным электродом и с помощью инвертора. Электроды должны быть предназначены именно для работы с данным типом сталей. Мы рекомендуем стержни УОНИ-13/НЖ/20Х13 и сварочный инвертор средней ценовой категории. Будьте готовы к тому, что сварка инструментальной стали потребует от вас много сил и терпения. Это связано с низким содержанием углерода.
Сварка конструкционной стали
Конструкционная сталь используется куда чаще, чем инструментальная. Из нее изготавливают все: от мелких деталей до заводских станков. Именно к данной категории относится сварка 40х стали, стали 30хгса, стали 35хгса и прочих других марок.
Что из себя представляет конструкционная сталь? По составу это очень интересный металл. Он состоит из различных примесей, в частности фосфора и серы. Чем этих компонентов больше в составе, тем ненадежнее будет сталь, так что нужно следить за этим показателем. Конструкционная сталь может быть обыкновенной, качественной, высококачественной и особо высококачественной.
Как вы понимаете, последний тип конструкционной стали содержит минимум примесей, за счет чего удается получить по-настоящему качественный и прочный металл. Ну а в обычной конструкционной стали примесей больше всего, она считается самой недолговечной. Кстати, у этой классификации есть еще отдельные подгруппы (они отличаются по наличию в составе некоторых дополнительных химических компонентов). Но мы не будем подробно расписывать классификацию, чтобы не запутать вас.
Сварка легированной стали
Легированные стали одни из самых популярных. Их главная особенность — это состав. В него добавляют различные легирующие компоненты, благодаря которым стали можно придать желаемые свойства и характеристики. Проще говоря, за счет легирующих добавок появляется возможность подстроить состав под свои нужды.
При необходимости такую сталь можно сделать прочнее, долговечнее и лучше. Вы в прямом смысле можете изменить ее физико-химические свойства, просто добавив в состав легирующие элементы.
Еще несколько достоинств легированной стали: повышенная жаропрочность, устойчивость к коррозии (не на уровне нержавейки, конечно, но все же устойчивость высокая). Для сварки такого типа сталей можно применять дуговую сварку и электроды, в составе которых содержится фтор и кальций. Но мы рекомендуем газовую сварку. Она сложнее, но при этом позволяет получить лучшее качество соединения.
Технология газовой сварки, конечно, отличается от классической сварки полуавтоматом или инвертором. Здесь тепло образуется не за счет электрической дуги, а за счет сварочного пламени. Оно образуется в момент, когда горючий газ смешивается с кислородом и сгорает. Технология сварки углеродистых сталей с помощью газа требует сноровки и опыта. Но это не значит, что вы не можете экспериментировать. Потренируйтесь на ненужном куске металла перед тем, как выполнить основные работы.
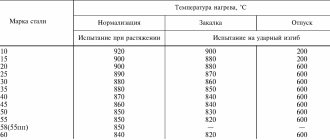
Как отпустить сталь самостоятельно
Для того чтобы отпустить сталь в домашних условиях с целью снятия внутреннего напряжения, ее марку знать необязательно — достаточно нагрева до температуры не выше 200 ºC и выдержки в этих условиях не менее часа. Если же планируется отпустить стальное изделие для снижения твердости и повышения вязкости, то для определения температурных режимов отпуска знание марки стали необходимо. На самом деле это не такая сложная задача, как может показаться. В учебниках по термообработке и на интернет-сайтах достаточно таблиц с перечнями изделий и марками стали, из которых они изготавливаются, а часто даже и с температурными режимами их закалки и отпуска (см. таблицу выше).
Для нагрева своей детали можно использовать практически любой источник тепла: от духовки кухонной плиты до газовой горелки или самодельного горна. Важным моментом является температура разогрева. В принципе, ее можно определить по цветовым таблицам побежалости, появляющейся на горячем металле, которые также легко найти в интернете.
Это старинный проверенный метод, известный еще с древних времен, но он требует некоторого опыта, т. к. его главные недостатки — это субъективность восприятия цвета и его зависимость от внешнего освещения. Для новичка лучшим решением будет использование терморегулятора плиты или обычного мультиметра с термопарой.
Приходилось ли кому-нибудь использовать мультиметр с термопарой для замера температуры отпуска? Насколько точен этот прибор и как соответствуют его показания цвету побежалости? Если кто-нибудь имеет такой опыт, напишите, пожалуйста, ваше мнение в комментариях.
Сварка низколегированной стали
Низколегированные (они же зачастую и низкоуглеродистые) стали — металлы, содержащие в своем составе крайне небольшое количество легирующих элементов (обычно, не более 2-3%). В большей степени состоят из железа, небольшого количества углерода и различных примесей.
К низколегированным сталям принято относить кремний, никель, вольфрам, алюминий, медь и многие другие металлы. Кстати, на нашем сайте мы посвятили несколько статей сварке алюминия и особенностям проведения работ. Мы также рассказывали о сварке меди. Прочтите эти статьи, чтобы войти в курс дела.
Низколегированная сталь способна выдерживать эксплуатационную температуру до 200 градусов по Цельсию, из нее изготавливают хирургические инструменты, инструменты для ювелиров и гравировщиков, а также бритв и лезвий. А если добавить в состав такой стали немного хрома, то можно получить очень прочный и долговечный металл. У вас появится возможность производить любые изделия.
Также новичков наверняка удивит, что низколегированную сталь относят к классу черных металлов и из нее часто изготавливают громоздкие сварные металлоконструкции. И несмотря на небольшое количество легирующих веществ в составе, удается получиться по-настоящему прочный металл. Это возможно благодаря положительным свойствам хрома, никеля и молибдена, которые существенно улучшают характеристики низколегированной стали. Также хром и никель улучшают антикоррозийные свойства низколегированных сталей.
Кроме того, при соблюдении технологии низколегированная сталь очень хорошо варится. Но здесь все же нужно учесть некоторые особенности, а их у данного типа стали немало. Без подготовки и теоретической базы у вас вообще вряд ли получится сварить низколегированную сталь. Самая частая проблема — перегрев сварочной зоны. Эта особенность наблюдается со многими марками низколегированных сталей. Также при сварке таких сталей наблюдается очень быстрое охлаждение сварочного соединения и металла в целом, что приводит к образованию мертенсита. Мертенсит — это твердая углеродистая структура, которая образуется на сварном шве при слишком быстром охлаждении. Это не всегда на руку.
Сварка низкоуглеродистых сталей выполняется с применением электродов, в составе которых содержится фтор и кальций. Рекомендует стержни с основным покрытием (например, покрытие Э42А или Э50А). Лучше всего себя зарекомендовали марки электродов УОНИ 13/45, МР-3, АНО-8, СМ-11. Вы также можете использовать другие стержни со схожими характеристиками.
Также можно выбрать полуавтоматическую или автоматическую сварку под флюсом с использованием полуавтомата и присадочной проволоки. Вместо флюса можно использовать углекислый газ или его смесь с аргоном. В таком случае качество шва будет заметно лучше, чем при использовании инвертора и электродов.
Возможен ли отпуск стали в условиях домашней мастерской
Домашнее использование данной технологии становится возможным, когда необходимо снять внутреннее напряжение металла. В данном случае марка стали не играет роли — нагрев необходимо производить до 200°С (не выше), и выдерживать в таких условиях до 1 часа. Если нужно снизить твердость и повысить вязкость, тогда важно знать марку стали (чтобы определить температурные режимы отпуска). Информацию подобного рода можно отыскать в интернете или в учебниках по термообработке, где представлены таблицы с марками стали, изделиями и температурными режимами закалки и отпуска стали.
В качестве источника тепла для нагрева детали может послужить самодельный горн, кухонная плита или газовая горелка. При этом температуру нагрева определяют по цветовым таблицам побежалости — минусом этого древнего метода является субъективность восприятия цвета и его зависимость от внешних источников освещения. Новичкам рекомендуется пользоваться терморегуляторами плиты или мультимером с термопарой.
Обычно домашний отпуск стали применяют в отношении ножей, вилок, металлических чашек, автомобильных деталей и др. При этом можно столкнуться некоторыми достаточно распространенными проблемами:
- Большинство домашних печей не могут выполнить нагрев до высоких температур. Поэтому в домашних условиях можно сделать только низкий или средний отпуск. Теоретически можно попытаться переоборудовать или «усилить» свою печь, чтобы повысить температуру нагрева, однако сделать это человеку без опыта будет сложно.
- Для проведения термической обработки необходимо использовать защитную среду (масло, щелочи, селитра). Но каждое вещество имеет свои температурные особенности. Простой пример: соединения на основе селитры могут взрываться при нагреве до высоких температур, что может быть опасно для жизни, здоровья домашнего металлурга.
- Выполнение отпуска без применения защитной среды может быть фатально для самого металла. Дело в том, что без использования защитной среды металл будет остывать быстро, что может повлиять на качестве стали (повышение хрупкости, образования изгибов, пластическая деформация, появление ржавчины).
- Также не стоит забывать о низкотемпературной хрупкости первого рода (от 250 до 300 градусов). В случае неправильного температурного режима из-за нее может серьезно пострадать качество металла вплоть до полного разрушения сплава.