Combined press shears are used for cutting long, shaped, and strip products and punching holes in them. The most popular models of this equipment include NG5222, NG5223, NG5224. The presence of four working zones ensures that several technological operations can be performed without changing tools or additional settings. The main areas of application for combined shear presses are repair plants, enterprises in the mechanical engineering and metalworking industries, and a number of other areas.
| PARAMETER | NG5222 | NG5223 | NG5224 |
| Largest dimensions of processed rolled products, mm: | |||
| Strip thickness and width | 16x150 | 18x190 | 28x200 |
| Circle diameter | 45 | 50 | 67 |
| Angle, miter cutting: | |||
| 90° | 125x125x12 | 125x125x14 | 160x160x20 |
| 45° | 90x90x9 | 100x100x10 | 125x125x14 |
| Hole to be punched, mm: | |||
| Diameter | 30 | 32 | 40 |
| Material thickness | 16 | 16 | 25 |
| Device for punching rectangular grooves, mm, no more: | |||
| Material thickness | 10 | 10 | 10 |
| Length of cutting material | 70 | 80 | 100 |
| Width | 65 | 65 | 85 |
| Largest profile size: | |||
| I-beam | №18 | No. 18a | №30 |
| Channel | №18 | No. 18a | №30 |
| Slider stroke frequency, minˉ¹: | |||
| Singles | ≤ 18 | ≤ 17 | ≤ 14 |
| Nominal press force, kN (tf) | 400 (40) | 630 (63) | 1250 (125) |
| Distance from the axis of the press slide to the frame, mm | 500 | 500 | 600 |
| Overall dimensions, mm: | |||
| Length | 1885±40 | 1800±40 | 2735±40 |
| Width | 1660±30 | 1700±40 | 1760±40 |
| Height above floor level, mm | 1950±40 | 1865±40 | 2445±40 |
| Weight, kg | 2150±40 | 2500±100 | 7050±40 |
Information about the manufacturer of the shear press HB5222
The manufacturer of the NV5222 press shears is the Kuvandyk plant of forging and pressing equipment "Dolina" , founded in 1941.
Machines produced by the Kuvandyk Forging and Pressing Equipment Plant
- LPS 8535
– two-column band saw cutting machine, Ø 20..350 - GD-162
- straightening machine for cutting reinforcing steel, Ø 16 - Н5222А
– combined shear press, Ø 45 - NB5222
– combined shear press, Ø 50 - NB5224
– combined shear press, Ø 67 - HB5221
– combined shear press, Ø 45 - HB5222
– combined shear press, Ø 50 - NG5222
– combined shear press, Ø 45 - NG5223
– combined shear press, Ø 50 - NG5224
– combined shear press, Ø 67
НВ5222 combined press shears. Purpose, scope
Combined press shears НВ5222 were developed in 1975 and mass-produced since 1977. Developer: SKB KPO and AL, Azov. Manufacturer: Mechanical Press Plant in Kuvandyk.
Combined press shears НВ5222 are used for cutting strip, long and shaped rolled products and punching holes in sheet, strip and shaped rolled products, as well as for performing notching operations.
Combined scissors НВ5222 can be used in machine-building, repair and other factories, when used in climate zones with moderate and cold climates, version UHL, in dry and humid tropical climates - version O, placement category 4 according to GOST 15150-69.
HB5222 shears with four working zones allow you to perform several types of operations on one machine without preliminary reconfiguration of the shears, in any sequence and without changing tools, which provides flexible and economical processing of rolled products, both in large engineering production and in any repair shop.
HB5222 scissors perform the following operations:
- sheet metal cutting, strip cutting;
- rolled section without marking from 70 to 1000 mm along the stop;
- punching triangular and rectangular grooves;
- circle segment;
- a piece of angle, channel, I-beam, shaft profile;
- punching holes of round, rectangular, square and any other shape.
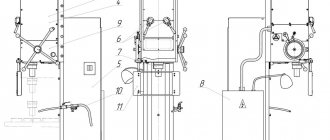
Description of the design of the shear press NV 5222
The frame is a welded structure, consisting of front and rear sheets welded to the base.
To install drive shafts and section drives, four borings are made in the frame. Drive the sheet metal and hole-punching sections from an electric motor through V-belt and gear drives to the eccentric shaft of the sections. The notching device lever is connected by means of a rod to the slider of the sheet section.
The slider of the punching section is balanced by spring balancers.
The centering mechanism is designed to perform the basting operation by moving it using the handle of the punch holder with the punch.
The tool for cutting corners, circles and squares consists of movable and fixed plates. The movable plate is attached to the socket of the slider of the sheet section, the fixed one - in the socket of the frame using L-shaped springs.
The sheet and notching tool consists of two movable and three fixed knives.
Movable knives - guillotine for cutting sheet material and rectangular - for rectangular notching.
The punching section tool consists of a punch and a die. The punch is attached through a punch holder to the slide, and the matrix is attached to the body of the punching device.
Press shears HB 5222 have three workstations, served by one operator.
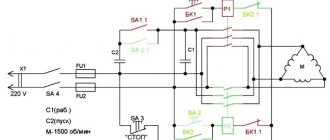
The electrical circuit ensures the operation of the shear press on continuous and single strokes.
controls .
Thick, combined lubricant
HB5222 press shears and many options for additional equipment allow the use of press shears for processing rolled products of various profiles and different parameters.
To facilitate the movement of strip, long and shaped products when feeding them into the working area of the shears, it is possible to use a roller conveyor module of the MRP drive model.
Additional requirement: the lower air temperature must be at least +5°C
Main parameters of press shears НВ5221:
The parameters are valid for metal with a tensile strength (tensile strength) σ BP = 500 MPa (50 kg/mm2).
- The largest thickness of the sheet to be cut is 16 mm
- The greatest thickness and width of the cut strip is 18 x 190 mm
- The largest diameter of the cut circle is Ø 50 mm
- The largest dimensions of the cut corner are 14 x 125 x 125 mm
- The largest diameter of the hole to be punched is Ø 32 mm
- Frequency of continuous strokes of the slider - 53 min-1
- Drive power - 4.8 kW
- Total vehicle weight - 2.5 tons
Operating rules
To extend the service life of the tool, it is important to follow the basic operating rules:
- the tool and cutting part must be kept clean;
- oil changes are carried out at least once every six months;
- Before storage, scissors should be cleaned and lubricated with an anti-corrosion compound;
- during operation, the thickness of the metal being cut should not exceed the standards stated by the manufacturer.
Possible faults
The main malfunctions of hydraulic tools for metal are:
- the rod does not return to the neutral position - the return spring must be replaced;
- no or insufficient oil pressure - requires changing the oil, closing the lever to relieve excess pressure or cleaning the hydraulic drive;
- There are oil smudges on the outside - the seals need to be replaced.
To avoid various breakdowns, you must follow the operating rules of the tool described in the technical data sheet. Before use, the tool must be checked for defects.
Hydraulic shears series NG, NGR, NGO
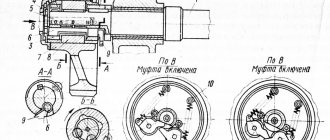
General principle of operation of press shears and design of combined press shears НВ5222
The shear press is driven from an electric motor 3 through a V-belt drive (the belt designation is given in Appendix A), a flywheel 2 and a single-stage gear transmission 1, 4 to an eccentric shaft 6. The gear pair 1, 4 is spur-cut, cylindrical. The support journals of the gear shaft are installed in bearings (bearing designations are given in Appendix B)
The gear shaft Z1=14 has a rim width of 85 mm and is made of steel 40X GOST4543-71 (hardness 240...260 HB), the wheel Z2=126 has a rim width of 80 mm and is made of steel 35L GOST977-88.
The movement is transmitted to the slider 10 of the grade section through the connecting rod 5, and to the slider 8 of the press for punching holes through the balancer 7 and the sinking stone.
The actuators are turned on and off through a system of levers connected on one side to a connecting rod and a sinking stone, and on the other side to electromagnets 9.
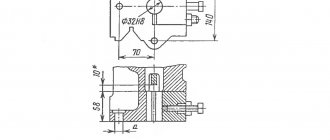
Fastening the tool (knives) of the combined press shears НВ5222
Attaching knives for cutting sheet metal on nb5222
Fastening the grade section knives on nb5222
Attaching the cutting device knives to the nb5222
Attaching a hole-punching tool to nb5222
Fastening knives for cutting corners, circles, squares on nb5222
Purpose
Metal shears are used in metalworking enterprises. With their help they perform:
- cutting grooves;
- cutting of shaped steel;
- cutting of long products, which includes reinforcement, strips, circles;
- cutting metal sheets;
- bending of profiles, corners;
- carrying out pressing works.
On sale you can find combined machines that are equipped with equipment for punching holes. They are used to perforate holes.
Knives for shears for cutting long products. Technical requirements
Knives for press shears are manufactured in accordance with GOST 25454-82 Knives for shears for cutting long products. Technical requirements
- Knives should not have cracks, burrs, shells, sharp corners and edges (except for cutting ones);
- The surfaces forming the cutting edge should not have nicks or burns;
- The cutting edge should not be blunted, chipped, or have nicks;
- Knives must be made of steel grades:
- Х12Ф1, ХБФ according to GOST 5990-73 for cold cutting of steel
- R6M5 according to GOST 19256-73, 4Х5В2ФС according to GOST 5990-73 for hot cutting of steel
- Surfaces forming the cutting edge (front, back) and supporting surfaces - 1.25 microns
User manual
Before you start using the product, you must follow the following recommendations.
- Each tool comes complete with accompanying documentation, which must be reviewed first.
- Newer models usually have a protective lubricant that must be removed from the surface of the blades.
- The cylinder must be checked for oil level, and the entire pneumatic structure must be correctly combined into a single system. If there is no oil in the pump, it should be topped up using only suitable technical grades. Recommendations for choosing a lubricant are contained in the manufacturer's technical documentation.
When using the product, you must adhere to the following rules:
- the standard characteristics of the tool must correspond to the thickness of the material being processed or be greater;
- lubricants in the pump should be replaced at least once a year;
- in the event of an emergency, cutting must be stopped immediately;
- Most hydraulic tools are subject to repair, after which they can be reused.
It is also important to know general safety rules. When using the tool, it is important to consider:
- correct position of the tool, especially its working part;
- features of treatment with anti-corrosion compounds during long-term storage;
- mandatory cleaning of moving parts before starting work.
For an overview of the model of hydraulic metal shears, see below.
Technical characteristics of the combined shear press HB5222
| Parameter name | HB5221 | HB5222 | NG5222 |
| Basic parameters of press shears | |||
| Maximum sheet thickness, mm | 13 | 16 | |
| The largest dimensions of the processed strip with sheet metal shears (thickness x width), mm | 16 x 150 | 18 x 190 | 16 x 150 |
| The largest dimensions of the circle (diameter) processed with grade scissors, mm | 45 | 50 | 45 |
| Largest dimensions of a square processed with grading scissors, mm | 40 | 45 | |
| Largest dimensions of 90° corner, mm | 125 x 125 x 12 | 125 x 125 x 14 | 125 x 125 x 12 |
| The largest dimensions of the corner at 45°, mm | 90 x 90 x 9 | 100 x 100 x 10 | 90 x 90 x 9 |
| The largest dimensions of the corner when cutting with special knives at 90°, mm | 160 x 160 x 12 | 160 x 160 x 12 | |
| Largest channel dimensions, profile number | 18 | 18a | 18 |
| The largest dimensions of the I-beam, profile number | 18 | 18 | 18 |
| The largest diameter of the hole punched by a hole-punching press (diameter x material thickness), mm | Ø 30 x 16 | Ø 32 x 16 | Ø 30 x 16 |
| The largest dimensions of the grooves to be punched (length x width x thickness), mm | 80 x 63 x 10 | 70 x 65 x 10 | |
| Maximum distance from the axis of the punching press to the frame (extension), mm | 500 | 500 | 500 |
| The number of continuous knife strokes per minute is not more than | 58 | 53 | |
| The number of single knife strokes per minute is not more than | 18 | 17 | 18 |
| Maximum length of sheets to be cut along the back stop, mm | 70..1000 | 70..1000 | 70..1000 |
| Nominal cutting force, kN (tf) | 400 (40) | 630 (63) | 400 (40) |
| Electrical equipment of the machine | |||
| Electric motor, kW (rpm) | 4,8 (2790) | 4,8 (2790) | 4,8 (2900) |
| Dimensions and weight of press shears | |||
| Dimensions of press shears (length x width x height), mm | 1900 x 700 x 1950 | 1780 x 1030 x 1865 | 1900 x 1660 x 1950 |
| Weight of press shears, kg | 2070 | 2500 | 1940 |
- Banquetov A.N., Bocharov Yu.A., Dobrinsky N.S. and others. Press-forging equipment, 1970
- Bocharov Yu.A., Prokofiev V, N. Hydraulic drive of forging and pressing machines, 1969
- Belov A.F., Rozanov B.V., Linz V.P. Volumetric stamping on hydraulic presses, 1971
- Zhivov L.I. Forging and stamping equipment, 2006
- Kuzmintsev V.N. Forging with hammers and presses, 1979
- Rozanov B.V. Hydraulic presses, 1959
- Titov Yu.A. Equipment for forging and pressing shops, 2001
- Shcheglov V.F. Forging and pressing machines, 1989
- Berlet Development of forging drawings, 2001
- Rudman L.I. Sheet Forming Equipment Handbook, 1989
- Romanovsky V.P. Handbook of Cold Forging, 1965
- Okhrimenko Ya.M. Technology of forging and stamping production, 1966
- Kuzmintsev V.N. Forging with hammers and presses, 1979
- Meshcherin V.T. Sheet stamping. Atlas of circuits, 1975
Bibliography:
Related Links. Additional Information
- Manufacturers of forging and pressing equipment in Russia
- Classification and designation of hydraulic and crank presses
- Mechanical presses
- Hydraulic presses
- Automatic forging and pressing machines
- Bending and straightening machines
- Guillotine shears, press shears
- Hammers
- Repair of hydraulic systems of metal-cutting machines
- Designations of hydraulic circuits of metal-cutting machines
- Repair of gear hydraulic pumps
Home About the company News Articles Price list Contacts Reference information Interesting video KPO woodworking machines Manufacturers
Popular CPN models
A large number of varieties of combined industrial type shear presses are produced. In Russia, the following models are most widespread: SMZh625, NV5221, NV5222, NV5224. The most popular model remains the HB5221 installation. Below we will briefly look at the features of these models.
SMF625
It belongs to the category of simple, compact and cheap models, with which you can perform all basic metal work. Areas of application: cutting shaped or long rolled metal, working with metal sheets, punching holes, making triangular notches. The SMZH625 installation can be adapted for use in open areas. An additional application of SMZH625 is working with metal and rolled metal on construction sites with low or medium levels of pollution. The machine is used in temperate climates.
HB5221
This model belongs to the category of large massive machines that are designed to work with large batches of metal. HB5221 is suitable for working with all popular types of rolled metal (shaped, long, strip). This machine can be used for making holes, cutting out various notches and notches. The device has 4 active zones. This allows you to significantly increase labor productivity, which will be very useful in the case of large metallurgical industries (mechanical engineering, production of military equipment, construction of sea vessels, repair work). HB5221 machines have slight design differences due to the climate of primary use. A simple example: the UHL modification of the HB5221 machine is used to work in moderate or cold climates.
HB5222
This model is a modification of the previous HB5221 system. A major difference between this type of installation is that the 4 zones of the HB5222 press system operate in a completely autonomous mode. This allows the operator to efficiently organize work in production. Model HB5222 is designed to work with all types of rolled metal, for cutting sheet metal, for making holes, notches or recesses. This model of scissors is used in construction or engineering industries. Another area of application is small compact workshops, specializing in the dismantling of prefabricated metal structures (machines, equipment).
HB5224
This unit is an improved modification of the HB5221 model. The device is universal - it is suitable for processing sheets, rolled metal, various blanks and solid parts. Like the classic model, the HB5224 system is divided into 4 zones, which perform all basic operations with metal - cutting, making holes, pressing. The basic differences of the HB5224 are improved automation, the use of stronger metal alloys with anti-corrosion additives, the availability of equipment for notching operations, and the ability to cut angle metal.