Cold stamping (CS) is considered the most advanced metal forming technique. Its qualified application makes it possible to obtain products of various shapes and sizes. What is important is that products made using this technology are distinguished by the accuracy of their geometric parameters and the high quality of the formed surface, and therefore do not require further refinement. The cold stamping process can be easily automated, which makes it possible to manufacture products using it with high productivity.
These parts were produced by cold stamping
We will advise you on any questions!
Have a question?
Our services
The production of metal parts using cold stamping occupies a large part in materials processing technology and is often used in various branches of industrial production. The method is based on plastic deformation of surfaces without additional preheating. The use of special equipment in the form of stamps makes it possible to obtain parts of almost any shape and size.
- hot. Involves preheating of workpieces;
- cold. The workpieces are not heated before stamping.
Hot stamping is used for materials that do not have high ductility. This processing method is most often used in the production of workpieces in small batches from metal sheets having a thickness of 5 mm. When manufacturing parts, it becomes necessary to apply large tolerances. When they cool, warping and other negative processes occur that affect the size of the future workpiece.
When performing cold stamping, special equipment is used. During processing, the material is further strengthened, but its plasticity is lost. To prevent increased fragility of finished products, they are additionally subjected to recrystallization annealing.
Subtleties of technology
Stamping, or stamping, as this technological operation is often called, is a process in which a metal workpiece undergoes plastic deformation under pressure. As a result of such an impact, for which special equipment is used, a finished product of the required size and shape is formed from the workpiece. Deformation of a metal workpiece can be carried out with its preheating, then this process is called hot stamping. If there is no preliminary thermal effect on the workpiece, then cold stamping of the metal is performed.
Classification of basic stamping operations
When performing cold metal stamping, special technological equipment is used. In this case, the metal from which the workpiece is made is subjected to additional hardening. Meanwhile, when cold stamping of metal is performed, its ductility deteriorates. Increasing the strength of the workpiece during cold stamping leads to an increase in the fragility of the metal, which is a rather negative factor. To avoid this, between the technological operations that comprise cold stamping of parts, the workpiece is heat treated—recrystallization annealing. In finished products that were subjected to such heat treatment during the production process, the parameters of strength and ductility are optimally combined.
Features of cold stamping technology
Cold stamping technology involves processing workpieces by changing their shape and size, but maintaining other geometric characteristics.
Strips, tape or sheets obtained from alloyed low-carbon steels are used as raw materials to obtain the necessary products. Alloys of aluminum, copper, brass, magnesium, titanium or other highly plastic compounds can be used. This is due to the fact that such materials are easily deformed.
List of operations performed during stamping
During the process of cold metal stamping, various operations are performed that help give the product the required characteristics. They can be separative and shape-changing. In the first case, the surface of the material is partially separated along the specified contour. Separation operations include:
- cutting Separating part of the workpiece along a straight or figured line using a press in the form of scissors;
- punching Performed to create a hole of the required shape and size in a part;
- cutting down The finished part looks like a closed contour.
Classification of basic stamping operations
Form-changing operations during stamping involve changing the shape or size of a sheet metal workpiece by moving its parts in a certain way. In this case, physical destruction of the part does not occur. The most common form-changing operations include:
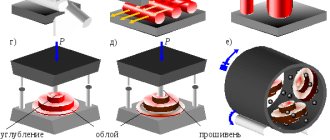
- hood. Refers to volumetric stamping, with the help of which hollow parts of various shapes are produced (cone, cylinder, hemisphere, cube);
- flexible. With the help of such stamping, the bend of the sheet material is given almost any shape;
- relief molding. Implies local changes while maintaining the configuration of the workpiece itself;
- cold landing. Allows you to obtain a part of the required length with an increase in its diameter.
It is possible to stamp using a combined method, which involves dividing and shaping the part.
Additional operations performed during the stamping process
Annealing steel for stamping
In the process of cold stamping of metal, it can be subjected to some auxiliary operations that make it possible to improve the performance qualities of the resulting products. These include annealing and etching. With their help, mechanical characteristics are improved and the service life of parts is increased.
To improve the wear resistance of the metal, it is treated with special protective coatings.
During die stamping, a list of operations is performed to improve the mechanical characteristics of metal products:
- preliminary heat treatment of metal to reduce its strength;
- preparing the surface for major work;
- direct metal processing.
Types of cold stamping
In order to change the original geometric parameters of a metal sheet in several directions, cold die stamping is used. In order not to increase the resistance of the metal and, accordingly, not to reduce its fluidity, such a technological operation is performed at a temperature that does not exceed forging.
Cutting out washers is the simplest example of cold stamping
Using this technology, which requires the use of special equipment, products are manufactured with increased precision, without such defects as hot cracks, scratches, burrs and risks, areas subject to metal shrinkage. However, due to the fact that the stamping press used to perform volumetric stamping is forced to overcome the enormous resistance of unheated metal, it is problematic to obtain parts of complex configurations with its help. In such cases, it is better to use hot rather than cold stamping.
Another type of metal forming, during which the workpieces are not preheated, is cold sheet stamping. When performing processing using this method, the workpiece can be a sheet, tape or strip made of metal. The thickness of the walls of the workpiece when using this technology practically does not change, and spatial products can only be obtained from ductile metals.
Cold stamping equipment
Cold stamping of metal is carried out using special equipment. To process parts, a stamping press is used, which can be mechanical (eccentric, with a crank mechanism) or hydraulic.
Features of the design and operation of a crank-type press
General view of the crank press
Sheet stamping, which involves cutting, drawing, and punching metal, is carried out on crank-type presses. It has an electric drive.
The main operating element of the press is the crank shaft. It moves by transmitting rotation from the flywheel of the electric motor through a gear mechanism. As a result, the crank slider performs a reciprocating action, which initiates stamping.
The main components of the crank press are made of high-strength steel. They are further strengthened, which gives the equipment increased rigidity.
Hydraulic press device
Hydraulic presses are primarily used for volumetric stamping using the punching method.
Hydraulic press device
The operating principle of such equipment is quite simple:
- the operation of the press is ensured by the pressure of the liquid, which is placed in two special containers with pistons;
- the tanks are connected to each other using a tube;
- the pressure that arises during the movement of liquid through the press containers is transferred to the slide;
- Due to the displacement of the slider, cold stamping is carried out.
Content
Introduction Section One Cold Sheet Forming Technology
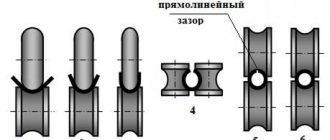
Chapter I. Separating operations 1. Sheet metal cutting with scissors 2. Sheet metal cutting force with scissors 3. Sheet metal cutting with dies 4. Cutting force during cutting and punching 5. Clearances between the die and the punch 6. Finish cutting, punching and cutting off 7. Cleaning stamping 8. Cutting with rubber and polyurethane 9. Trimming hollow parts
Chapter II. Bending 10. The process of bending sheet metal 11. Neutral layer 12. The magnitude of deformations and the minimum permissible bending radii 13. Determination of the dimensions of workpieces during bending 14. Elastic springing during bending 15. Tensile bending 16. Bending moments and bending forces 17. Structural and technological bending elements 18. Bending of pipes and thin-walled profiles
Chapter III. Drawing 19. The process of drawing sheet metal 20. Determination of the size and shape of workpieces during drawing 21. Technological calculations during drawing and construction of the technological process 22. Determination of drawing and clamping forces 23. Work and speed of drawing 24. Radiuses of curvature and clearances during drawing 25. Lubrication during drawing 26. Hardening of metal and annealing during drawing 27. Special methods of drawing 28. Drawing of refractory metals and alloys
Chapter IV. Sheet forming 29. Relief forming 30. Flanging 31. Stretching (expansion) 32. Swaging 33. Straightening and embossing 34. Cold extrusion of sheet metal
Chapter V. Stamping of non-metallic materials 35. The main types of non-metallic materials used in cold stamping 36. Reacting and cutting parts from non-metallic materials 37. Bending of non-metallic materials 38. Drawing and forming of non-metallic materials
Chapter VI. Special types of sheet metal forming 39. Pulse high-speed stamping methods 40. Profiling of strip and sheet metal 41. Rotary extrusion (pressing and rolling processes) 42. Rolling and bending operations
Section two Fundamentals of the development of technological processes for cold sheet stamping
Chapter I. Manufacturability of sheet stamped parts 1. Technological requirements for the design of stamped parts 2. methods for improving the technological quality of sheet stamped parts and ways to save metal
Chapter II. Development of technological processes for cold sheet stamping 3. Contents and order of development of technological processes 4. Cutting of material and size of jumpers 5. Fundamentals of constructing technological processes for cold sheet stamping 6. Technological processes and dies used in small-scale production 7. Accuracy of stamped sheet parts
Chapter III. Selection of press equipment 8. Basic principles and parameters for selecting a press 9. Adjustment of presses and closed height of the press 10. Equipping presses with pneumatic cushions and buffers 11. Modern types of presses for sheet metal stamping 12. Layout and maintenance of the workplace
Section three Typical designs of dies, their assemblies and parts
Chapter I. Tile diagrams of dies 1. Technological types of dies 2. Structural and operational types of dies
Chapter II. Typical units and parts of dies 3. Typical parts of dies 4. Typical structural units and parts of dies 5. Typical technological units and parts of dies 6. Manufacturing accuracy and cleanliness of processing of parts of dies 7. Materials for parts of dies 8. Plastic dies 9. Durability of dies
Chapter III. Typical designs of cold sheet stamping dies 10. Typical designs of separation dies (simple, sequential and combined action) 11. Typical designs of forming dies (bending, drawing, combined)
Chapter IV. Design and calculations of dies for strength and rigidity 12. Procedure and stages of design 13. Manufacturability of the design of assemblies and parts of dies 14. Determination of the center of pressure of the die 15. Calculations of dies parts for strength and rigidity 16. Closed height of the die and press
Section four
Mechanization and automation of cold sheet stamping processes
Chapter I. Methods of automation and mechanization of sheet metal stamping production 1. Basic methods of automation 2. Integrated mechanization and automation
Chapter II. Devices for mechanization and automation of stamping 3. Mechanization and automation of supply of material and workpieces 4. Mechanization and automation of removal of parts and waste 5. Automation of counting, stacking and weighing of stamped parts 6. Automation of control, blocking and control of the stamping process 7. Automatic stamping lines
Section five
Main materials used in cold sheet stamping
Chapter I. Mechanical and technological properties of sheet materials 1. Mechanical properties revealed by tensile testing of sheet metals 2. Anisotropy of sheet metals 3. Technological properties and testing of sheet metals 4. Instructions for the technological use of sheet materials
Chapter II. Characteristics of sheet materials 5. Basic materials used in cold sheet stamping 6. Mechanical properties of basic sheet metals
Literature collection
Subject index
How are dies made for cold stamping?
Cold sheet stamping technology
A stamp is a specific type of equipment that is actively used in the sheet stamping process. It directly affects the material, deforming it. After processing, the metal acquires the same shape as that characteristic of the working part of the stamp. This tool is installed on special hammers and presses that drive it.
The stamp consists of two parts - a matrix and a punch. The last element is fixed on a special slider, due to which the tool moves. Metal deformation occurs at the moment the punch is pressed against the matrix.
Stages of production of cold stamping dies
High demands are placed on the process of creating stamp sketches and their actual production. The correct formation of the products themselves and their quality depend on the quality of the resulting equipment. Typically, stamp production occurs in the following sequence:
Cold die forging
- A sketch of the stamp is drawn up taking into account all the requirements presented.
- Using a special computer program, a stamp diagram is created.
- The rationality of the resulting equipment is determined, and if necessary, the sketch is adjusted.
- The places where holes of the required size and shape will be formed in the future are determined.
- After approval of the drawings, the production of the stamp begins immediately.
Workpieces made of metal will be correctly processed by cold stamping if all the equipment is selected effectively. Stamps are one of the main elements influencing the quality of the work performed. In their production, modern CNC equipment is used, which allows for the necessary quality control.
source: https://promzn.ru/stanki-i-oborudovanie/shtampy-dlya-holodnoj-shtampovki.html
Sheet stamping dies
Sheet stamping dies are divided into two groups.
The first group includes stamps that perform a single operation. The punch and matrix of these dies are designed depending on the operation being performed and the design of the part.
Shown in Fig. 181
A simple action stamp is designed for cutting out circles. The stamp consists of a punch (upper part) and a matrix (lower part). Punch 3 is attached to the upper plate of the stamp 2 using a punch holder 4, the shank of which 1 is attached to the press slide. The matrix 9 is attached to the bottom plate 7 of the stamp using a matrix holder 8, and the bottom plate is attached to the press table. The alignment of the punch and the matrix is achieved using guide columns 6 and bushings 5.
Rice. 181.
Die cutting stamp.
The workpiece in the form of a strip, guided from the sides by two strips 10, is fed along the matrix 9. When the slider moves back, the stripper 12 removes the strip from the punch, and then the strip is fed forward until it stops 11. After the next cutting operation, the strip is raised and fed forward so that the jumper passes over the stop, and then the strip is lowered and fed forward to the stop for the next cutting.
The second group includes multi-operational stamps. The peculiarity of these stamps is that they perform not one, but several operations in one stroke of the press slide.
Multi-operational dies, in turn, can be divided into two subgroups: sequential dies and combined action dies.
Sequential action dies perform several sheet stamping operations in one press stroke while sequentially moving the workpiece from one die position to another.
In Fig. 182
A diagram of a sequential action stamp for the manufacture of a washer is presented, in which punching and cutting operations are carried out in one stroke of the press slide. The cutting punch 1 has a catcher 2 (clamp) at the bottom for centering the hole relative to the cutting contour. By punching, punch 3 must be shorter in height than the punching punch, this makes it possible to punch the punch after the strip is centered by the catcher, otherwise centering is impossible.
Rice. 182.
Sequential action stamp: 1 - cutting punch; 2 - catcher; 3 — punching punch; 4 — punching matrix; 5 — cutting matrix; 6 - emphasis.
Combined-action dies perform several operations in one slide stroke without moving the workpiece. In Fig. 183
a combined action stamp is shown for the production of hollow products in the form of a cup in two operations: cutting out a round blank and drawing the cup.
Rice. 183.
Combined action stamp: 1 - cutting matrix; 2 - emphasis; 3 - puller and clamp; 4 - ejector; 5 - punching punch and drawing matrix; 6 - strip; 7 - hood punch.
Sequential and combined action dies produce one part for each press stroke, which required several sheet stamping operations.
When stamping with automatic feeding of a workpiece from a rolled tape ( Fig. 184
) high performance can be achieved. In the above device, roll tape 1 is installed on the right side of the press and fed into the stamp using roller feed 2. Automatic feed operates periodically from the crank shaft. Feeding occurs when the top of the die is outside the working area. The die cut produced during the stamping process is wound onto a drum mounted on the opposite side of the press.
Rice. 184.
Device for automatic feed of tape.
In addition to the roller feed, pincer, hook and other feeds are also used. Mechanization of supply of piece workpieces is most often carried out using hoppers. In Fig. 185
Automation of extraction using a hopper device is shown. The mechanisms for feeding piece workpieces are very diverse, but they all orient the piece workpieces in space and feed them to the line of action of the working tool.
Rice. 185.
Hopper supply of piece workpieces: 1 - slider; 2 - bunker; 3 — slider; 4 - punch; 5 - matrix.
The highest productivity is provided by automatic production lines, in which not only the supply of workpieces from the hopper to the working tool is mechanized, but also the transfer from one machine to another using various conveyors.