Production technology of main types of rolled products
Rolled products obtained with heating of the original billet are called hot-rolled, without heating - cold-rolled.
The production technology for the main types of rolled products consists of two stages: rolling the ingot into a semi-product and rolling the semi-product into finished rolled products.
1. Rolling the ingot into a semi-product
Rolling of an ingot into a semi-product is carried out in a hot state on special crimping mills: blooming and slab mills (semi-product production mills)
The initial billets for rolling are steel ingots weighing up to 60 tons, and from non-ferrous metals and alloys weighing up to 10 tons. As a result of the primary rolling of ingots, large-section semi-products are obtained: blooms (Fig. 11E) and slabs (Fig. 12E).
| Rice. 11D Bloom | Bloom - blanks of square cross-section, intended for the subsequent production of sectional profiles, |
| Rice. 12D Slab | Slab is a blank of rectangular cross-section intended for the subsequent production of rolled sheets. |
Currently, in all developed countries of the world, initial blanks of square and rectangular cross-section of the required size are produced on continuous casting machines. Rolling production of blooms and slabs remains only in Ukraine and at factories in Russia.
Rolling of semi-products into finished products.
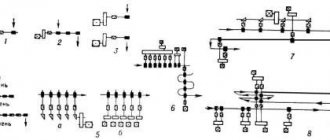
Obtaining rolled sheets (Fig. 7D, a and b).
Sheet metal
divided into thick-sheet (4–160 mm thick) and thin-sheet (less than 4 mm thick). Thick plates are produced in a hot state (hot rolled sheets). Thin sheets are produced from thick sheets in a cold state (cold rolled sheets).
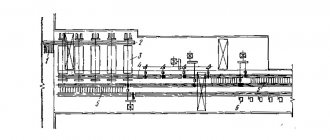
Obtaining long products (Fig. 7D, c and Fig. 8E).
In Fig. Figure 13D shows the process of obtaining a channel as a result of successively approximating the profile of the initial workpiece to the shape of the rolled product. Rolling is carried out in a hot state.
| Rice. 13D. Sequence of receiving channel 1, 2, 3, 4, 5 – transitions |
Receiving pipes
2.3.1. Production of seamless pipes by cross-helical rolling (Fig. 2D, c)
Seamless pipes are rolled from round castings by cross-helical rolling in a hot state.
2.3.2. Obtaining welded pipes (Fig. 14D).
|
Obtaining special rolled products (periodic profiles) (Fig. 15D).
| Rice. 15D Production of a periodic profile by transverse rolling Periodic profiles are produced in both hot and cold states. |
Obtaining special rolled products (bent profiles) (Fig. 16D).
| Rice. 16D. Obtaining bent profiles 1,2,3,4,5,6 - transitions | Bent profiles can be obtained by profiling sheet material on roll forming mills. The profiling process consists of gradually changing the cross-sectional shape of a sheet blank to the required profile by sequential bending as the strip or tape passes through several pairs (up to 20 or more) of rotating shaped rollers. The required number of roller pairs depends on the complexity of the resulting profile configuration. During the profiling process, the cross-sectional area and thickness of the original workpiece practically do not change. The process of obtaining bent profiles is usually carried out in a cold state. |
Receiving special rentals (machine parts) (Fig. 17D, 18D, 19D).
Rice. 19D Cross-helical rolling of balls
1 – upper roll; 2 – lower roll; 3 – workpiece;
4 – centering stop
Rice. 17D. Cross rolling screws | 1 – rolling screw; 2 – rollers. Performed while hot. | ||
| Rice. 18D Transverse rolling of gears | The initial workpiece is placed between profiling gear rolls, which gradually move closer to each other during operation, rolling teeth on the original workpiece. Performed while hot. | ||
During cross-helical rolling, rolls 1 and 2 rotate in one direction and are rotated relative to each other at a small angle. This imparts a screw movement to the workpiece 3 and ensures its longitudinal feed. Ejection of the workpiece from the rolls is prevented by centering stops 4
. The roll grooves are made along a helical line. First, the workpiece is captured, leading to its longitudinal advancement with gradually increasing compression and shaping into a ball. If, during rolling, the protrusions of the streams narrow until the workpiece is completely divided into parts, then as a result of rolling, balls are obtained. To produce balls with a diameter of less than 4 mm, cold rolling is used, and for larger balls (from 4 to 40 mm) - hot rolling.
II. Pressing is a technological process of obtaining blanks or parts as a result of extruding the metal of the original blank through a matrix hole, the configuration of which corresponds to the profile of the resulting product.
Initial workpiece - ingot or rolled product
Pressing tool – punch, mandrel, matrix.
Equipment –
hydraulic presses.
Rolled products obtained with heating of the original billet are called hot-rolled, without heating - cold-rolled.
The production technology for the main types of rolled products consists of two stages: rolling the ingot into a semi-product and rolling the semi-product into finished rolled products.
1. Rolling the ingot into a semi-product
Rolling of an ingot into a semi-product is carried out in a hot state on special crimping mills: blooming and slab mills (semi-product production mills)
The initial billets for rolling are steel ingots weighing up to 60 tons, and from non-ferrous metals and alloys weighing up to 10 tons. As a result of the primary rolling of ingots, large-section semi-products are obtained: blooms (Fig. 11E) and slabs (Fig. 12E).
| Rice. 11D Bloom | Bloom - blanks of square cross-section, intended for the subsequent production of sectional profiles, |
| Rice. 12D Slab | Slab is a blank of rectangular cross-section intended for the subsequent production of rolled sheets. |
Currently, in all developed countries of the world, initial blanks of square and rectangular cross-section of the required size are produced on continuous casting machines. Rolling production of blooms and slabs remains only in Ukraine and at factories in Russia.
Rolling of semi-products into finished products.
Obtaining rolled sheets (Fig. 7D, a and b).
Sheet metal
divided into thick-sheet (4–160 mm thick) and thin-sheet (less than 4 mm thick). Thick plates are produced in a hot state (hot rolled sheets). Thin sheets are produced from thick sheets in a cold state (cold rolled sheets).
Obtaining long products (Fig. 7D, c and Fig. 8E).
In Fig. Figure 13D shows the process of obtaining a channel as a result of successively approximating the profile of the initial workpiece to the shape of the rolled product. Rolling is carried out in a hot state.
| Rice. 13D. Sequence of receiving channel 1, 2, 3, 4, 5 – transitions |
Receiving pipes
2.3.1. Production of seamless pipes by cross-helical rolling (Fig. 2D, c)
Seamless pipes are rolled from round castings by cross-helical rolling in a hot state.
2.3.2. Obtaining welded pipes (Fig. 14D).
| Rice. 14D The process of producing straight-seam welded pipe. 1,2,3,4,5,6 - transitions Welded pipes are made from a sheet or strip (tape), called strip . The process of making a welded pipe involves rolling the strip into a pipe, called pipe forming , and welding its edges (at transition 6 after exiting the stand). Welded pipes are produced on pipe rolling machines in both hot and cold states. |
Obtaining special rolled products (periodic profiles) (Fig. 15D).
| Rice. 15D Production of a periodic profile by transverse rolling Periodic profiles are produced in both hot and cold states. |
Obtaining special rolled products (bent profiles) (Fig. 16D).
| Rice. 16D. Obtaining bent profiles 1,2,3,4,5,6 - transitions | Bent profiles can be obtained by profiling sheet material on roll forming mills. The profiling process consists of gradually changing the cross-sectional shape of a sheet blank to the required profile by sequential bending as the strip or tape passes through several pairs (up to 20 or more) of rotating shaped rollers. The required number of roller pairs depends on the complexity of the resulting profile configuration. During the profiling process, the cross-sectional area and thickness of the original workpiece practically do not change. The process of obtaining bent profiles is usually carried out in a cold state. |
Receiving special rentals (machine parts) (Fig. 17D, 18D, 19D).
Rice. 19D Cross-helical rolling of balls
1 – upper roll; 2 – lower roll; 3 – workpiece;
4 – centering stop
| Rice. 17D. Cross rolling screws | 1 – rolling screw; 2 – rollers. Performed while hot. | ||
| Rice. 18D Transverse rolling of gears | The initial workpiece is placed between profiling gear rolls, which gradually move closer to each other during operation, rolling teeth on the original workpiece. Performed while hot. | ||
. The roll grooves are made along a helical line. First, the workpiece is captured, leading to its longitudinal advancement with gradually increasing compression and shaping into a ball. If, during rolling, the protrusions of the streams narrow until the workpiece is completely divided into parts, then as a result of rolling, balls are obtained. To produce balls with a diameter of less than 4 mm, cold rolling is used, and for larger balls (from 4 to 40 mm) - hot rolling.
II. Pressing is a technological process of obtaining blanks or parts as a result of extruding the metal of the original blank through a matrix hole, the configuration of which corresponds to the profile of the resulting product.
Initial workpiece - ingot or rolled product
Pressing tool – punch, mandrel, matrix.
Equipment –
hydraulic presses.
Site search
In metallurgy, rolled products are products that are produced in rolling mills. Before rolling, the metal goes through one more stage - casting. The resulting material is rolled metal. Rolling is a very common type of metal processing; its essence is that the metal is compressed by two rolls rotating in different directions. The workpiece is pulled into the gap by frictional force, where it is compressed between the rollers. After which the length of the product increases, as does the width. This method produces various products; when the rolling temperature is higher than the crystallization temperature, we are talking about hot rolling, otherwise we are talking about cold rolling. Hot rolled products can be obtained by heating the metal until its ductility increases; cold rolled products are obtained when the ductility of the metal is already at a sufficient level without heating, which is typical for soft grades. The length of rolling mills is determined by production volumes, the properties of the resulting steel, and in fact can be significant. For example, several hundred meters. Often, along with the main function of rolling, other functions can be combined on the mill - marking, metal cutting, branding, packaging, coiling, etc. This is very convenient and functional, but it should be remembered that hot metal is always a risk, so metallurgists need protective clothing, gloves, goggles and other personal protective equipment.In metallurgy, there are two more very important concepts - profile and assortment. An assortment is a collection of profiles that differ in size and shape. A profile is the cross-sectional shape of a rolled product. The existing assortment is divided into four types - sheet, which is represented by strip, roll, sheet and can be thin hot-rolled (when its thickness is less than 4 millimeters), thick hot-rolled (if its thickness is more than 4 millimeters), cold-rolled (can be of any size), galvanized or corrugated sheets. As for the varietal, it can be simple - it is a strip, square and circle, shaped for mass consumption - channel, corner profile, I-beam, hexagonal profile, etc., and for special purposes - tram, railway rails, shipbuilding profiles, mechanical engineering in agriculture, the oil industry and so on. All of these are rolled products that are in demand in one or another sector of the national economy.
Taken from the site https://www.liga-spec.ru/