According to the classification of installations for cutting various types of threads, the 1E61M lathe belongs to the high-precision group of similar equipment. If you make a complete setup and adjust in detail each parameter of the node modules, the performance, accuracy and functionality of this machine will significantly increase. In skillful hands, the machine can cut almost any type of thread.
Model modifications
The standard model 1E61M was modernized and released in several variations. Each modification of the machine has its own characteristics in terms of operations and quality of work.
1E61M
The addition of the "M" symbol means that the machine has increased accuracy. This modification is used for roughing and finishing machining of workpieces.
1E61MT
This is a high-precision unit that is used exclusively for finishing operations.
1E61MS
Another modification of the standard equipment 1 E61M. It is also used for finishing blanks and for thread cutting.
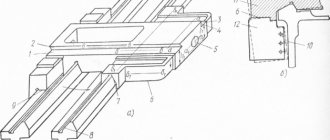
Description of the headstock of the machine
The spindle pulley is driven into rotation through a gearbox by an individual electric motor. V-belt transmission is provided by “B” type belts. Through the search or bypassing it, directly to the spindle.
The design with two rolling bearings ensures alignment and absence of runout for the wedge-shaped drive pulley, oriented in the center of the spindle head. This pulley eliminates the negative impact of V-belt tension on spindle loads.
The spindle head has six speed levels. Spindle rotation is regulated by moving along the splines of block gears 11-12, 9-10 and 7-8.
The headstock is lubricated by a separate pump driven by an electric motor. The systems, including the drive electric motor and the lubrication mechanism, are interlocked, thereby preventing the possibility of the spindle starting to rotate without a supply of lubricant.
Technical characteristics of the use of screw-cutting lathe
The technical characteristics of a lathe determine the capabilities of the master when carrying out turning operations. The main characteristics of the equipment under consideration are as follows:
- the maximum diameter of the workpiece that is processed above the bed is 32 cm;
- the same indicators above the caliper – 18.8 cm;
- the diameter of the rod that goes into the spindle is 32 mm;
- the maximum length of the installed RMC part is 71 cm;
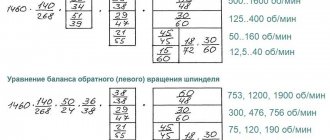
- spindle speed – 35-1600 rpm.
The maximum stroke length of the caliper for longitudinal movement of the carriage is 64 cm. For transverse movement of the carriage – 20 cm.
The following technical parameters of the 1E61M model that you should pay attention to
Weight and dimensions of the machine (in millimeters):
- Width 2 190.
- Depth 930.
- Height 1,500.
- Machine weight (excluding electrical equipment) 1650 kg.
Electric motors:
- the main movement is carried out by a 4.5 kW motor;
- cooling system pump motor power 125 W;
- motor power of the lubrication system pump is 125 W.
The model in question from a range of turning equipment has the following systems:
- Overload protection.
- Guaranteed blocking.
- Providing counter-current locking of the spindle.
- Shut-off stops.
Design features
The design features are due to the low weight of the machine itself compared to analogues, as well as its increased accuracy when processing workpieces. All design nuances lie in individual equipment units.
General view of the model
Dimensions and models
The weight of the equipment without additional equipment is 1650 kg. In terms of size, the equipment has the following parameters:
- length – 219 cm;
- width – 93 cm;
- height – 150 cm.
Location of main components
The main components of the machine are located according to the standard layout. But the design still has its own features that allow you to work in a safer mode without losing production levels.
Control structure
The controls include the following components of the 1E61M machine:
- a unit that includes the main electric pump and is connected to an external electrical network;
- connecting an emulsion electric pump;
- spindle speed switch;
- headstock override switch;
- mechanism for increasing the thread pitch;
- inclusion of longitudinal and transverse gears;
- a flywheel designed for longitudinal movement of the carriage;
- quick removal of the cutter from the product.
Headstock
The headstock is located on the left side and in such a way that the part can be rotated several degrees if the master has such a need. This also includes a gearbox. The control levers are located outside. The spindle itself is capable of rotating at speeds of up to 2000 rpm. The headstock is lubricated by a separate oil pump.
Tailstock
This node is located on the right side. It moves easily along the frame and the quill stroke is 100 mm. Tailstock taper – Morse 3.
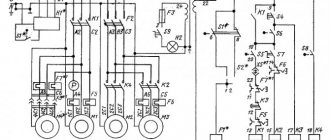
Kinematic diagram
Electrical diagram
Performance and Accuracy
Since the machine is focused primarily on finishing and semi-finishing operations, the master should avoid heavy production loads on the unit’s node modules.
The performance of the first basic model of this series was at a sufficient level, but excessive load quickly damaged the gearbox, drive and switching mechanism.
To improve accuracy, the total power was reduced, the negative effects of the load on the main units were eliminated, and the ability to connect additional modules that provide increased accuracy was retained.
When developing the installation, advanced safety technologies were used at that time. The machine is equipped with several systems to protect the worker.
A reliable overload control function prevents destructive processes in the gear shift mechanism and drive.
A complete lockout system that can be activated manually by the employee or automatically when certain hazardous conditions occur.
It has a recoil lock for the main spindle, which eliminates the possibility of damaging the master's hands.
Automatic stop switch.
Such a high-precision installation is used in almost every construction institution, in private repair business, small workshops, and such installations are often in private use.
Working on the 1E61M model is easy, safe, and, most importantly, the result does not require high production costs. Processing time for parts and thread cutting during pre-setting is completed in almost seconds, which saves energy.
Rules for setting up equipment and operation, passport
Stable operation of the machine depends on the accuracy of the preliminary settings. For a rigid type of cross-slide connection, you will need to adjust the slide wedge. The action algorithm is as follows:
- Loosen the screw a little.
- Tighten the wedge with another screw so that the movement of the slide remains smooth.
- Tighten the first screw as far as possible.
Be sure to periodically check the tension of the V-belts. They stretch out over time and this affects the safety of the turning mechanism.
The lathe's passport can be downloaded for free from the link - Screw-cutting lathe lathe 1E61M passport
Algorithm for adjusting V-belts:
- remove the front cabinet from all covers;
- tighten the slide using a special technique, running a special screw along the grooves to select the optimal tension level;
- secure the result with nuts.
Then you should adjust the spindle belts of the turning equipment.
Manufacturer information
The development and production of the turning-screw-cutting equipment in question was carried out by the Ulyanovsk Machine-Building Plant. Having established production in 1964, the plant produced several other models that differ insignificantly.
The plant produced other machines, as well as equipment. Many models are characterized by a similar kinematic scheme and unified design. Today, the models in question are no longer produced; it is quite difficult to purchase such equipment.
Maintenance and repair
If repairs or some maintenance work is necessary, you need to properly disassemble the machine:
- First of all, disconnect the unit from the power supply.
- Disconnect the pressure and drain pipes from the oil system.
- Before removing the spindle head, disconnect the V-belts.
In automatic mode, the screw-cutting lathe is lubricated. The unit is equipped with a centrifugal vertical pump for this purpose. The 1E61M lathe was produced for small private workshops, for small-scale enterprises, as well as for use in household workshops. It is characterized by increased processing accuracy and relative safety of operations.
Lubrication mechanism
The screw-cutting lathe 1E61M is lubricated using a highly efficient oil pump, electric type, its modification is PA-22. This mechanism operates thanks to the consistent immersion of the main elements of the machine in lubricant.
A special indicator allows you to monitor the oil level before each start of the unit; if there is a shortage, it requires topping up.
Types of oil pumps in lathes
The oil solution enters the guides for smooth movement of the slide through a small tube. The presence of a system of holes allows the incoming amount of oil to be distributed evenly.
It is necessary to systematically clean these openings of dirt and debris. If the turning unit lubricates well, then its service life is close to tens of years.
1e61m characteristics
The technical characteristics of the 1e61m lathe allow for finishing and semi-finish turning work.
| Characteristic name | Unit measurements | Options |
| Largest rod diameter | mm | 32 |
| Above the top of the caliper | mm | 188 |
| Above the bottom of the caliper | mm | No |
| Above the bed | mm | 320 |
| In the recess | mm | No |
| Distance between centers | mm | 710 |
| Height of centers | mm | 170 |
| Number of cutters installed in the tool holder | PC | 4 |
| The largest dimensions of the cutter holder (width x height) | mm | 12x20 |
| Maximum caliper movement | ||
| By hand: | ||
| Longitudinal | mm | 640 |
| Transverse | mm | 200 |
| Along the running roller: | ||
| Longitudinal | mm | 640 |
| Transverse | mm | 200 |
| By lead screw: | ||
| Longitudinal | mm | 640 |
| Transverse | mm | No |
| Fast movement of the caliper | m/min | No |
| The price of one division of the dial | ||
| Longitudinal | mm | 0,2 |
| Laterally | mm | 0,02 |
| Moving the dial one revolution | ||
| Longitudinal | mm | 28 |
| Laterally | mm | 3 |
| Switching stops | Eat | |
| Number of calipers: | ||
| Front | PC | 1 |
| Rear | No | |
| Number of cutting heads in the caliper: | ||
| Front | PC | 1 |
| Rear | PC | 1 |
| Maximum rotation angle | hail | 360 |
| The price of one division of the rotation scale | hail | 1 |
| Maximum displacement | mm | 140 |
| The price of one division of the dial | mm | 0,020 |
| Moving the dial one revolution | mm | 3 |
| Quill cone | Morse No. 3 | |
| Maximum quill movement | mm | 100 |
| Moving the quill one scale division | mm | 1 |
| Lateral offset | ||
| forward | mm | 5 |
| back | mm | 5 |
| Metric: | ||
| Increased accuracy | mm | 0,35…12 |
| Normal accuracy | mm | 0,2…30 |
| Inch | ||
| Increased accuracy | threads per inch | 3…20 |
| Normal accuracy | threads per inch | 4…30 |
| Modular | ||
| Increased accuracy | module | 0,3…6 |
| Normal accuracy | module | 1,0…7,5 |
| Pitchovaya | ||
| Increased accuracy | pitch | No |
| Normal accuracy | pitch | 60…8 |
| For steep threads, the steps are increased eightfold | ||
| Spindle braking (countercurrent) | There is | |
| Blocking | There is | |
| Pre-setting the speed of the friction clutch, spindle | No | |
| Overload protection | There is | |
| Machine dimensions (length, width, height) | mm | 2190x930x1500 |
| Machine weight | kg | 1650 |
| Main drive motor | AOS 51/4 | |
| Speed | rpm | 1335 |
| Power | kW | 4,5 |
Figure - 1e61m center distance
Drawing - 1e61m sketch of the spindle
www.stanoktehpasport.ru