Features of flat grinding
The surface of the finishing disc determines the type of grinding: end or periphery. The main characteristics of peripheral grinding methods:
- mortise grinding. it is used when working with parts where the width is not greater than the height. also in cases where the plane is limited by tubercles. During this work, the disc wears out quickly, and this requires frequent adjustments. great accuracy is not achieved during this work;
- deep type of grinding. when carrying out such an action during the period of one table stroke at a low feed speed of the longitudinal type, full allowances are removed.
- grinding using variable cross feed. it allows you to finish any volumetric areas with high quality. If the transverse feed is inconsistent during the last movements, you need to set a small feed depth. this is required to reduce the inaccuracy that the disk creates as a result of wear;
- grinding using constant cross feed. it is carried out constantly, and its value for each movement should not be higher than half the circular height. If you compare this method with the previous one, it creates a more precise finish.
All of the above methods do not lead to contact between the wheel and the part to such a high degree as when finishing with an end face. As a result, there is no need to exert great physical effort, and not as much heat is generated during operation. Although the peripheral type is inferior in productivity to end finishing.
How to make a spring with your own hands from wire and in production
Basic technical data
According to accepted rules, the passport must contain important technical data. These include:
- Accuracy class – B.
- Maximum overall dimensions of the workpiece: 630x200x320.
- Desk dimensions: 630x200.
- Maximum lateral movement of the workpiece is 235.
- The largest vertical movement of the head is 365.
- The maximum diameter of the abrasive wheel is 250.
- The maximum number of revolutions per minute is 2740 rpm.
- Number of electric motors: 5 pieces.
- Maximum overall dimensions of the structure: 1870x1550x19890.
- The weight of the equipment is 2000 kilograms.
All overall dimensions are indicated in millimeters.
Technical characteristics of the surface grinding machine 3G71
Other important data of the surface grinding machine is also indicated in the passport. Considering that the 3G71 model is no longer produced, the passport is quite difficult to find. Some indicators are indicated on the body.
Design features of the machine
The main purpose of the 3G71 machine is grinding various parts and workpieces using special abrasive wheels. The process occurs with a spindle on which the abrasive is located. Changing the position of the part can occur due to the displacement of the work table and spindle head.
Basically, machining is carried out by contacting the periphery of the wheel with the workpiece being processed. With the help of special devices it is possible to change the angle up to 90°. However, to do this, you must purchase components that are not included in the standard equipment package.
The design and operational characteristics of the machine include the following:
- the electromagnetic plate ensures a stable position of the workpiece during processing;
- independent mechanisms for moving the work table and grinding head. The kinematic diagram of the latter is based on rolling guides;
- convenient location of feed response devices. They are located at the bottom of the worktable support. The control unit for the coolant supply system is also located there.
The control components are located in a separate block, which is installed on the right side of the equipment. During operation of the 3G71 machine, access to it remains free, regardless of the operating mode and position of the work table.
When installing additional components, it will be possible to perform profile grinding of workpieces. However, before this, it is necessary to agree on the dimensions and mounting locations of the device.
Principle of operation
The main difference between this type of mechanism and emery machines is the level of processing of the workpieces. It is suitable not only for sharpening cutting devices, but also for removing unnecessary layers of material.
Physically, the machine is equipped with a power mechanism (electric motor). Due to transmission elements (belt or gear drives), the grinding shaft rotates. To securely fix the workpieces, a base is provided, often attached to the mechanism body.
Depending on the design features, processing mechanisms can be of the following types:
- position of the working body - vertical or horizontal spindle. This directly affects the processing technique;
- accuracy when removing unnecessary layers. For production modifications this is tenths of a micron. In homemade machines, it is very difficult to obtain such parameters;
- mobile organ To process large parts, the location of the grinding element or the part itself can be changed. In the second case, there is a need to equip it with a moving table.
To make a surface grinder with your own hands, techniques with manual settings are used. Despite the rather significant errors, they are distinguished by ease of execution.
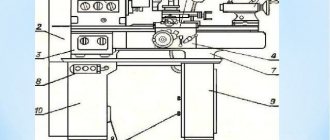
Components
The surface grinding machine has several important structural elements noted in the passport, which include:
- cross-type caliper;
- bed;
- column;
- table;
- longitudinal mechanical feed and reverse mechanisms;
- mechanical transverse feed and reverse mechanisms;
- grinding head;
- cooling system;
- mechanisms for automatic longitudinal and transverse tasks;
- distribution panel and hydraulic unit;
- electrical equipment;
- Lubrication system.
These elements create a single structure that allows for surface grinding.
Device Features
The 3G71 spindle has a horizontal arrangement. This arrangement determines that the cross-type table support moves on the frame. The movement is carried out along the rolling guides. During operation, it is possible to move the workpiece in two mutually perpendicular directions.
Circuit diagram 3G71
In any passport you can find the features of the cross table:
- The instructions indicate that the mechanized feed from a hydraulic cylinder works.
- During operation, you can use a manual or mechanical feed mechanism.
- Longitudinal movement of the workpiece also allows you to speed up the work process.
- The longitudinal reverse of the table and the transverse reverse mechanism also significantly increase the functionality of the model.
There is a control panel. The back side of the frame has a column; a 3G71 spindle moves along vertical guides, which belong to the rolling category.
Other design features include the fact that there is a hydraulic type unit inside the frame. Repair of the 3G71, namely the hydraulic system, can be carried out through the left door located in the frame. The system also has a special cooling tank, which is located on the right side.
Download the passport of the surface grinding machine 3G71
3G71 repair video
Main devices and movements
The diagram according to which the machine is assembled and its moves look like this. A column is attached to the frame. A cross support moves along the horizontal swing guides of the frame. The workbench also moves along with it, which performs longitudinal-translational moves backwards. The grinding head moves along the vertical guides of the column movement.
Rust remover for car body, bolts, pipes
On the inner lower side of the support on the GS 3e711v machine the following was fixed:
- cross feed reverse block;
- reverse block for longitudinal movement of the workbench;
- workbench longitudinal reverse block;
- workbench transverse reversal block;
- distribution panel;
- hydropanel.
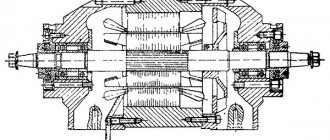
The grinding spindle is assembled with preload, this is facilitated by high-precision radical-thrust bearings, which are lubricated with a “non-losing” lubricant. The hydraulic station on the RGS 3e711v is equipped with a volumetric control pump. Its scheme of action is to create a smooth regulation of the speed of movement of the workbench.
Installation drawing 3E711B
§6. PLANE GRINDING MACHINE 3E711V. Technical specifications.
Section: LIBRARY OF TECHNICAL LITERATURE Short path https://bibt.ru <<Previous page Table of contents of the book Next page>>
Surface grinding machines are classified: according to the location of the spindle - horizontal and vertical; according to the shape of the table - with a round and rectangular table. The main parameter characterizing surface grinding machines is the size of the table.
The 3E711B surface grinding machine with a rectangular table and a horizontal spindle is designed for processing flat surfaces of workpieces with the periphery of a wheel. Machine accuracy class B.
Technical characteristics of the machine 3E711B. Dimensions of the working surface of the table (length X width) 630×200 mm; speed limits for longitudinal movement of the table are 2-35 m/min; speed limits for transverse movement of the cross support 0.01-1.5 m/min; limits of vertical feed of the grinding head 0.001-0.09 mm; overall dimensions of the machine are 2700x1775x1910 mm.
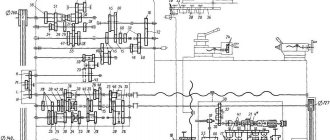
Basic mechanisms and movements in the 3E711B surface grinding machine. Column B is attached to frame A (Fig. 125). Along the horizontal rolling guides of the frame, a cross support B with table D moves in the transverse direction, performing a longitudinal reciprocating movement. The grinding head G moves along the vertical rolling guides of column B. The frame contains mechanisms E and G for vertical and transverse feed, as well as the hydraulic drive of the machine.
Rice. 125. Kinematic diagram of the 3E711B surface grinding machine
Kinematics of the 3E711V machine. The grinding wheel receives its main movement from the electric motor M1 (N = 5.5 kW, n = 1500 min-1) through a poly-V-belt drive. Spindle II is mounted in multi-wedge bearings with self-aligning liners.
The transverse feed of the 3E711B cross support is carried out from the M2 DC motor (N = 0.25 kW, n = 30-3000 min-1) through helical wheels z = 34-100, z = 60-100 and lead screw VII.
When the M1 clutch is engaged in the wheel z = 100, automatic feeding occurs - continuous or intermittent for each table stroke (or double table stroke). To obtain intermittent feed when the table is longitudinally reversed, the M2 motor is given a command to turn on from a contactless travel switch.
Manual coarse and fine transverse feeds are carried out when the M1 clutch is turned to the left. A fine manual feed is obtained by rotating dial 2 through a worm pair z = 1-100; rough manual feed is carried out by handwheel 4 (the worm z = 1 is disengaged by handle 3).
The longitudinal feed of the table comes from a hydraulic drive; speeds are infinitely adjustable. Manual longitudinal feed is carried out by handwheel 1 with a built-in planetary mechanism. Satellites z = 18 and z = 19 roll around a stationary central wheel z = 19 and through another central wheel z = 20 the rotation is transmitted to the rack wheel z = 18 and the rack. The planetary gear significantly reduces the amount of movement per one revolution of the dial.
The vertical feed of the 3E711B grinding head is carried out from the M3 stepper motor at the moment of reversing the table or cross support. Rotation is transmitted to the lead screw XII with the M2 clutch engaged to the right through the wheels z = 34-100-100, the cardan shaft X, the engaged electromagnetic clutch M3 and the worm pair z = 1-30. Manual (coarse and fine) vertical feeds are carried out similarly to transverse manual feeds using handwheel 6 along dial 5.
The fast installation movements of the grinding head of the 3E711B surface grinding machine occur from the M4 asynchronous electric motor (N = 0.4 kW, n = 1500 min-1) with the M3 coupling disconnected.
Skip to navigation
Operation of the hydraulic drive and interaction of components of the 3G71M grinding machine
The hydraulic drive of the machine is put into operation by pressing the “Start hydraulic drive” button, followed by setting the hydraulic panel valve 17 to the “Start” position. The oil flow, pumped by the vane pump 2, through the filter 4 through the pipeline 12 enters the central bore of the reversible spool 25 of the panel 17. When the spool 25 is positioned as shown in the diagram, the main flow enters the left bore and through the pipeline 18 into the hydraulic cylinder 20 of the table movement. The table moves in the direction of the arrow. Draining from hydraulic cylinder 20 occurs through pipeline 21 through throttle 14, valve II into hydraulic tank I.
The speed of movement of the table is regulated by throttle 14. The table moves to the right until the stop 19 associated with the table throws the reverse lever 23, which, through a system of levers, switches the control spool 24 to the left position. In this case, the right end chamber of the reverse spool is connected to pressure, spool 25 moves to the left, as a result of which the table reverses. Pipeline 21 becomes pressure, pipeline 18 becomes drain. The table moves in the opposite direction until the stop 22 moves the lever 23 to the reverse position.
The cycle is then repeated as described above.
Automatic vertical feed is carried out by turning on the electromagnet of the reversing spool 28.
The oil flow through pipeline 12 through the reversing spool and pipeline 27 enters the lower cavity of the torque hydraulic cylinder, from the upper cavity the oil through pipeline 26 through the spool and pipeline 29 is drained into the hydraulic tank. The flag is rotated clockwise. Through a gear system, rotation is transmitted to the vertical feed screw. The grinding head is fed vertically.
When the electromagnet is turned off, pipeline 26 becomes pressure, pipeline 27 becomes drain. The checkbox returns to its original position
Lubrication of the table guides and cross support, the vertical feed screw and guides and the cross feed screw is carried out from pipeline 13 through filter 10 and pipeline 15.
The oil consumption for lubrication of the table guides and cross support is regulated by throttle 16.
The oil supply for lubrication of the vertical feed screw and guides and the cross feed screw is turned on periodically by pressing button 9.
Excess oil coming from the table guides and cross support is drained through pipelines 7 and 8 into the hydraulic tank.
Features of the electrical circuit
The electrical circuit of this machine is as follows. The supply voltage is supplied by a copper wire (cross section 4 mm2). The power wires enter through a flange elbow located on the wall of the electrical cabinet on the right. The input wiring is led to a terminal block located on the wall of the electrical cabinet on the right. Then they are connected to the input block of the AK63-3M type circuit breaker. This electrical circuit is quite complex.
Electrical diagram 3E711B
The following is used on the machine:
- Power circuit -380 V.
- Control circuit -110 V; 29 V. DC indicator -24 V.
- Local lighting circuit – 24 V.
- Signaling circuit - 22 V.
- Electromagnetic tile circuit (constant indicator) -110 V.
Purpose and principle of operation of the surface grinding machine model 3G71
surface grinding metal cutting machine
The 3G71 surface grinding machine is mainly designed for grinding surfaces with the periphery of a wheel. On the machine, the end of the circle can be used to process surfaces located at an angle of 900 to the table mirror. Using various devices, profile grinding of various parts is possible. The accuracy of the profile depends on the method of threading the wheel profile and on the accuracy of the device used for fastening the part.
On a surface grinding machine, when working with the periphery of a wheel using the plunge method, you can perform rough and fine grinding of products whose width is less than the width of the wheel (Fig. 1.1, a), and fine grinding of products with profile surfaces of small width and profile depth (Fig. 1.1, b) . In this case, three shaping movements are required. The main rotational movement is communicated to the grinding wheel and determines the cutting speed. The grinding headstock is given a vertical feed to the depth of cut. Longitudinal movement by the feed amount is communicated to the table with the workpiece. When working with the periphery of a wheel with transverse feed, it is possible to perform rough and semi-finish grinding of products with sufficient rigidity, large depth of cut and small transverse feed (Fig. 1.1, c) and finishing grinding of heat-treated products with a small depth of cut and large transverse feed (Fig. 1.1, G). With this processing method, four movements are required because a cross feed is added. Four movements are also necessary when grinding surfaces located at an angle of 900 to the table mirror with the end of the wheel.
The machine can also process the shaped surface of products in non-profiled sections (straight sections) and profiled sections (curved sections) in a circle (Fig. 1.1, e) using a sine vice, magnetic rotary plates, dividing devices, etc.
Rice. 1.1 — Schemes of processing on a surface grinding machine
Send a file with your details and indicate what to invoice for.
PRELIMINARY APPLICATION FOR A MACHINE PASSPORT
Send a request, in the response we will indicate availability, price and other important information.
Response time usually takes from 20 minutes to 3 hours.
FEEDBACK
Send us your question and we will respond to your email within the next few hours.
We will be glad to hear any of your questions. We also look forward to your complaints, encouragement and suggestions.
CONTACTS
We are waiting for your call from Monday to Saturday from 09-00 to 20-00
And email and applications from the site around the clock!
More details on the "Contacts" page
SEARCH FOR A REGISTRATION PASSPORT
Search for the required passport for a machine or equipment in our database.
Enter the model of the machine or equipment for which you are looking for a passport.
Our database is constantly updated and contains more than 12,000 passport models, however, if you cannot find the documentation you need, submit a request and we will try to find the required passport for the machine or equipment.
Power supply system for electrical equipment of the 3G71M machine
The machine is connected to a three-phase alternating current network with a voltage of ~380 V, a frequency of 50 Hz.
- Asynchronous squirrel-cage electric motors M1-M3, M5, M6, M8 and transformer TP3 are supplied with a voltage of 380 V alternating three-phase current.
- The electric motor M7 is supplied with a voltage of ~220 V alternating three-phase current, taken from the transformer Tr3.
- The control circuit and electromagnet EM1 are supplied with a voltage of ~110 V AC from transformer Tr2.
- The local lighting bracket LI is supplied with ~24 V AC voltage from transformer Tr2.
- The signaling equipment L2 and L3 is supplied with a voltage of ~5 V AC from the transformer Tpl.
- The electromagnetic device is supplied with 110 V DC voltage through the rectifier D11. The DC control circuits operate from the voltage taken from the D10 rectifier, the input of which is supplied with a 36 V AC voltage from the Tpl transformer.
- The contactless limit switch VB2 is powered by a constant voltage taken from the rectifier D26, the input of which is supplied with a voltage of 31 V from the windings of the 36 V and 5 V transformer Tpl, connected in opposite directions.
Information about the manufacturer of the surface grinding machine 3E711B
Manufacturer of the surface grinding machine 3E711B Orsha machine tool plant Krasny Borets, founded in 1900.
In 1959, the plant began production of high and especially high precision surface grinding machines.
In 1967, the 3711 surface grinding machine was released, the first metal-cutting machine of particularly high precision in the USSR.
The 3E711V high-precision universal surface grinding machine with a horizontal spindle replaced the outdated 3G71 machine.
Machine cost
It is not easy to estimate the cost of a discontinued machine, and our experience shows that average-quality used 3G71 machines are sold from 500,000 rubles. Of course, you need to understand that such a machine will require significant cleaning, replacement of some parts, and adjustments, so the cost of putting it into operation, including the cost of manpower for its modification, will be higher - 600,000-700,000 rubles. New machines do not have such problems; moreover, their setup is included in the price, so we can say that their cost is the cost of putting them into operation.
The cost of the nearest Belarusian analogue 3D711VF11 is from 3,300,000 rubles. This price is due to the high cost of production, the relatively low volume of production, and the lack of natural competition, since many machines are supplied to state-owned enterprises.
The cost of KAMIOKA G-3A3060 is from RUB 2,300,000. This price is much lower with a higher quality of the final product, and the ability to process larger and heavier workpieces. Such a low price is due to opposing factors, including differences between the Belarusian and Taiwanese economies. Here we have an exclusively commercial orientation of the products, competitiveness at the global level, high production volumes and, accordingly, a reduced cost of production itself.
The cost of L&W G-CS3060AH starts from RUB 1,400,000. This is an even lower cost. The factors are the same as described above. The cost is lower due to the fact that the power of the machine is lower, it is optimal for processing workpieces weighing up to 100-150 kilograms, and unlike the G-3A3060 it is not used for roughing and other rough work due to the power, its specialization is fine grinding and polishing of unsurpassed quality.