To produce castings of various parts and their elements, modern foundries use semi-permanent and one-time casting molds. In accordance with the conditions of the foundry process technology, for the manufacture of such casting molds special casting mixtures are used, which are a combination of highly refractory substances (asbestos, fireclay) with sand and clay components. The components included in casting compositions can be of either natural or artificial origin (synthetic). As a result of mixing the components of molding sands in certain proportions, the finished compositions can have predetermined properties and have the required compliance, fire resistance, strength, moldability, gas permeability, and so on.
Types and composition of mixtures
The following requirements apply to molding sands for casting:
- mechanical strength;
- thermal conductivity;
- gas permeability;
- fire resistance;
- heat capacity.
Molding and core mixtures have the same properties. But higher demands are placed on the rods because the molten metal exerts more pressure on them.
Composition of various mixtures
Molding sands are divided into three types:
- united;
- facing;
- filler.
A single mixture is intended to fill the entire volume of the casting mold. It is fully used in machine molding when producing castings in large quantities. A large amount of previously unused materials is used for its preparation.
The facing mixture is designed to produce a mold layer in direct contact with the melt. Its thickness depends on the type of mixture and the severity of the casting and ranges from 20-100 mm. In order to supplement the remaining volume, a filler mixture is used.
The composition of the molding sand directly depends on the shape and method of its manufacture. The formation of sand-clay forms occurs in two ways, resulting in dry and wet forms. To make them pliable during formation, combustible fillers - peat or sawdust - are introduced into the mixture. In addition to clay and sand, the composition of the dried forms includes fasteners, crushed asbestos and stillage.
In addition to them, they are used:
- quickly curing;
- self-curing;
- hardening by chemical transformation;
- liquid glass compositions.
In quickly curing mixtures, liquid glass acts as a binder. If warm blowing is required to dry liquid glass, then in this case hardening occurs due to ferrochrome slag.
Classification of molding sands
Self-curing compounds are liquid in their initial state. Then surfactants and sand filler are introduced into them. This composition remains fluid for no more than 10 minutes. Therefore, they are prepared in the molding areas.
Chemically curing mixtures have a short lifespan. As a result, caustic soda is added to the mixture.
After formation, liquid glass varieties are dried by blowing with carbon dioxide. During the drying process, chemical reactions occur: the formation of silicic acid and sodium carbonate.
To make a rod, for example, first class, the mixture consists entirely of quartz and fasteners. To form large rods, 1/3 of the used and reconstituted composition is used.
The melting point of non-ferrous metals is much lower than that of steels and cast irons. Because of this, molding mixtures have less fire resistance. For casting bronze and copper alloys, molding compositions are prepared using class P clay sand. Fillers such as boric acid, sulfur, or fluoride are used to cast aluminum. They prevent active oxidation of the melt.
Molding sands
Molding materials are developed in previously explored quarries. The composition of molding sands and the requirements for them depend on the weight of the casting and the composition of the alloy being poured.
The main materials for the production of molding sands are used molding sand (burnt) and fresh additives - sand, clay, water and special additives.
, molding sands are divided into facing, filling and single. The front layer of the mold, which is in direct contact with the liquid metal, is made from a mixture with great strength and is prepared more carefully. This mixture is called facing. The rest of the mold is made from a different mixture - less high quality and cheaper. This mixture is called filler. In mass production, molds are usually made from a homogeneous mixture called uniform.
The compositions of molding sands are different for molds that are dried before pouring and for molds that are poured wet. Raw molds are made from molding mixtures containing a small amount of clay. Dry molds are made from molding mixtures containing large amounts of clay; Sometimes organic substances are added to these mixtures, which burn out during the drying period, and thereby help to increase the gas permeability of the form.
Recently, domestic factories have begun to use quick-hardening molding mixtures with the addition of cement or liquid glass. Forms made from a mixture with liquid glass are dried by passing carbon dioxide CO2 through the mold for 15-20 minutes.
Carbon dioxide combines with liquid glass to form silicic acid gel films, which strengthen the molding sand.
For steel casting, molding and core mixtures must have greater non-stick properties, gas permeability, strength and ductility than for other alloys. Molding mixtures are prepared from various highly refractory materials: pure quartz sand, refractory clay, chromium iron ore, etc. For copper alloys, molding materials are based on fine-grained sands. To obtain a clean and smooth surface of the castings, fuel oil is added to the molding mixture.
For magnesium alloys, molding mixtures are made with the addition of 0.25÷1.0% boric acid and 0.25÷3.0% sulfur (sulfur color) in powder or 6÷10% fluoride additives. Magnesium can react with water in the sand to form hydrogen, which can cause an explosion. Additions of sulfur and boric acid protect magnesium from oxidation and combination with water. When the mold is filled with metal, the sulfur burns, resulting in the formation of a protective layer of sulfur dioxide and sulfur vapor between the metal and the ground. When drying the molds and cores and when heating the mold while pouring the alloy, boric acid forms a glaze on the surface of the mold and cores with sand, which insulates the alloy from contact with the moisture of the molding sand. Sometimes, instead of sulfur powder, ammonium salts are added to the molding mixture. Sulfur, boric acid and binders are also added to the core mixtures.
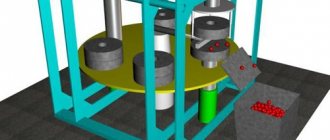
To prepare molding sands, most factories use semi-automatic and automatic installations (see Fig. 44
).
After filling the molds and cooling the castings, the molds 2 from the conveyor 1 are fed to the knockout grids 3, where the spent molding mixture is knocked out of the flask and falls onto the conveyor 4 located under the floor. This conveyor dumps the mixture onto a vibrating sieve, with the help of which pieces of rods are removed from the mixture.
The molding mixture that has passed through the sieve falls onto an inclined belt conveyor 5, which delivers it to the mixture preparation department. At the end of the conveyor belt 5 there is a magnetic pulley 6, with the help of which metal parts (that fall into the mixture during pouring of the mold) are separated from the waste mixture, and the cleaned mixture is poured onto the distribution belt 7 and into the hoppers 8. From the hopper, the waste mixture is poured using a dispenser 9 is poured in portions into mixing runners 10. Fresh molding materials are also poured into runners 10 and water is poured in, after which the mixture is mixed.
From the runners, the molding mixture is fed by an inclined belt conveyor 11 into the opener 12, located above the settling hopper 13. Then, after passing through the settling hopper, the mixture through the feeder 14 and conveyor 15 is fed into the second opener 16 and then distributed to the supply bins by a system of belt conveyors 17, 18 and 19 20, located above the molding machines 21. To pour the molding mixture from the hopper into the flask, press the shutter lever at the bottom of the hoppers 20.
Many factories began to use pneumatic transport to transfer molding materials and waste mixture. These mixtures are transported by air through pipes and do not pollute the atmosphere of the workshop with emitted dust.
Fig.44.
Automatic installation for preparing molding sand
Required Properties
To obtain a high-quality casting, you need a casting mold made from ingredients selected for casting a specific metal. The molding sand for casting must have a certain moisture content. At low humidity, the mold is prone to crumbling, which makes molding difficult.
Poor gas permeability provokes the formation of defects in the casting - gas pores and cavities. This is why coarse sand (more than 50%) is needed.
The properties of molding sands are characterized by hardness. It depends on the uniformity and degree of compaction. Compaction of the mold beyond the norm provokes the appearance of such defects as:
Casting in sand-clay mold
The high strength of the mold and core does not allow changing the geometry of the casting. To obtain it, special binding materials are used.
Preparation of mixtures
The process of preparing molding and core mixtures is carried out in three stages. The first stage is preparatory. Here the preparation of as yet unused materials takes place. Drying, crushing and subsequent sifting are carried out.
At the second stage, the spent composition is prepared. This allows you to save on materials. The process begins on the cooling drums. Knocking, crushing, cooling occurs.
Molding sands for casting are prepared at the third stage in mixers. Roller models are widely used. They are used to prepare such compounds as:
- united;
- core mixtures;
- facing;
- with additives:
- viscous;
- liquid;
- dusty.
For large production volumes, production is automated. Mechanization of processes is reflected in the reduction of production costs.
If you find an error, please select a piece of text and press Ctrl+Enter.
Art castings are very diverse in terms of complexity, weight and material from which they are made. Thus, in the production of the Kasli plant in the Urals alone you can find castings weighing from several grams to several tons, in dimensions from a centimeter to several meters, in wall thickness from a millimeter to tens of millimeters. Naturally, the requirements for the molds of such various castings are also not the same. For example, the strength of the wall of a statue weighing 5 tons cannot be equal to the strength of the wall of an openwork box or watch bracelet. Therefore, molding compounds are selected for each casting.
Facing mixture
comes into contact with the model and the casting. The facing mixture, which reproduces the imprint of the surface of the model, is the first to take on the temperature effects of the metal poured into the mold and must have good strength, ductility, fire resistance and gas permeability. Therefore, it contains, as a rule, more fresh molding materials and, as the most expensive, is used in the mold in small quantities (a layer of 20–30 mm on the surface of the model).
Filler mixture
consists mainly of recycled mixture with a small amount of fresh materials.
Molding mixtures during machine molding of architectural castings, due to the peculiarities of the technological process of molding, are used simultaneously as a facing and filling mixture and are called single mixtures
.
Read also: Homemade snow plow for walk-behind tractor
Natural,
or
natural, the mixtures
are clayey sands of grades P0063 and Zh005 with a clay content of 12 to 30%. Natural molding mixtures are widely used in the production of thin-walled openwork and cabinet cast iron and non-ferrous castings for molds poured raw and after drying. These mixtures have good plasticity and wet and dry strength.
Artificial
, or
synthetic, mixtures
are most common in the production of artistic and architectural castings. They are a mixture of sand and clay or several sands with more or less clay and waste mixture. Sands and working mixture are mixed in such proportions that the result is a molding mixture that has the necessary properties.
Molding sands for cast iron molds.
The composition of molding sands (Table 72) depends on the complexity of the configuration and surface of the castings, the thickness of their walls and the condition of the casting mold before pouring.
Composition and properties of molding sands for molds of cast iron artistic and architectural castings
| Castings | Special requirements for castings | State of the mold before pouring | Mixture | Mixture properties | Content of components in the mixture, wt. % | ||||
| Ultimate compressive strength, MPa | Gas permeability, conventional units | Humidity, % | Clay | Fresh Supplements | Recycle mixture | ||||
| Thin-walled openwork (boxes, vases, plates, etc.) | Increased surface cleanliness | Raw | United | 0,03–0,035 | 80–90 | 3–4 | 12–20 | 10–12 | Rest |
| Cabinet (table busts, figurines, etc.) | Surface cleanliness and softness (castings are annealed) | Dry | Facing | 0,085–0,09 | 19–21 | 9–10 | 25–30 | 60–70 | 30–40 |
| Filler | 0,055–0,06 | 20–25 | 6–8 | – | |||||
| Statuary (statues and monuments) | Surface cleanliness | Dry | Facing | 0,08–0,09 | 20–25 | 5–6 | |||
| Filler | 0,068–0,07 | 26–30 | 6–7 | 2,4 | 12,5 | 87,2 | |||
| Architectural (lattices, columns, balusters, bas-reliefs, etc.) | Surface cleanliness | Raw | Facing, fuel oil | 0,02–0,025 | 30–50 | 4–6 | 12–15 | ||
| Filler, bentonite emulsion | 0,02–0,03 | 66–70 | 4–6 | 10–12 |
Mixtures for forms of openwork castings that have a complex surface, a thin wall and a large number of gaps forming the openwork must ensure that a clear imprint of the complex surface of the model is obtained in the form and the strength of the smallest blanks that provide gaps in the casting. In addition, cast iron has a higher temperature when poured into a mold compared to non-ferrous alloys. Therefore, molding mixtures for molds filled with cast iron must have sufficient fire resistance.
An increase in cast iron pouring temperature leads to more intense gas release when the mold is heated - molding mixtures must have good gas permeability. Thus, molding mixtures for molds filled with cast iron, with sufficient strength, must be gas-permeable and fire-resistant.
Molding mixtures for casting molds made of non-ferrous alloys.
Brass, bronze and aluminum alloys used in the production of art casting have a lower pouring temperature and greater fluidity compared to cast iron. Therefore, in the manufacture of casting molds, it seems possible to use fine-grained molding mixtures, which give a clean and smooth casting surface.
Molding sands for wet poured molds
, are used in the manufacture of casting molds for thin-walled and openwork castings (bas-reliefs, openwork plates, vases, parts of figurines, etc.).
To obtain a good imprint in the mold, a complex surface of the model and the strength of small blanks that form gaps in the casting, the molding mixtures of such shapes must have good gas permeability, ductility and be strong enough. Therefore, when preparing mixtures, fine-grained sands with a high clay content are used (natural clay and enriched with clay additives as an independent component of the mixture).
Mixtures for wet-poured molds are also used in the manufacture of molds for architectural castings. In this case, the large mass of the casting and the size of the molds require the use of larger sands and additives that increase the fire resistance of the mixture in the molding mixtures.
Molding sand for molds poured after drying
. Casting molds for statues and busts are much more complex than conventional castings. For their production, as a rule, complex piece molding is used. In this case, the molder, when disassembling the mold to remove the model, deals not with half-molds fastened by the walls of the flask, but with parts of the mold in the form of compressed pieces of molding sand. Naturally, such forms must be made from more durable molding mixtures.
Mixtures for lump molding must withstand a pressure of at least 0.09 MPa on the surface of the mold. The gas permeability of such mixtures in their raw form is low (20–25 conventional units) due to the large amount of clay they contain. Therefore, molds made from these mixtures cannot be poured in their raw form, since the increased amount of steam and gas will not freely exit the mold through its walls. The gas permeability of molds made from fatty molding sands is improved by drying them. During the drying process, as a result of moisture evaporation and additives burning out, the porosity of the mold increases. The gas permeability of the mixture in the mold after drying increases to 60–70 conventional units.
One spent mixture is used as a mixture filler. They refresh it taking into account the presence in it of a significant amount of unburned pieces of molds filled from a fatty facing mixture.
Special molding mixtures.
In the production of artistic casting, there are often cases when the complexity of the casting requires the use of special methods for making a casting mold, the use of special molding mixtures.
Liquid molding compound
used in the molding of sculptural castings to apply a facing layer to the surface of the wax model and manufacture it in the form of a rod. The liquid mixture is applied to the surface of the model by splashing the model. When making a rod, the mixture is poured into the cavity of a plaster mold. The liquid mixture includes quartz sand, dusted quartz, cement and water. A suspension with an ethyl silicate binder is used to apply a layer to the surface of a lost wax model, which, after melting, forms an integral ceramic mold - a shell for casting.
The binder of the suspension is a hydrolyzed solution of ethyl silicate, the filler is pulverized quartz (marshallite) grades KP1, KP2, calcined at a temperature of 850–900 °C, with a specific surface area of at least 5 m 2 /g.
Sand-resin mixtures
used in the production of castings obtained in shell molds. The mixture contains quartz sand with grains less than 0.2 mm in size as a filler. A thermosetting resin is used as a binder. In order to save expensive resins, the shells of the half-molds are made in two layers. In these cases, sand-resin mixtures are divided into facing and filling. Facing ones are prepared with a higher resin content, fillers with a lower one.
Core mixtures
During the pouring process, molds are exposed to more severe conditions than molding ones, so they must be more durable, gas-permeable, pliable, fire-resistant, less hygroscopic, and have good knockout from the casting (Table 73).
Read also: Tabletop drilling machine 2m112 technical specifications
The main materials for preparing core mixtures, as well as for molding ones, are sand and clay. However, a large amount of clay, necessary to increase strength, impairs gas permeability, pliability, and knockout of the mixture, and increases its sticking to the walls of the casting. To improve the quality of the core mixture, fasteners are introduced into its composition instead of clay. These include various types of oils, dextrin, liquid glass and other special materials.
Core mixtures for cast iron artistic and architectural castings
| Castings | Mixture properties | Content of components in the mixture, wt. % | ||||||||
| Gas permeability, conventional units | Humidity, % | Tensile strength, MPa | Dry ingredients | Liquid compositions | ||||||
| when compressed | when stretched | Recycle mixture | sand | Clay | LST | Dextrin | Liquid glass | |||
| 2Q2O2016 | Zh201 | 1Т1О1016 | 1K1O101 | 3K3O302 | ||||||
| Cabinet (table busts, figurines and groups) | 3–4 | 0,018–0,03 | 0,2 | – | – | – | – | – | – | – |
| 6–7 | 0,02–0,03 | 0,2 | – | – | – | – | – | – | – | – |
| Architectural (columns, cabinets, decorative vases, etc.) | 5–6 | 0,03–0,035 | 0,07–0,15 | – | – | – | – | – | – | |
| 3–4 | 0,015–0,03 | 0,3–0,5 | – | – | – | – | – | 5–7 |
Sand-clay mixtures have sufficient strength in their raw form; they are used for cores of simple forms of artistic castings produced in the raw state. Sand-oil mixtures are used for cores of lump molds, which are poured after drying.
In the technological process of manufacturing rods, a significant part of the time is spent drying them. The complexity and duration of the rod drying process are completely eliminated or reduced to a minimum when liquid glass is used in rod mixtures as a binder (5–7%). Rods made from such mixtures harden in air without treatment, after blowing with carbon dioxide CO2. They are used in plastic and liquid states. Self-hardening mixtures (ZhSS, PSS) are more effective.
To improve pliability and gas permeability, chopped straw, sawdust, and peat are added to core sand-clay mixtures for large cores of statuary castings.
For small figurine cores, a facing mixture for lump molding is sometimes used instead of a special core mixture.
Mixtures for jewelry casting
For casting jewelry of complex configurations from copper alloys ( T
pl up to 1,100 °C) the so-called
ention process
using cristobalite-gypsum molds has become widespread. They use both imported molding materials (“K-90”, “Satincast”, “Supercast” - table 74, “Investright” - table 75) and domestic molding mass “Jewelry”. Imported molding mixtures have high chemical purity of components: 70–75% mixture of β-cristobalite and β-quartz; 25–30% high-strength α-gypsum CaSO4 1/2H2O. The particle size of cristobalite and gypsum powders in these mixtures does not exceed 100 microns.
Chemical composition of molding compounds for jewelry casting
| Molding compound | Chemical composition, wt. % | ||||
| B2O3 | CaO | SiO2 | FeO | Fe2O3 | |
| Supercast | 0,58 | 11,71 | 66,18 | 1,67 | 0,15 |
| 0,35 | 10,83 | 70,25 | 0,75 | 0,12 | |
| K-90 (Italy) | 0,83 | 9,5 | 74,31 | – | 0,03 |
Continuation of the table. 74
| Molding compound | Chemical composition, wt. % | ||||
| Al2O3 | MgO | K2O | Na2O | SO3 | |
| Supercast | 0,24 | 0,71 | – | 0,25 | 16,75 |
| 0,40 | 0,25 | 0,44 | 0,15 | 15,32 | |
| K-90 (Italy) | 0,01 | – | – | – | 13,52 |
Composition and properties of the “Investrite” mixture
| Options | Values |
| Water consumption for mixing 1 kg of mixture, cm 3 | 380–400 |
| Guaranteed time of fluid mobility of the mixture from the moment of water introduction, min, not less | 8–9 |
| Start of setting of the mixture, min | 14–20 |
| Tensile strength, MPa: | |
| for compression after 2 hours of exposure | 2,0 |
| after calcination | 1,1 |
| Maximum permissible temperature of the poured metal, K | 1 430 |
| Granulometric composition, mm | 0,02–0,09 |
| Chemical composition, wt. %: | |
| SiO2 | |
| CaSO4 | |
| amount of impurities | |
| X-ray diffraction data | a-quartz + a-cristobalite + semi-hydrous gypsum |
Imported molding compounds use cristobalite-containing raw materials from the San Cristobal deposit (Mexico) or an artificial product of amorphous silica fired at a temperature of 1,150–1,200 ° C, obtained by decomposition of natural minerals in an alkaline environment.
The main features of the modern process are the following technological operations:
1. The use of vacuum and vibration in the manufacture of aqueous suspensions and monoliths of casting molds to remove from them gas bubbles adsorbed by gypsum particles and the surface of wax models.
2. The use of technological additives that slow down the setting of gypsum and extend the fluidity period of molding suspensions:
3. The use of cristobalite gypsum as shrinkage compensators, the transformation of which occurs in the temperature range of 250–300 °C and is accompanied by a significant effect of volumetric expansion. The advantages of imported molding sands include the manufacturability of the operations of molding, knocking out and cleaning castings. The disadvantages are the high content of gypsum, which has a tendency to decompose at temperatures of 650 °C and above.
The K-90 mixture contains 25% gypsum, 35% quartz, 40% cristobalite. Boric acid, asbestos and sodium silicate are used in the same way as strengthening additives. However, during precision casting using wax models, when Na2SiO3·9H2O + H3BO3 is introduced into the molding material, a decrease in surface cleanliness is observed.
In our country, VNIIyuvelirprom has developed the “Jewelry” molding compound, consisting of dinas and gypsum. As a refractory filler, silica powder from ED grade silica is used, which, compared to other grades, has the lowest and limited content of CaO, Fe2O, and the highest amount of SiO2 - 96%. Molding mixtures made from dinas powder of ED fractions 0.08 mm, less than 0.08 mm and powder not sifted into fractions have similar values of fluidity and solidification period (Table 76).
Technological parameters of molding sands
from dinas powder of various dispersion
| Dinas powder particle size, mm | Fluidity of molding sand, mm | Hardening, min |
| Start | End | |
| 0,5 | ||
| 0,2 | ||
| 0,08 |
This page was last modified: 2016-07-14; Page copyright infringement
The temperature at which bronze melts depends on its composition. In order to independently cast products from this material, you need to equip your workplace with all the necessary equipment and strictly adhere to technological rules.
Foundry (molding and core) mixtures
Mixtures are used to make casting molds and cores . The main components are sands and clays , and the mixtures must meet special conditions (strength, fire resistance, gas permeability, plasticity, pliability, easy knockout), optimal thermal conductivity, minimal hygroscopicity, high durability. The components of the mixture must be cheap and have the ability to regenerate . Depending on the properties of the casting alloy used, the size and complexity of the forging, molding mixtures are selected. The base of the mixture is sand (SiO2 - quartzite), binders - clay, water, non-stick additives (coal, fuel oil), additives that increase gas emission (sawdust).
For the manufacture of one-time molds, sands are used (quartz, quartz-feldspar and clay), various binders (clay, liquid glass, organic and inorganic fasteners), non-stick (talc, graphite, coal), highly refractory (magnesite, chamotte, asbestos), some special (cast iron shot, caustic soda) and auxiliary (model powders, release agents, glue) molding materials.
Molding and core mixtures are obtained from molding materials by mixing them in a certain ratio
Molding mixtures are divided into facing, filling and uniform. The mixtures contain inorganic materials: quartz sand, refractory clay. From organic materials, sawdust and coal dust are added to them, which reduce the burning of the molding sand to the surface of the casting.
For small (up to 100 kg) and medium-sized (101-1000 kg) castings, a single mixture is most often used , which is completely recycled after each use.
For large castings from 1001 to 5000 kg, facing and filling mixtures are used. Facing mixtures are those that are directly adjacent to the surface of the casting. The mixture is prepared using fresh materials, forming a layer 20-50 mm thick in the mold. When pouring the mold, the facing mixture is in direct contact with the melt and, therefore, is in more severe conditions than the filling mixture. Therefore, the facing mixture must have high strength and fire resistance.
Filler is the mixture used to fill the mold after applying the facing layer to the surface of the model. The fill mixture typically consists of 90 to 98% recycled material and 10 to 2% fresh molding materials.
Filling mixtures coming after regeneration (processing of used molding sand) are used to make the rest of the mold. Filling mixtures must have sufficient gas permeability—the ability to allow gases to pass through them in a compacted state.
Molding and core mixtures are used to make foundry molds . Molding quartz sand of various grain sizes, foundry molding clays and auxiliary materials (fuel oil, graphite, talc, wood flour, etc.) are used as initial molding materials. Molding sands are a multicomponent combination of materials that meet the conditions of the technological process for manufacturing foundry molds. They are divided into mixtures for steel, cast iron and non-ferrous alloys . For the manufacture of castings, facing, filling and single mixtures are used .
The facing mixture is the mixture from which the working layer of the mold is made . The working layer is the layer in contact with the molten metal, and it is applied to the casting model in a layer 15 to 30 mm thick . Such a mixture contains from 50 to 90% fresh molding materials, and the remaining 50-10% is a recycled mixture prepared for reuse as an integral part of the molding sand.
A single mixture is called a mixture used simultaneously as a facing and filling mixture. This mixture consists of 85-90% recycled mixture and 15-10% fresh molding materials. A single mixture is used in the mechanized production of castings.
Core mixtures are a multicomponent combination of materials that meet the conditions of the technological process for manufacturing non-metallic casting cores.
Core mixtures for complex cores are prepared from quartz sand with the addition of various binding materials (drying oil, sulfite-alcohol stillage, synthetic resins, etc.). For simple large rods, quartz sand with the addition of clay is used. To prevent the rod from sticking to the casting, coal, graphite, fuel oil are added to the mixture, and sawdust and peat are added to ensure the pliability of the rods.
Liquid self-hardening mixtures are widely , which have the ability to flow after preparation and spontaneously harden and harden throughout the entire volume. Such mixtures are mobile within 8-12 minutes after preparation and harden 30-50 minutes after filling the core box. Molding and core mixtures must have sufficient strength, high gas permeability, plasticity, sufficient fire resistance and pliability, reduced gas-forming ability and other properties.
When preparing molding and core mixtures, quartz sands and molding clays are dried and sifted, metal splashes and core frames are removed from the spent mixture, the components are mixed in special mixers, followed by aging in settling tanks for uniform distribution of moisture and subsequent loosening.
Mixtures are used to make casting molds and cores . The main components are sands and clays , and the mixtures must meet special conditions (strength, fire resistance, gas permeability, plasticity, pliability, easy knockout), optimal thermal conductivity, minimal hygroscopicity, high durability. The components of the mixture must be cheap and have the ability to regenerate . Depending on the properties of the casting alloy used, the size and complexity of the forging, molding mixtures are selected. The base of the mixture is sand (SiO2 - quartzite), binders - clay, water, non-stick additives (coal, fuel oil), additives that increase gas emission (sawdust).
For the manufacture of one-time molds, sands are used (quartz, quartz-feldspar and clay), various binders (clay, liquid glass, organic and inorganic fasteners), non-stick (talc, graphite, coal), highly refractory (magnesite, chamotte, asbestos), some special (cast iron shot, caustic soda) and auxiliary (model powders, release agents, glue) molding materials.
Molding and core mixtures are obtained from molding materials by mixing them in a certain ratio
Molding mixtures are divided into facing, filling and uniform. The mixtures contain inorganic materials: quartz sand, refractory clay. From organic materials, sawdust and coal dust are added to them, which reduce the burning of the molding sand to the surface of the casting.
For small (up to 100 kg) and medium-sized (101-1000 kg) castings, a single mixture is most often used , which is completely recycled after each use.
For large castings from 1001 to 5000 kg, facing and filling mixtures are used. Facing mixtures are those that are directly adjacent to the surface of the casting. The mixture is prepared using fresh materials, forming a layer 20-50 mm thick in the mold. When pouring the mold, the facing mixture is in direct contact with the melt and, therefore, is in more severe conditions than the filling mixture. Therefore, the facing mixture must have high strength and fire resistance.
Filler is the mixture used to fill the mold after applying the facing layer to the surface of the model. The fill mixture typically consists of 90 to 98% recycled material and 10 to 2% fresh molding materials.
Filling mixtures coming after regeneration (processing of used molding sand) are used to make the rest of the mold. Filling mixtures must have sufficient gas permeability—the ability to allow gases to pass through them in a compacted state.
Molding and core mixtures are used to make foundry molds . Molding quartz sand of various grain sizes, foundry molding clays and auxiliary materials (fuel oil, graphite, talc, wood flour, etc.) are used as initial molding materials. Molding sands are a multicomponent combination of materials that meet the conditions of the technological process for manufacturing foundry molds. They are divided into mixtures for steel, cast iron and non-ferrous alloys . For the manufacture of castings, facing, filling and single mixtures are used .
The facing mixture is the mixture from which the working layer of the mold is made . The working layer is the layer in contact with the molten metal, and it is applied to the casting model in a layer 15 to 30 mm thick . Such a mixture contains from 50 to 90% fresh molding materials, and the remaining 50-10% is a recycled mixture prepared for reuse as an integral part of the molding sand.
A single mixture is called a mixture used simultaneously as a facing and filling mixture. This mixture consists of 85-90% recycled mixture and 15-10% fresh molding materials. A single mixture is used in the mechanized production of castings.
Core mixtures are a multicomponent combination of materials that meet the conditions of the technological process for manufacturing non-metallic casting cores.
Core mixtures for complex cores are prepared from quartz sand with the addition of various binding materials (drying oil, sulfite-alcohol stillage, synthetic resins, etc.). For simple large rods, quartz sand with the addition of clay is used. To prevent the rod from sticking to the casting, coal, graphite, fuel oil are added to the mixture, and sawdust and peat are added to ensure the pliability of the rods.
Liquid self-hardening mixtures are widely , which have the ability to flow after preparation and spontaneously harden and harden throughout the entire volume. Such mixtures are mobile within 8-12 minutes after preparation and harden 30-50 minutes after filling the core box. Molding and core mixtures must have sufficient strength, high gas permeability, plasticity, sufficient fire resistance and pliability, reduced gas-forming ability and other properties.
When preparing molding and core mixtures, quartz sands and molding clays are dried and sifted, metal splashes and core frames are removed from the spent mixture, the components are mixed in special mixers, followed by aging in settling tanks for uniform distribution of moisture and subsequent loosening.
Types of alloys
Bronze contains copper and alloying additives (beryllium, lead, aluminum, silicon and tin). All its alloys also contain components such as zinc, phosphorus, etc. In addition to bronze, the modern industrial industry is engaged in the production of other alloys from copper - constantan, copel, nickel silver, cupronickel, brass, etc.
The amount and type of alloying components in a bronze alloy determines its chemical and physical characteristics, as well as the color of the material.
Brands of bronze alloys, the melting point of which lies in the range from 930 to 1140 degrees Celsius, have their own markings. , bronze-based alloys
People learned to combine tin with copper to produce bronze a long time ago. Tin makes the material stronger and also reduces its melting temperature. A striking example of this type of alloy is bell bronze. It contains twenty percent tin and eighty percent copper. However, products made on the basis of bell bronze are characterized by high fragility.
Read also: Marking of emergency lighting fixtures
Tin-free bronzes, as the name suggests, do not contain tin. Such alloys today are classified into separate categories of bronzes:
- Beryllium is the strongest and has many characteristics superior to steel;
- Silicon-zinc - have increased resistance to abrasion (the advantage of such bronzes of this group is that when molten they have high fluidity);
- Based on aluminum and copper, they have high anti-corrosion protection and excellent anti-friction properties.
Currently, the most common bronzes are those containing tin. For the purposes of marking the material, regardless of the composition, the designation “Br” is used, after which the additives used and their content in the material are indicated. For example, you can decipher the bronze “BR OTSSNZ-7−4−2-. This tin alloy contains tin, zinc, lead and nickel. The numbers indicate their percentage in bronze. The composition of any brand of bronze may contain other elements having the following designations:
- A - aluminum alloys;
- B - beryllium-based alloys;
- F - ordinary iron;
- K - silicon element;
- Mts - ordinary manganese;
- F - phosphorus.
Casting at home
To independently cast bronze products at home, it is necessary to provide suitable conditions. The most important points are effective ventilation in the room and reliable fire safety measures. If you need to make small bronze products, then the work can be done in a small room. For larger structures, it is better to use a garage or workshop. It is worth noting that the flooring in the workroom must be made of some kind of non-combustible material.
In order to melt bronze, it is impossible to do without a special muffle furnace. It would be great if the equipment had a built-in heating temperature controller. If you do not have the opportunity to use such a stove, then at home you can use an ordinary forge.
In addition to a furnace that can melt a metal alloy, for casting bronze products you will need:
- Crucible - a cast iron or steel container with a spout (for pouring material into molds and melting);
- Special tongs with which the crucible will be removed from the muffle furnace;
- Hook;
- Casting mold;
- Coal from wood that will act as fuel (when using a smelting forge).
So, the casting procedure is carried out according to the following scheme:
- A metal alloy that needs to be melted, crushed and placed in a crucible.
- The crucible is placed in a furnace and heated to the required temperature.
- After the metal alloy is melted in the crucible, it is heated in the furnace for another four to five minutes. This is necessary for the purpose of making the material as fluid as possible and filling the entire casting mold.
- The crucible, which contains the molten metal alloy, is removed from the furnace using tongs and a hook.
- The liquid metal is cast into a mold through a special hole. When performing this procedure, it is necessary to ensure that the stream is not intermittent or too thin.
The casting mold must be properly prepared in advance by properly calcining it inside the furnace. To do this, the oven must be brought to a temperature of 600 degrees and only after that the mold should be placed in it. Next, the temperature must be increased to 900 degrees and the mold must be kept in the oven for two to four hours. The larger the mold, the longer it needs to be kept in a heated oven.
Filling Features
If a molten metal alloy is cast into a large mold, then its mass will be sufficient to displace the accumulated air. If small molds are used for casting, then you should resort to special technological methods.
In this case, the forms are placed in centrifuges that operate either electrically or manually. During the rotation process, centrifugal energy is generated, ensuring uniform distribution of the metal alloy over the inner surface of the mold. However, this technology is only effective in a situation where the metal alloy is still liquid and not frozen.
After the casting is completed and the material has cooled, the product is removed using ordinary devices (tweezers and a hook). It must be remembered that the surface of recently removed structures cannot boast of a high level of quality, so they need to be subjected to special mechanical processing.
Manufacturing of casting molds
The level of quality of the resulting products is also influenced by the correctness of the casting mold, which allows the product to be endowed with the necessary geometric parameters and configuration. To create molds, a special tool is often used - a flask. The flask, the dimensions of which should be approximately one and a half times larger than the dimensions of the finished structure, includes a lower drawer and an upper frame.
The parts of the device can be connected to each other using side clamps.
The composition of the standard molding mixture includes:
- Clay;
- Fine sand;
- Stone dust.
When these components are mixed, a homogeneous mixture is obtained. To make a mold, you also cannot do without a model made of wood or other fairly soft material.
The production of the molding structure itself is carried out as follows.
- The molding mixture is placed inside the bottom drawer of the flask, which needs to be tamped down a little.
- The model is placed in the prepared composition, which must be coated in advance with powdered graphite or talc.
- The upper frame is attached to the bottom of the flask, after which it is filled with molding solution. Before backfilling, you need to make a hole for the future sprue. To do this, you can use a special conical plug.
- After the molding mixture has been compacted, the mold must be divided in two. To do this, you can use any sharp device.
- The final stage involves eliminating defects and leveling out unevenness.
The made form must be dried, only then can it be used.
Machine molding mixtures
Machine molding uses mainly sand-clay mixtures.
Uniform molding sands . When producing small and thin-walled castings in mass and large-scale production, uniform mixtures are used to fill the entire volume of the mold. A single mixture is prepared from a recycled (recycled, embossed from melt-filled molds) mixture with the addition of fresh materials (quartz sand and fire clay). Replacing kaolinite refractory clay with bentonite clay dramatically improves the quality of castings. Coal dust (0.5-1.5%), wood pitch (up to 1%), sulfite stillage (up to 2%), etc. are added to the composition of a single mixture as non-stick and strengthening additives.
In table 7 shows typical compositions of uniform molding sands, which make it possible to obtain high-quality castings weighing up to 1000 kg with large surfaces in raw molds without painting them. These mixtures have increased technological properties (flowability, formability, plasticity, compactability and non-stickness), which is determined by the presence of special additives in them (fire - waste from flax production, asbestos chips, wood pitch, bitumen, GTP fasteners, KO, etc.).
Table 7. Uniform molding sands
| Name of components | Component content in weight percent | |
| mixture No. 1 | mixture No. 2 | |
| Recycle mixture | 89,2—94,7 | 89,7—95,6 |
| Quartz sand (KO2B—KO315) | 4,0—8,0 | 4,3—7,8 |
| Montmorillonite clay | 0,4—0,8 | 0,5—1,0 |
| Asbestos chips 6th grade | 0,5—1,0 | — |
| Flax tows (kostra) | — | 0,5—1,5 |
| Wood pitch or bitumen | 0,4—1,0 | — |
| Fastener GTF or KO | — | 0,25-0,5 |
| Soda Ash | 3% of bentonite clay content | 3% of bentonite clay content |
| Contact Petrov | — | 0,01 |
| Water | 5,5—6,5 | 5,5—6,5 |
| Indicators of physical and mechanical properties | ||
| Compressive strength, kgf/cm2 | 0,75—0,85 | 0,65-0,75 |
| Tensile strength in wet condition, kgf/cm2 | 0,045—0,07 | 0,045—0,07 |
| Tensile strength in the moisture condensation zone, kgf/cm2 | 0,018—0,024 | 0,018—0,024 |
| Hydrogen index, pH | 8,0—9,5 | 8,0—9,5 |
| Gas permeability, .% | 100 | 100 |
| Humidity, % | 4,5—5,5 | 4,5-5,5 |
When obtaining larger and more important castings, molding is carried out using two mixtures - facing (applied directly to the model plate with a layer 15-30 mm thick) and filler (poured over the facing mixture and forms the basis of the mold).
Facing molding mixtures differ from unified ones in the increased content of fresh materials (sand and clay), coal (up to 10%) and strengthening additives, such as sulfite stillage (1-2%), wood pitch (2-3%), binders - fasteners SP, KB, SB, etc. VNIILitmash has developed standard compositions of molding sands intended for compaction by shaking and pressing at normal (2-2.5 kgf/cm2) pressure. Typical mixtures are developed taking into account the technology, mass and wall thickness of the castings based on actual material obtained from various factories, as well as the results of research. To reduce the number of mixtures, the recipes are compiled taking into account the interchangeability of the initial molding materials. In table 8 shows typical compositions of facing mixtures for cast iron castings.
Table 8. Finishing molding mixtures for cast iron castings
| Mixtures | Casting | Typical* mixture composition, weight % | Physical and mechanical properties | ||||||||
| Weight, kg | Wall thickness, mm | Clay content | Grain composition | Recycle mixture | Fresh materials | Coal | Wood sawdust | Humidity, | Gas permeability | Compressive strength, kgf/cm | |
| For wet molding | Up to 20 | To 10 | 8—10 | 01 A, | 78-59 | 20-38 | 2—3 | 4,5—5,5 | 25—35 | 0,30—0,50 | |
| More than 10 | 016A | — | 30—50 | ||||||||
| 20—200 | Up to 25 | 7—10 | 016A, | 75—45 | 22—51 | 3—4 | 4,0—5,5 | 40—60 | 0,30—0,50 | ||
| More than 25 | 8—10 | 02 B | 21—50 | 4—5 | — | 50—70 | |||||
| 200—1000 | Up to 40 | 9-11 | 02 B | 70—40 | 26—55 | 4—5 | 4,5—6,0 | 60—80 | 0,40—0,60 | ||
| More than 40 | 10—12 | 02A, 0315B | 25—52 | 5—8 | — | 4,5—6,5 | 70—100 | 0,45—0,70 | |||
| 1000—5000 | Up to 40 | 11—13 | 02A, | 60—40 | 34-52 | 6—8 | 5,0-7,0 | 100—200 | 0,50—0,80 | ||
| More than 40 | 12—14 | 0315B, 04A | f. | 100—130 | 0,60—0,80 | ||||||
| For dry forming | Up to 100 | — | 12—14 | 02A, 0315A | 70—40 | 25-57 | — | 0,3 | 6,0—7,0 | 60—80 | 0,50—0,80 |
| More than 100 | — | 12—16 | 0315B, 04A | 60—35 | 37—62 | — | 0,3 | 6,0—8,0 | 80—100 | 0,50—0,80 | |
| 'Until 2000 | Up to 30 | 12—14 | 0315B, 04A | 60—50 | 28—40 | — | 10—12 | 7,0—8,0 | 70 | 0,50—0,65 | |
| 2000—15000 | > 50 | 14—16 | 04A, 0315B | 50—40 | 38-50 | — | 10-12 | 7,0—8,0 | 70 | 0,65—0,80 | |
* Standard mixtures are understood as mixtures that do not have a strictly defined composition. They are recommended as a basis for developing mixture recipes for the production of specific groups and individual castings directly at the enterprise.
Filling molding sands . The basis of the compositions of filler mixtures (Table 9) is the recycled recycled mixture knocked out of the flasks (used). As a refreshing additive, fresh sand and clay or semi-fat sand (grade P according to GOST 2138-56) containing 10-20% clay are introduced into them.
Table 9. Filling molding mixtures,
| Types of castings | Molding mixtures | Mixture composition, % (by volume) | Physical and mechanical properties of the mixture | ||||
| Recycle mixture | Refreshing supplement | Wood sawdust | Humidity, % | Gas permeability (not less) | Compressive strength in wet condition, kgf cm * | ||
| Cast iron | raw | 97 | 3 | — | 5,0—5,5 | 60 | 0,25—0,35 |
| dry | 95 | 5 | — | 6,0—7,0 | 80 | 0,35—0,45 | |
| Steel | raw | 97—95 | 3—5 | — | 5,0—5,5 | 90 | 0,30—0,40 |
| dry | 75 45 | 5 5 | 20 50 | 6,0—7,0 7,0—8,0 | — — | 0,25—0,35 0,35—0,45 | |
| Bronze and brass | raw | 97 | 3 | — | 5,0—5,5 | 30 | 0,30—0,45 |
| dry | 95 | 5 | — | 6,0—7,0 | 30 | 0,35—0,50 | |
| Aluminum | raw | 97 | 3 | — | 4,5—5,0 | 50 | 0,30—0,40 |
| dry | 96 | 4 | — | 6,0—7,0 | 50 | 0,35—0,45 | |
Mixtures for high-speed mold manufacturing technology . High-speed technology allows you to abandon the use of uneconomical dry casting molds. Taking into account the binder materials used, three types of mixtures are used in high-speed technology: quick-hardening with SP, SB and KT fasteners, the strengthening of which is carried out by drying the working layer of the mold for 20-180 minutes; with liquid glass, the chemical hardening of which is carried out by blowing the working layer of the mold with carbon dioxide or heat treatment; self-hardening mixtures.
Casting technology using dried molds is used to produce iron and steel castings weighing up to 8 tons, which are subject to increased requirements for accuracy and surface roughness (for example, lathe beds, control plates, etc.). Facing mixtures for dried forms contain 2-4.5% fast-hardening binders SP, SB and KT, 30-50% working mixture, 40-60% quartz sand and 3-5% refractory clay. To obtain cast iron castings with a clean surface, coal, fuel oil and sawdust are added to such mixtures, and pulverized quartz is added to mixtures for steel casting.
Mixtures with liquid glass are used in single and small-scale production of castings from cast iron, steel and non-ferrous alloys weighing from several kilograms to 170 tons. Their main advantage is the ability to quickly (within 1-5 minutes) harden when treated with carbon dioxide. In the compositions of liquid glass mixtures (Table 10). To ensure that the mixture retains its plastic properties (formability) for a longer time, caustic soda is added, and to reduce the adhesion of the mixture to the models, fuel oil is added. When producing cast iron castings, it is recommended to introduce pulverized coal of the PZh grade as a non-stick agent, and pulverized quartz into the mixture for steel casting.
Table 10. Facing quick-hardening liquid glass mixtures for castings made of cast iron, steel and non-ferrous alloys
| Purpose of the mixture | Mixture composition, weight, % | Physico-mechanical properties of molds | |||||||||||
| Recycle mixture | Quartz sand | Dust quartz | Kaolinite clay | over 100% | Gas permeability (not lower) | Strength, kgf/cm2 | Humidity, % | ||||||
| Liquid glass | Sodium hydroxide solution | Coal | Fuel oil | for compression when wet | tensile strength in dry condition | tensile strength after purging (not less) | |||||||
| For small cast iron castings (non-stick mixture) | 30—50 | 47—65 | — | 3-5 | 4—6 | 1,0—1,5 | 4—6 | 0,5 | 80 | 0,22—0,3 | 5 | 2 | 3—4 |
| For steel castings with increased requirements for surface roughness | — | 80—89 | 10—15 | 1—4 | 4—6 | 1—1,5 | — | 0,5 | 70 | 0,2—0,4 | 6 | 2 | 3-4,5 |
| For steel and cast iron castings | 20—30 | 67—74 | — | 3-5 | 4—6 | 1,5 | — | 0,5 | 80 | 0,20—0,35 | 6 | ‘ 2 | 3-4 |
| For castings from non-ferrous alloys | 30—50 | 47—65 | — | 3—5 | 4—6 | 1,0-1,5 | — | 0,5 | 50 | 0,2—0,4 | 6 | 2 | 3-4 |
Previously used compositions of quick-hardening mixtures were distinguished by high (up to 15 kgf/cm2) tensile strength in the hardened state, which was determined by a large (up to 7.5%) amount of liquid glass introduced into them. Currently, when producing steel castings with a wall thickness of 10-600 mm and a weight of up to 35 tons, mixtures with a reduced content of liquid glass of 3.2-4.0% are used, which are more technologically advanced - less prone to drying out, stick less to models, and can transported by belt conveyors at a distance of up to 130 m. These properties are improved by adding 3% table salt to the mixture, which reduces crumbling, increases the strength and survivability (up to 10 days) of the mixture.
Self-hardening mixtures were first developed in the USSR. Their feature is chemical hardening in air without additional heat treatment or blowing the molds with carbon dioxide. Two types of self-hardening mixtures are used - plastic and liquid.
Plastic bulk self-hardening mixtures (PSS) are used for machine molding. They consist of fresh quartz sand, part of which is replaced with regenerator, a small amount of molding clay and liquid soda glass. As additives, a solution of caustic soda (to increase survivability), coal dust (to improve knockout) and a hardener—ferrochrome production slag—are introduced into the PSS. The survivability of the plastic mixture depends on the content and modulus of liquid glass, as well as the amount of hardener introduced into it (it is introduced in an amount of 1.0-4.6%). According to the Moscow experience, it is 5-15 minutes. Considering the ability of PSS to rapidly chemically harden in air, they are produced at the molding site in a strictly limited volume. To simplify the technology for producing the mixture, its base is prepared in the mixture preparation department, and the hardener or liquid glass is introduced into the mixer located in the molding area.
Liquid self-hardening mixtures (LSMs) differ from lamellar mixtures by the presence of a surfactant, which, when stirred, forms a stable foam at the boundaries of the filler grains, which transforms the mixture into a liquid state and causes an increase in the volume of the mixture by approximately 20%. LSS is prepared in special installations located directly in the molding department. The hardening speed of the mixture poured into the flask is 30-60 minutes, which is determined by the need to carry out the foam damping process, which increases the density and strength of the mold. When using liquid mixtures, the operation of filling the mixture in a flask is eliminated, which simplifies the molding technology and creates favorable conditions for the automation of production processes.
Casting technology
In order to make a complex structure or a high-quality part, you can use another method, which involves using a model made of fusible materials. In such a situation, you can use paraffin or wax to make a casting mold. This model is simply melted and placed in boiling water.
To ensure the accuracy of the geometric characteristics and shapes of the model, you can use the finished product. Using it, a plaster mold is obtained, which will be used to cast an exact copy.