Wire is one of the most popular types of metal products. It can be steel, copper, titanium, aluminum, zinc, nickel and their alloys. There are both bimetallic and polymetallic wires. It is impossible to imagine electrical engineering without wire - but not only that.
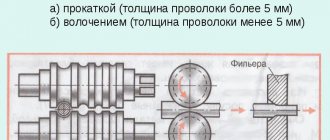
Steel wire is also needed in the production of springs, nails, electrodes, and drills. Although for such purposes it is not even the wire itself that is used, but its semi-finished product - steel wire rod. Let's see how it, and then the wire, is made from solid steel. Actually, wire rod is made in the same way as any other rolled product: the workpiece in the form of a bar (bloom) is heated to a state of “red softness”, and then passed through rollers, which they pull hot metal into wire rod with a cross-section of up to 10 mm. - and then goes to the winding machine, where it is laid in rings.
Normative references
This standard uses normative references to the following standards:
GOST R 8.563-96 State system for ensuring the uniformity of measurements. Methods for performing measurements GOST R 53228—2008 Non-automatic scales. Part 1. Metrological and technical requirements. Tests GOST 15.309-98 System for development and production of products. Testing and acceptance of manufactured products. Basic provisions of GOST 859-2001 Copper. Grades GOST 1012—72 Aviation gasoline. Technical specifications GOST 1497-84 (ISO 6892-84) Metals. Tensile test methods GOST 1545-80 Wire. Torsion test method GOST 2768-84 Technical acetone. Technical specifications GOST 4204-77 Reagents. Sulfuric acid. Technical specifications GOST 4381-87 Lever micrometers. General technical conditions GOST 6507-90 Micrometers. Technical specifications GOST 7229-76 Cables. wires and cords. Method for determining the electrical resistance of current-carrying cores and conductors GOST 9717.2-82 Copper. Method of spectral analysis using metal standard samples with photographic recording of the spectrum GOST 9717.3-82 Copper. Method of spectral analysis for oxide standard samples GOST 13938.11-78 Copper. - Method for determining arsenic GOST 13938.13-93 Copper. - Methods for determining oxygen GOST 15150-69 Machines, instruments and other technical products. Versions for different climatic regions. Categories, conditions of operation, storage and transportation regarding the impact of climatic factors of the external environment GOST 18690-82 Cables, wires, cords and cable fittings. Labeling, packaging, transportation and storage GOST 24047-80 Semi-finished products from non-ferrous metals and their alloys. Sampling for tensile testing GOST 24048-80 (ISO 2626-73) Copper. Methods for determining resistance to hydrogen embrittlement GOST 24104—2001 Laboratory balances. General technical requirements GOST 24231-80 Non-ferrous metals and alloys. General requirements for the selection and preparation of samples for chemical analysis GOST 26877-91 Metal products. Methods for measuring shape deviations GOST 27981.1-88 High purity copper. Methods of atomic spectral analysis GOST 27981.2-88 High purity copper. Method of chemical atomic emission analysis GOST 27981.5-88 High purity copper. Photometric methods of analysis GOST 281 06-89 Copper cathodes. Selection and preparation of samples and specimens for determining electrical resistivity GOST 28498-90 Liquid glass thermometers. General technical requirements. Test methods GOST 2851 5-97 Copper. Method for testing samples for spiral elongation GOST 29329-92* Scales for static weighing. General technical requirements GOST 31382—2009 Copper. Methods of analysis ST SEV 543-77 Numbers. Recording and rounding rules
* GOST R 53228-2008 is in force on the territory of the Russian Federation: from 01/01/2010 - in terms of newly developed and modernized scales: from 01/01/2013 - in terms of scales developed before 01/01/2010.
Note - When using this standard, it is advisable to check the validity of the reference standards in the public information system - on the official website of the Federal Agency for Technical Regulation and Metrology on the Internet or using the annually published information index “National Standards”, which was published as of January 1 of the current year , and according to the corresponding monthly information indexes published in the current year. If the reference standard is replaced (changed), then when using this standard you should be guided by the replacing (changed) standard. If the reference standard is canceled without replacement, then the provision in which a reference is made to it is applied in the part that does not affect this reference.
Tips for choosing when buying wire rod. Wire rod quality
As a rule, ordinary people, and even various construction companies, do not encounter the purchase of wire rod made of non-ferrous metals. Wire made of non-ferrous metals is mainly purchased by factories that manufacture electrical cables.
In most cases, when carrying out construction or installation work, it becomes necessary to buy steel wire rod. Steel wire rods are marked according to GOST 7566. Steel wire is sold in the form of coils consisting of 1 or 2 strands. If there is only 1 continuous strand in the coil, then all technical characteristics of the wire can be found out by the attached label. If there are 2 cores in a skein, then there must be 2 labels.
When purchasing steel wire rod, markings on the label are as follows:
Wire rod B-5.0 mm St3kp UO1 GOST 30136-94
This means that wire rod of normal strength, with a diameter of 5 mm, made of steel grade St3kp with one-stage accelerated cooling is twisted into a coil and the material complies with the specified GOST.
In addition to studying the information on the coil label, it is also worth making a visual inspection of the core for the presence of scale, cracks and burrs. In addition, it is worth paying attention to the overall color of the core. If the color of the core does not differ, it means that such steel wire will have different flexibility and strength in different parts of its length.
There is an old way of determining the flexibility of wire rod “by eye”. To do this, take a core and bend it into an arc. The free end goes around the main core, and the end begins to bend clockwise. A high-quality wire rod should bend around a rod equal to its diameter, that is, around itself 180 degrees. In this case, cracks or breaks should not form at the bend.
Terms and Definitions
The following terms with corresponding definitions are used in this standard:
3.1 wire rod: A billet with a transverse circular cross-section, constant along its entire length, rolled into a coil, produced, as a rule, by the continuous casting method or by the method of continuous casting and rolling.
3.2 ovality (deviation from roundness): Half the difference between the largest and smallest diameters measured in one cross section perpendicular to the axis of the wire rod.
3.3 coil: A length of product wound in a series of continuous turns.
Application of wire rod
Wire rod is used in the production of electrodes and wire for welding. Also, wire rod can act as a reinforcing structure in the production of reinforced concrete products. In addition, wire rod is used in the production of telegraph wires, ropes and cables. Aluminum and copper wire rods are used mainly for the production of wire. Most often, this wire is used in the power supply system. In order for the quality of the wire rod not to affect the operation of the entire system, it must be plastic and well deformable. It is these characteristics that play a key role in the degree of steel drawing.
Main parameters and dimensions
4.1 Wire rods are produced by the following brands:
- KM - copper wire rod;
- KMB - oxygen-free copper wire rod:
- KMor is a copper wire rod produced by continuous casting and rolling from refined waste and copper scrap.
4.2 The nominal diameter of the wire rod and the maximum deviation from the nominal diameter must correspond to those indicated in Table 1.
Table 1. In millimeters
| Nominal wire rod diameter | Maximum deviation from the nominal diameter | Nominal wire rod diameter | Maximum deviation from the nominal diameter |
| 8.0 9.5 10.0 11.4 12.7 13.0 14.0 | ± 0.4 | 16.0 18.0 22.0 23.0 | ± 0.6 |
Note - By agreement between the consumer and the manufacturer, wire rod with a nominal diameter of 8.0 mm can be manufactured with a maximum deviation from the nominal diameter of ± 0.3 mm. It is possible to manufacture wire rod of other diameters, but the maximum deviation from the diameter must correspond to the nearest larger size indicated in this table
4.3 The ovality of the wire rod should not exceed the maximum deviation from the diameter.
4.4 The symbol for wire rod must include:
- brand of wire rod,
- symbol of the grade of copper from which the wire rod is made (5.3.1)
- nominal wire rod diameter,
- designation of this standard.
An example of a symbol for wire rod of the KM brand. made of copper grade M001, diameter 8.0 mm:
Wire rod KM M001 8.0 GOST R 53803-2010
Delivery and labeling
The finished wire rod is wound into coils weighing at least 160 kg. Typically, each coil is a continuous piece, which is marked according to the requirements of GOST 7566. A marking is attached to each coil, which indicates the manufacturer, wire rod diameter, grade and grade of steel, and heat number. However, it is allowed to wind two sections of wire rod into one coil - but only if one section does not exceed 10% of the mass of the coil. In this case, the manufacturer must guarantee the weldability of the products and put two marking labels - one for each segment.
According to the technical conditions TU 14-15-254-91, wire rod according to TU is manufactured in 4 classes:
class VK - high-quality wire rod;
class VD - wire rod with high deformation;
class KK-quality wire rod;
class PD - structural wire rod.
Technical requirements
5.1 General requirements
Wire rod is manufactured in accordance with the requirements of this standard according to technological documentation approved in the prescribed manner.
The wire rod must be made of copper of such quality and purity that it provides the properties and characteristics of the wire rod established by this standard and allows the wire rod to be used for its intended purpose.
5.2 Characteristics
5.2.1 Surface quality requirements
5.2.1.1 The wire rod along its entire length must have a clean and smooth surface.
Holes, scratches, dents, nicks and other surface defects are allowed on the surface of the wire rod, the depth of which does not exceed 0.2 mm during control cleaning. Allowed defects should not prevent further processing of the wire rod.
5.2.1.2 On the surface of wire rod grades KM and KMor with a diameter of up to 18.0 mm inclusive, surface oxidation (oxide film thickness) is allowed: no more than 1 • 10-7 m (1000 A*) - with the electrochemical measurement method or no more than 0.01% - using the weight measurement method.
The surface oxidation of KMB grade wire rod of all diameters and KM and KMor grade wire rod with a diameter over 18.0 mm is not standardized.
By agreement between the consumer and the manufacturer, it is allowed to produce KM brand wire rod with surface oxidation: no more than 0.5 • 10-7 m (500 A*) - with the electrochemical method of measurement or no more than 0.005% - with the gravimetric method of measurement.
A - Angstrom.
5.3 Chemical composition requirements
5.3.1 KM grade wire rod in chemical composition must correspond to M001 grade copper. M0, wire rod grade KMB - copper grades M001b, M0b: wire rod grade KMor - copper grade M1or.
5.3.2 Chemical composition of copper grades MO, M0b according to GOST 859 and grades M001, M001b. M1or according to this standard must correspond to that specified in Table 2.
table 2
| Element | Mass fraction, %, no more. for copper grades | |||||
| M001 | MO | M001b | M0b | M1or | ||
| Impurities by group: | ||||||
| 1 | Bismuth Selenium Tellurium Sum 1st group | 0.0002 0.0002 0.0002 0.0003 | 0.0005 — — — | 0.0002 0.0002 0.0002 0,0003 | 0.001 — — — | — — — — |
| 2 | Chromium Manganese Antimony Cadmium Arsenic Phosphorus Amount of the 2nd group | — — 0.0004 — 0.0005 — 0.0015 | — — 0.002 — 0.001 — — | — — 0.0004 — 0.0005 — 0.0015 | — — 0.002 — 0.002 0.002 — | — — — — — — — |
| 3 | Lead | 0.0005 | 0,003 | 0,0005 | 0.003 | — |
| 4 | Sulfur | 0.0015 | 0,003 | 0,0015 | 0.003 | — |
| 5 | Tin Nickel Iron Silicon Zinc Cobalt Group 5 Amount | — — 0.001 — — — 0,002 | 0.001 0.002 0,004 — 0.003 — — | — — 0.001 — — — 0.002 | 0.002 0,002 0.004 — 0.003 — — | — — — — — — — |
| 6 | Silver | 0.0025 | — | 0,0023 | — | — |
| Sum of listed impurities | 0.0065 | — | 0.0065 | — | 0.065 | |
| Oxygen | 0,04 | 0.04 | 0.001 | 0.001 | 0.025 | |
Notes: 1 - The mass fraction of copper for copper grades M001, M001b is determined by subtracting the sum of the mass fractions of impurities from 100%. Mass fraction (copper + silver) for copper grades: MO - no less than 99.93%; M0b - no less than 99.97%; M1or - no less than 99.91%. 2 — It is allowed to manufacture wire rod from copper grades with a mass fraction of oxygen. M001, MO, M1or - no more than 0.065; M001b, M0b - no more than 0.002%. 3 — The “-” sign means that the element is not standardized.
5.4 Electrical requirements
5.4.1 Electrical resistivity. Ohm • m • 10-6, wire rod or annealed wire drawn from wire rod should be no more than:
- for wire rod made of copper grades M001. M001b - 0.01707;
- for wire rod made of copper grades MO, M0b, M1or - 0.01718.
5.5 Mechanical requirements
5.5.1 The tensile strength of the wire rod must be at least 160 MPa. the relative elongation after breaking the wire rod must be at least 35%.
5.5.2 Wire rod of all grades must withstand the torsion test followed by unwinding without destruction and the appearance of casting and rolling defects, the depth of which during control cleaning exceeds 0.2 mm. The number of twists is indicated in Table 3.
Table 3.
| Nominal diameter of wire rod, mm | Number of twists (in the numerator) followed by unwinding (in the denominator) |
| 8.0 | 10/10 |
| St. 8.0 to 13.0 incl. | 8/8 |
| » 13.0 » 16.0 and | 5/5 |
| » 16.0 | 3/3 |
5.5.3 Wire rod of all grades must withstand the torsion test in one direction.
The number of twists in one direction until complete destruction should be no less than for wire rod with a diameter of: 8.0 mm - 50; over 8.0 mm up to 13.0 inclusive - 15; over 13.0 mm - 8.
5.5.4 When placing an order, it is allowed to set additional requirements for wire rod grades: KM and KMor - for spiral elongation: KMB - for resistance to hydrogen embrittlement.
5.6 Marking
5.6.1 Marking of wire rod must comply with the requirements of GOST 18690 with additions to this standard.
5.6.2 Each coil of wire rod must have a label attached to it, which must indicate:
- name or name and trademark of the manufacturer:
- name of the country of manufacture;
- wire rod symbol:
- date of manufacture (year, month, day);
- bay number;
- net weight of the coil, kg;
- gross weight of the coil, kg;
- mark of conformity (if there is a certificate);
- batch number.
The label must bear a technical control stamp.
5.7 Packaging
5.7.1 Packaging of wire rod must comply with the requirements of GOST 18690 with additions to this standard.
5.7.2 Wire rod is supplied in coils in one piece. The net weight and gross weight of the coil are established by agreement between the consumer and the manufacturer.
5.7.3 The wire rod must be wound into coils without entanglement. overlapping of turns, preventing free unwinding during processing. The winding density must ensure the integrity of the coils during packaging and transportation.
It is necessary to leave the lower end of the wire rod free to ensure continuity during its processing: the length of the free end of the wire rod is set when placing an order.
5.7.4 Each coil of wire rod must be tied with steel packing tape or tape of other materials suitable for the application in at least three places evenly distributed around the circumference to ensure the integrity of the coils.
5.7.5 The wire rod must be packaged. The packaging of the wire rod must protect it from contamination and precipitation.
5.7.6 By agreement with the consumer, wire rod can be supplied without packaging.
Buying wire rod from us:
To do this, you do not need to come to the company’s office. Just go to our website and place an order. If the customer has difficulties in choosing long products, then it is better for him to call the office and our manager will help with placing the order. Our manager will answer all your questions and help you select and arrange the right product.
The goal of the RUMETALL company is to offer its customers exclusive terms of cooperation, the widest possible range at very competitive prices.
We have our own specially equipped metal warehouse with modern equipment, which meets all requirements for storing metal products. Therefore, when buying construction reinforcement from us, you can be absolutely sure of its quality, and that it has not lost its high consumer properties when stored at the base. The company has its own fleet of vehicles for loading and delivering rolled metal products.
Working with us, you will receive the best service, since our company works around the clock, which allows us to respond to consumer requests as quickly as possible.
Acceptance rules
6.1 The rules for acceptance of wire rod must comply with GOST 15.309 and the requirements of this standard.
6.2 Test categories
To verify the compliance of the wire rod with the requirements of this standard, acceptance tests are prescribed.
6.3 The wire rod is presented for acceptance in batches. A batch is considered to be wire rod in the amount of shift output. The batch must consist of wire rod of the same grade, made of copper of the same grade, of the same nominal diameter.
After acceptance tests are completed, a quality document is drawn up for the batch, containing:
- name or name and trademark of the manufacturer;
- name of the country of origin;
- legal address of the manufacturer and (or) seller;
- symbol of wire rod;
- mechanical test results;
- electrical test results;
- chemical composition;
- net weight of the batch;
- batch number;
- date of manufacture (month, year, date);
- Warranty period of storage of wire rod.
Testing may be carried out during production. In this case, the results of tests carried out during the production process are the results of acceptance tests.
6.4 Tests must be carried out within the scope of technical requirements and with sample sizes specified in Table 4. If unsatisfactory test results are obtained for at least one of the indicators specified in 4.2; 4.3; 5.2.1.2; 5.3.2; 5.4.1; 5.5.1 - 5.5.3. it is repeated tests on a double sample taken from the same batch. The results of repeated tests are applied to the entire batch.
Table 4
| Type of inspection or test | Subsection. paragraph. subparagraph | Sample size | |
| technical requirements | control methods | ||
| Checking the diameter and ovality of the wire rod | 4.2;4.3 | 7.2; 7.3 | Every fifth bay, but not less than one bay from the batch |
| Surface Quality Check | 5.2.1.1 | 7.4 | 100% bays |
| Checking surface oxidation | 5.2.1.2 | 7.5 | Every tenth bay, but not less than two bays from the batch |
| Checking the chemical composition | 5.3.2 | 7.6 | Every tenth bay, but not less than two bays from the batch |
| Determination of oxygen content | 5.3.2 | 7.6 | Every tenth bay, but not less than two bays from the batch |
| Electrical resistivity check | 5.4.1 | 7.7 | One bay per batch at least three times a day |
| Determination of elongation after rupture and tensile strength | 5.5.1 | 7.8 | Every tenth bay, but not less than one bay from the batch |
| Unwinding torsion test | 5.5.2 | 7.9 | Every fifth bay, but not less than one bay from the batch |
| One-way twist test | 5.5.3 | 7.9 | Every tenth bay, but not less than two bays from the batch |
| Checking the markings | 5.6 | 7.14 | 100% bays |
| Checking the packaging | 5.7 | 7.14 | 100% bays |
| Determination of the net mass and gross mass of the bay | 5.7.2 | 7.13 | 100% bays |
Why is it profitable to buy wire rod from RUMETALL?
- products comply with international standards and State Standards;
- quality control of the products offered in the warehouse is carried out;
- all products sold are smooth, the surface is free of defects;
- We offer the lowest cost per meter, ton;
- We offer additional discounts to regular customers.
Our cooperation with suppliers is worked out to the smallest detail, as a result of which products are supplied stably and on a regular basis.
The main task of RUMETALL is the ability to offer its customers exclusive terms of cooperation, the widest possible range at very competitive prices.
A range of metal products of this type of rolled product and other types is always available at the company’s warehouse in Moscow. The actual price per ton is indicated on our company’s website. We work with both wholesale and retail customers, we provide documents. We recommend contacting the company’s managers regarding favorable delivery. Goods are shipped 24 hours a day. If you have any questions, call the number.
Control methods
7.1 All tests and measurements are carried out under normal climatic conditions in accordance with GOST 15150.
7.2 Determination of wire rod diameter (4.2)
7.2.1 Measuring instruments
When performing measurements, use a micrometer in accordance with GOST 6507 with a division value of no more than 0.01 mm or a caliper with a division value of no more than 0.01 mm.
7.2.2 Taking measurements
The diameter of the wire rod is measured with a micrometer or caliper on straight sections of the wire rod at a distance of at least 200 mm from the beginning or end of the coil, and the largest and smallest dimensions in each section are determined.
If disagreements arise, the wire rod diameter is measured with a micrometer in accordance with GOST 6507.
7.3 The ovality of the wire rod (4.3) is checked according to GOST 26877.
7.4 The surface quality of the wire rod (5.2.1.1) is checked by external inspection of the outer turns without the use of magnifying devices.
Defects found on the wire rod are smoothed along the plane over a length of at least 8 mm until the defect disappears. The depth of the defect is taken to be the difference between the diameter of the wire rod measured next to the cleaned area and the diameter of the wire rod in the place where the cleaning was carried out.
7.5 The oxidation of the wire rod surface (5.2.1.2) is determined on a wire rod sample weighing from 0.1 to 0.2 kg. selected from the outer turn of each selected coil, by the weight method according to Appendix A, or on a wire rod sample with a length of 100 to 200 mm. selected from the end of the coil, using the electrochemical method according to Appendix B.
If disagreements arise in determining the surface oxidation, the test is carried out by the gravimetric method.
7.6 To determine the chemical composition of the wire rod, one sample is cut from each selected coil.
Selection and preparation of samples for chemical analysis are carried out in accordance with GOST 24231.
Determination of the chemical composition (5.3.2) is carried out according to GOST 9717.2. GOST 9717.3. GOST 13938.11. GOST 13938.13. GOST 27981.1. GOST 27981.2. GOST 27981.5, GOST 31382.
It is allowed to use other methods for determining the chemical composition, certified in the prescribed manner, in accordance with the requirements of GOST R 8.563.
It is allowed at the manufacturing plant to take samples from molten metal.
If disagreements arise in determining the chemical composition, analyzes are carried out in accordance with GOST 13938.11. GOST 13938.13. GOST 27981.1, GOST 27981.2. GOST 27981.5, GOST 31382.
7.7 Determination of electrical resistivity (5.4.1)
7.7.1 Measuring instruments
When performing measurements use:
- micrometer according to GOST 4381 with a division value of no more than 0.01 mm;
- laboratory scales of high accuracy class in accordance with GOST 24104 and scales in accordance with GOST R 53228.
7.7.2 Taking measurements
Electrical resistivity is determined according to GOST 7229 on one sample.
7.7.3 Processing measurement results
The actual cross-sectional area S mm2, to calculate the electrical resistivity, is calculated using the following formula:
(1)
Where, m is the mass of the sample, g; 8.89 - density of copper at 20oC, g/cm3; L—sample length, mm.
If disagreements arise, the electrical resistivity is determined on a wire drawn and annealed in accordance with GOST 28106 (clause 7) with the calculation of the actual cross-sectional area 5 using formula (1).
7.8 Tensile testing of wire rod (tensile strength and relative elongation after break) (5.5.1) is carried out according to GOST 1497 on a sample with a design length of 200 mm. taken from the end of the bay.
Sampling is carried out according to GOST 24047.
7.9 Tests for twisting with unwinding (5.5.2) and twisting in one direction (5.5.3) are carried out on a wire rod sample with a nominal diameter: up to 10 mm inclusive - according to GOST 1545; over 10 mm - according to technical documentation approved in the prescribed manner.
The sample is taken from the end of the wire rod coil; length of the tested part (distance between the grips of the machine) - (300 ± 5) mm.
A torsion test in one direction is carried out until complete transverse failure of the sample.
7.10 Testing of wire rod for spiral elongation (5.5.4) is carried out in accordance with GOST 28515, for resistance to hydrogen embrittlement (5.5.4) - in accordance with GOST 24048.
7.11 Measurement results are rounded in accordance with the requirements of ST SEV 543.
7.12 It is permitted to use other measurement methods that are not inferior in accuracy to those specified in this standard. It is allowed to use other measuring instruments and auxiliary devices that provide measurements.
If disagreements arise in assessing the quality of wire rod between the manufacturer and the consumer, measurements are carried out using the methods specified in this standard.
7.13 The net mass and gross mass of the coil (5.7.2) are determined by weighing on scales for static weighing of the average accuracy class in accordance with GOST 29329 and scales in accordance with GOST R 53228.
7.14 Checking the markings (5.6) and packaging (5.7) is carried out by external inspection.
How to buy wire rod?
- If you want to select and buy wire rod in our RUMETALL online store, we have prepared detailed information for you on size, weight, price options, photos and all available characteristics in the product cards.
- Delivery in Moscow and the region is carried out by vehicles with a carrying capacity from 500 kg to 10 tons. Detailed information in the corresponding section
- RUMETALL sells construction mounting fittings wholesale and retail at affordable prices. There is a system of discounts and bonuses for regular customers.
Transportation and storage
8.1 Transportation and storage of wire rod must comply with the requirements of GOST 18690.
The wire rod is transported on wooden or metal pallets, which ensure that the shape of the coil is preserved during transportation.
8.2 Wire rod is transported by all types of transport in covered vehicles in accordance with the rules for the transportation of goods in force for this type of transport. By agreement with the consumer, it is allowed to transport wire rod in open vehicles, as well as transport wire rod of various brands and diameters together.
8.3 Wire rod must be stored indoors under conditions that exclude mechanical damage, contamination, exposure to moisture and chemically active substances.
Wire rod in business and production
Wire rod is considered a semi-finished product, but is quite widely used on its own. Steel wire rod serves as a means of fastening when transporting large-sized cargo by rail. It is also used to fasten load-bearing structural elements and reinforce reinforced concrete (the cheapest 8-mm wire rod is very suitable for this). Products with a thickness of 6.5 mm are used to strengthen brickwork, install lightning rods and make cables used in the construction of cable-stayed bridges. However, the main purpose of wire rod is still the role of an intermediate semi-finished product in the production of nails, welding electrodes, winding springs - and, of course, the production of wire.
Appendix A (mandatory)
Determination of wire rod surface oxidation by gravimetric method
A.1 Measuring instruments, materials, solutions
When performing measurements, the following measuring instruments are used:
- liquid glass thermometer according to GOST 28498.
- high-precision scales in accordance with GOST 24104 and scales in accordance with GOST R 53228;
- stopwatch according to [1].
When performing measurements, the following materials and solutions are used:
- acetone according to GOST 2768.
- gasoline according to GOST 1012,
- sulfuric acid according to GOST 4204.8% - 10% solution by weight.
[1]. Technical specifications Stopwatch - mechanical TU 26-1819.0021-89
A.2 Taking measurements
Before etching, the samples are washed in warm water (temperature not lower than 40oC), dried and wiped dry with a rag, followed by degreasing with a solvent (acetone or gasoline) and weighed on a scale. The samples are etched in a sulfuric acid solution for 15 minutes. The temperature of the etching solution should be from 70oC to 80oC.
After etching, the samples are washed with water, dried and weighed on the same balance.
A.3 Processing of measurement results
Surface oxidation a, %. determined by the following formula
(A.1)
where m1 is the mass of the sample before etching, m2 is the mass of the sample after etching. G.
Wire rod price. Wire rod weight.
The cost of wire rod is comparable to the cost of the material from which it is made. For example, steel wire rod can cost 20-30 rubles per kg, aluminum wire rod costs about 150 rubles per kilogram, copper wire - about 300 rubles per kilogram.
Wire rod weight: weight of one meter depending on the diameter and length of one ton depending on the diameter
The weight of the wire rod depends on its material and diameter. As an example, the table shows the weight of steel rod depending on the diameter. Copper wire has about the same weight. Aluminum wire is approximately three times lighter than steel and copper.
Steel wire production technology
Home \ Useful articles \ Steel wire production technology
1. The influence of chemical elements on the quality of raw materials.
The material for steel wire is wire rod. For production, steels smelted in open-hearth and electric furnaces and converters are used.
— the wire rod must have a constant chemical composition and uniform structure along the entire length.
— the cross section must be accurate in shape and size.
1. The influence of individual elements on quality.
Carbon - gives steel increased strength and a certain level of ductility, increases elasticity, wear resistance and endurance under variable loads.
Manganese and silicon deoxidize steel during smelting. They increase the density and uniformity of the metal, strengthen it, make it more elastic, and increase abrasion resistance. Manganese neutralizes the harmful effects of sulfur in steel by forming compounds with it. If silicon is in the form of oxide accumulations, it reduces the ductility of steel.
Sulfur and phosphorus are harmful impurities. They are prone to segregation - capable of accumulating in separate parts. High sulfur content causes red brittleness in steel (brittleness at high temperatures). The content of sulfur and phosphorus in steel is limited to 0.03% each and a total of 0.05%.
Chromium - enters carbon steel, usually from the charge during smelting in furnaces. When patented, chromium has a harmful effect, so its content is limited to 0.1-0.15%.
Nickel - at low levels in carbon steel, does not have a harmful effect and does not delay the patenting process.
Non-metallic inclusions are classified as defects. They degrade mechanical properties.
Nitrogen - causes strain aging, i.e. increases hardness and brittleness over time.
2. Defects and other shortcomings of raw materials (wire rod).
Defects in the wire rod significantly affect the quality of the finished wire.
Burrs and sunsets - a burr (mustache) has the appearance of a convexity stretching along the length of the wire rod. If a burr appeared in the preparatory gauge, then in subsequent transitions it rolls into the sunset.
A wire rod with a burr and a sunset is not suitable for wire production.
Hairlines, uncooked bubbles elongated in the direction of rolling, also reduce the mechanical properties of the metal.
Shrinkage cavities and friability - these defects weaken the cross-section of the wire, lead to breaks, and reduce mechanical properties.
Decarburization occurs when ingots are heated for rolling; the surface is depleted of carbon. Decarburization is very harmful in wire rope rod.
Irregular shape of the wire rod and inaccurate cross-section dimensions (oval) - oval cross-section and deviation of the cross-section from the circle shape leads to uneven deformation of the workpiece during the drawing process. Because of this, the mechanical properties of the wire deteriorate and cracks appear on its surface.
Unsatisfactory structure. In those. The conditions for the wire rod specify the requirements for the microstructure - it should not have traces of shrinkage cavities, friability, carbon segregation, martensitic areas are not allowed.
A satisfactory structure in the wire rod is sorbitol, which is formed as a result of intensive cooling after rolling the wire rod. This structure facilitates wire drawing conditions and reduces the cost of wire production.
Mixing up melts (grades) leads to a sharp deterioration in the quality of wire, disruption of the technological process of wire production, and additional costs for eliminating the current situation when processing wire rod.
For the production of medium-carbon and high-carbon steel wires, steels with a carbon content of 0.5 to 0.85% are used, i.e. brands 50 - 85.
Two-digit numbers in steel grades indicate the average carbon content in hundredths of a percent, for example grade 50 contains 0.47-0.55% carbon.
3. GOST requirements for the composition of wire rod.
Wire rod is used in accordance with GOST 1050-74; GOST 14959-79 for patenting group B11.
According to the technical conditions TU 14-15-254-91, wire rod according to TU is manufactured in 4 classes: class VK - high-quality wire rod; class VD - wire rod with high deformation; class KK-quality wire rod; class PD - structural wire rod.
Difference between TU 14-15-254-91 and GOST 1050-14 and GOST 14954-79: 1. Tolerance according to TU +/- 0.2 mm; tolerance according to GOST +/- 0.3: 0.5 mm 2. Ovality according to GOST no more than 0.5 mm, according to specifications no more than 0.3 mm. 3. According to the technical specifications, the amount of scale is specified - 5 kg/t; according to GOST, scale is not specified. 4. According to the technical conditions, the presence of lamellar perlite of the first grade is not less than 30%; according to GOST, this value is not specified. 5. According to the technical conditions, the depth of the decarbonized layer is specified - 2.5% for VK, VD and PD wire rods and 3% for KK wire rods. The following are also standardized
| According to those conditions | Not standardized according to GOST |
| nitrogen - 0.008% | |
| arsenic - 0.08% | |
| copper - 0.10-0.15% | |
| aluminum - 0.005% | |
| titanium - 0.005% |
Subshrink heterogeneity (liquation) for classes is regulated:
| According to technical conditions | Not standardized according to GOST |
| nitrogen - 0.008% | |
| arsenic - 0.08% | |
| copper-0.10-0.15% | |
| aluminum - 0.005% | |
| titanium - 0.005% |
4. Delivery and storage of wire rod.
Wire rod is supplied in batches; there should be no more than two batches (melts) per car. Each coil of wire rod is marked with the following information: diameter, steel grade, heat number and manufacturer. Wire rod in a warehouse is necessarily stored by the carload, “sausage”, by grade and heat, this condition during further processing significantly affects the quality of work.
Before the wire rod is issued for production, it is checked by the external acceptance quality control department for compliance with its certificate data, after which the quality control department gives permission to launch the wire rod into production.
When processing wire rod, each heat must be produced completely; imperfections in individual heats (tails) further sharply worsen the work and, in some cases, lead to defective wire. When the wire rod is issued for work, the data is recorded in a log and must be obtained with the permission of the external acceptance quality department.
5. Wire rod pickling.
The surface of the wire rod is thoroughly prepared before drawing. Pickling is used to remove scale from the surface of the wire rod. Removing scale before drawing is necessary to reduce friction in the die channel and reduce the drawing force, temperature in the deformation zone and the magnitude of residual stresses in the wire after drawing.
Scale is removed chemically in aqueous solutions of sulfuric acid. For etching, sulfuric acid is used in accordance with GOST 2184-77. Contact grades 92.5 - 94%; tower - 75%.
The etching rate in sulfuric acid is maximum at its concentration of 2.5%. In practice, high concentration acid is not used to avoid severe corrosion of the metal and its saturation with hydrogen, leading to etching brittleness. To avoid etch brittleness during etching, the following etch inhibitors are added to the etching bath:
| a) C-5 inhibitor | TU 14-6-156-78 |
| b) I1V and I2V | TU 38-103339-76 |
| c) lignophosphate | GOST 13-183-83 |
| d) table salt | GOST 13830-84 |
| e) trisodium phosphate | GOST 201-76. |
A foaming agent is also added to the pickling bath to prevent evaporation of the acid into the air in the pickling room.
Etching is carried out in “cage” baths. Before lowering the wire rod into the bath, the coils are freed from the elms so that there is free access for the acid to the coils of the wire rod. The holding time depends on the acid concentration and the thickness (kg/t) of scale on the wire rod.
After the pickling bath, the wire rod is washed with water.
The wire rod is washed with water in cage baths by dipping the coils into the bath. Washing the wire rod is carried out in order to remove residues of acid, scale, as well as sulfuric acid salt and dirt from the metal surface. Washing is carried out in two baths: - the first in hot water; - the second in cold water. After washing, the metal should have a matte color.
Applying a lubricating layer. After pickling and washing, a lubricating layer is applied to the surface of the wire rod. Borax is used as a lubricating layer in accordance with GOST 3429-70. Borax concentration is in the range of 50-70 g/l; t=80 C. Immersion time from 5 to 10 minutes. Processing metal in borax significantly improves drawing conditions, protects the wire from rusting for a long time, and welding conditions improve, since borax is a flux.
Drying the metal is the final operation in metal etching. During the drying process, moisture is removed from the metal surface and etching brittleness is eliminated. Drying is carried out in a bath (tank) with heated circulating air. The quality of the wire rod surface prepared for drawing determines the success of drawing on mills. The wire rod prepared for drawing is transferred to the drawing department on the drawing machines.
6. Wire drawing from wire rod.
Single-shot drawing is when the workpiece is pulled through only one die, completely wound onto the drawing drum and transferred to a reel or removed as a skein.
Multiple drawing - the wire is pulled simultaneously through several dies, drums and dies can be 15 or more. This mainly comes down to the mechanization of wire transfer to subsequent drawing and the possibility of increasing the drawing speed. In addition, productivity increases and labor becomes easier. With repeated drawing, the drawing conditions are improved, for example, the lubrication conditions observed with single drawing during the transfer of wire from one mill to another are not violated.
In the workshop, the wire rod is drawn on drawing mills. Wire rod O 6.5 mm. can extend up to Ø 2.8 mm. depending on the required workpiece according to the technology to the final size on the finished wire with the requirements for mechanical properties.
The tool for drawing is a die, which is a tool with funnel-shaped holes of a certain shape through which the wire being processed is pulled. For the manufacture of dies, hard alloys of the VK-6 grade are used; VK-5.
Factories mainly use double dies. Double dies are two dies mounted in a metal casing, one is pressure, the other is finishing. Twin dies operate in hydrodynamic friction mode, which significantly reduces friction forces in the deformation zone.
During the drawing process, the drawing tool heats up to very high temperatures due to frictional forces, which is why the drawing mills have a water cooling system for the dies.
The lubricant for drawing is soap powder, which is poured into the soap dish where the die is installed. The soap powder is drawn into the deformation zone by the movement of the wire.
7. Patenting of the workpiece.
After drawing a rod or workpiece (wire) to a given size, when this metal has exhausted its plastic properties and further drawing is no longer possible, it is subjected to heat treatment (patenting).
Patenting in the workshop is carried out on broaching units, which include: a) a heating furnace; b) saltpeter bath; c) washing bath - 2 pcs; d) pickling bath; e) drilling bath; f) drying device; d) winding device (24 coils or 16).
Patenting involves heating the workpiece to a temperature of 950-980 and cooling it in a saltpeter bath at a temperature of 450-550 (These temperatures depend on the chemical composition of the metal). Nitrate is used according to GOST 821-77. When leaving the saltpeter bath, the workpiece is washed in hot water, where the remaining salt is removed.
Pickling of the workpiece is carried out in a lingering bath in sulfuric acid according to GOST 2184-79. Pickling is necessary to remove scale formed during the heating of the workpiece in the furnace.
The workpiece is washed after etching in a lingering bath in running water; during the washing process, acid contaminants are removed.
Processing in borax solution. Borax (GOST 8429-77) is applied to the surface as a lubricating layer to improve drawing conditions and increase the durability of the dies. The concentration of borax in the bath should be in the range of 50-70 g/l, bath temperature 80
Drying the workpiece. After drilling, drying is necessary to remove moisture, since the presence of moisture on the workpiece makes drawing difficult and leads to premature failure of the drawing tool (splitting of the dies).
Winding the workpiece onto reels. Winding the workpiece onto reels is the final operation. The workpiece on reels is transported to drawing machines for further drawing into smaller wire sizes.
8. Galvanizing of wire.
Galvanization is carried out according to the following scheme:
a) degreasing the wire in a technical sodium hydroxide solution in accordance with GOST 2263-79;
b) washing in hot water;
c) etching in hydrochloric acid according to TU 6-01-193-80;
d) washing in water;
e) fluxing to improve the adhesion of zinc to metal;
e) galvanizing in a zinc solution at a solution temperature of 420-460? Zinc is used according to GOST 3640-79 grades Ts-0, Ts-1;
g) cooling the wire with water;
h) winding the finished wire onto a reel.