Profile products are among the most in demand in many industrial and economic sectors. Organizing an enterprise that produces profiled metal products is a reasonable decision, but it requires significant investments, even in the case of setting up a small workshop (it makes no sense to launch a powerful line right away). The first thing an entrepreneur should do is to become familiar with the production technology and study the needs of potential buyers in the region.
Modern enterprises produce profile pipes of various types, shapes and purposes
Purpose and types of profile products
With the help of profile pipes, various metal structures are assembled, differing in size and purpose: frames, hangars, all kinds of greenhouses. Round type products are inconvenient to use in this case; the same applies to main-type profile pipes.
To make sure that the production of profile pipes is a very relevant topic, a brief overview of the areas of their use will help:
- Standard configuration products . In addition to the usual use in the construction of pipelines, scaffolding, cable protection, irrigation systems and all kinds of fencing are assembled from products of this type.
- Trunk profiles . They are used to construct large-sized pipelines, which are characterized by constant pressure fluctuations: they act as supports. In the manufacture of these products, the manufacturer's specifications or customer requirements are mainly used.
- Rolled metal profile type with increased chemical resistance . Scope of application: food, chemical and pharmaceutical industries.
- Mechanical engineering profile . They are used to make automobile pistons, shafts, cylinders and bearings.
The cross-sectional shape of the profiles can be different - oval, flat-oval, square, rectangular, polygonal. In some cases, when there is a corresponding order, it is possible to produce triangular, hexagonal and other non-standard profiles.
The exact method of manufacturing profile products that was used directly affects its properties:
- Hot rolled profiles without seams. An excellent option in situations where a high level of strength is required. Most often, they have good anti-corrosion protection, tolerating aggressive chemical environments well.
- Cold rolled (standard) profiles. These products are characterized by great elasticity, allowing them to withstand serious pressure fluctuations.
- Electric welded cold rolled profiles. This product is characterized by strength and durability, subject to proper use.
If the production of profile steel pipes is widespread, then the list of necessary equipment may undergo adjustments, depending on the purpose of the product. The business plan for the production of profile pipes has a direct impact on making some changes to its scheme.
Who should sell finished products to?
The price of a machine for making a profile pipe will pay off the faster the sooner sales channels are established. And the main bet here should be placed on the wholesale buyer. After all, this will allow the entrepreneur to immediately ship the manufactured products, rather than storing them while waiting for customers.
In any field, it is quite difficult for beginning entrepreneurs to conclude profitable contracts with wholesalers. Surely, first you will have to adapt to the client, reducing product prices.
And even making a profile pipe with your own hands in an empty garage will require a certain amount of advertising from the businessman. What options are possible here? You can try advertisements in newspapers, articles in specialized magazines, or your own website on the Internet.
How to make a profile pipe
To produce a square or rectangular profile, you will need only one machine - a rolling machine, which has all the necessary functions for forming this type. In this case, you need to purchase ordinary steel pipes with a round cross-section and modify them with a rolling mill (read: “How to roll pipes - options and methods”). The resulting products will have excellent visual identity with the ideas of ordinary consumers about what a rectangular profile should be.
As for technological considerations, such products are quite far from professional performance. Rolling a finished round pipe is an acceptable option in setting up the production of products that will not be used to solve serious problems - building hangar frames or residential buildings. From profiles that have undergone deformation by rolling, it is possible to produce frames for outdoor advertising, furniture, decorative interior elements, and to cover the needs of private construction.
Consumer interest in this product is ensured, but it will not be possible to build safe and reliable structures from it. Organizing the production of higher quality products will require a full production cycle of profile pipes, which consists of a number of successive stages. As a result, you will have to purchase additional machines for the production of metal pipes. The increased financial costs in this case are fully compensated by the expansion of the market for finished products.
Who to sell the pipe to
Profile pipe is used everywhere. Therefore, the pipe sales market is huge.
The product is used in the following areas:
- Building frames (including popular low-rise frame construction);
- Construction of bridges;
- Construction of building trusses;
- Mechanical engineering;
- Furniture manufacture;
- Advertising;
- Partitions;
- Metal hangars.
And this is not a complete list of activities.
All organizations specializing in any activity from the list purchase a profile pipe and can become your clients.
Full production cycle of profile pipes
The full cycle of manufacturing profile electric-welded products includes the following operations:
- Strip processing.
- Forming and welding of round profile blanks.
- Profiling a round pipe.
- Quality control test.
- Heat treatment.
Metal strip is used as the initial raw material from which the blanks are created - sheet steel of the required grade, supplied to production in roll form. Typically, low-alloy or carbon steel is used for these purposes. It is best that the sheet metal is supplied directly from the metallurgical plant: this will reduce the purchase price by an order of magnitude and be sure that each unit of goods will pass the appropriate quality control (pro
A standard machine line for the production of profile pipes includes the following units:
- sheet coil unwinder;
- profile bending machine;
- welder;
- deburring device;
- calibration machine;
- edger;
- conveyor for supplying finished products to the warehouse.
All these units as part of the automatic line work sequentially; manual labor is not included in the production technology. This significantly saves the businessman money on staff salaries and ensures impeccable quality of pipe products.
By what principle is a profile pipe subjected to rolling and inspection?
Profiling a cooled workpiece includes the following cycles:
- The rolled product undergoes rolling, which gives it the most uniform round shape along the entire length of the workpiece.
- A round pipe is crimped on four sides on a profiling machine: this allows the rolled metal to be given the required cross-sectional shape.
The need for the second technological stage arises in situations where it is necessary to produce square, rectangular or polygonal profile pipes. Flat-oval and oval profiles are quite satisfied with rolling using the first, control rollers (about
Stages of metal profile production
The main stages of the full production cycle are as follows:
- strip processing,
- production of round blanks,
- pipe profiling,
- slicing,
- quality control,
- heat treatment.
Strip processing
Raw materials for profiled pipes are supplied to the production line from metallurgical plants in the form of rolls - strips.
The rolls are unwound and cut on a slitting machine into strips of the required width. The cut segments are then welded into a continuous strip, which is wound onto a drum.
This is done to ensure continuity of production - a technological reserve of material is created to prevent downtime in the operation of the rolling machine.
Making a blank
The metal strip is transferred to the forming mill, where it is formed into a blank with a round cross-section.
When passing through the stands and rollers of a forming machine, the tape produces a continuous pipe with an open seam.
At this stage, a cold strip of steel is passed through the forming mill or heat treatment is carried out immediately.
We recommend that you read: How to build a rack from a metal profile pipe
The pipe is transferred to a welding machine, where the seam is closed to form a blank. Welding is carried out using a furnace method, in shielding gas or with high-frequency currents. The seam can be straight or spiral.
During welding, the machine rollers compress the edges of the seam to increase the strength of the joint, resulting in the formation of flash - excess molten metal pressed into the pipe and onto its outer surface. The burr is removed with a cutter, after which the workpiece is cooled with an emulsion composition.
Important! The process of cooling the workpiece with the emulsion composition continues both at the profiling stage and during cutting.
Pipe profiling
Depending on the cross-sectional shape that needs to be obtained, pipe profiling takes place in one or two stages.
- The workpiece is passed through sizing rollers, which level the workpiece. After calibration, it has the same cross-section along its entire length. If a pipe of oval or flat-oval cross-section is required, then its profiling ends there.
- If a triangular, square, rectangular or polygonal cross-section is required, the workpiece is passed through a profiling machine. The rollers of this machine compress a round pipe to the desired shape.
Slicing
The finished continuous pipe is cut to specified dimensions without stopping the cooling process.
For additional protection of finished profile pipes, cold or hot galvanizing is used:
- The first method is to apply a layer of powder or polymer paint to the metal profile.
- The second method differs in that the finished pipe is pre-cleaned, dipped into a bath of molten zinc, and then cooled and dried.
Quality control
Strict requirements are imposed on profile pipes manufactured under full cycle conditions. An obligatory stage in the production of metal profiles is quality control.
The tightness of the seam is especially carefully controlled, since the weak point of welded pipes is the seam.
Two verification methods are used:
- visual inspection,
- eddy current flaw detection.
The specialist inspects the seam and identifies seam irregularities caused by welding defects and damage caused by improper operation of the rollers.
We recommend that you familiarize yourself with: Types of seamless stainless pipes and features of their application
The second verification method is hardware. The operation of the flaw detector is based on comparing the electromagnetic characteristics of the metal in all areas of the seam.
These characteristics are affected by the chemical composition of the material and the presence of physical defects. The flaw detector helps to identify areas of lack of welding in the seam and shell that were not noticed during a visual inspection.
The production process is considered completed, and the product is allowed for sale only after quality control has been carried out.
What equipment is needed
What kind of equipment is purchased for the production of profile metal pipes is directly influenced by the enterprise’s demands for quality level and sales markets. For example, if a product is produced for furniture shops, small construction firms and advertising companies, there is no need for high-performance equipment. The main criteria when choosing the right equipment are the level of start-up capital and expected production volumes.
A standard line for the production of profile pipes includes the following mechanisms:
- Machines for unwinding, preparing and processing sheet metal.
- Mill forming a round section.
- Welding unit.
- A device for cutting edges on welding seams.
- Cooler.
- Mill for producing polygonal pipes.
- Cutter for finished products.
On production lines, both full automation and the possibility of using manual labor can be used. Automated lines are more productive, although their cost is higher. The equipment of standard lines includes only rectangular shafts.
In addition to equipment costs, the enterprise estimate will include the purchase of rolled products, rental costs and wages for workers. Typically, one production line requires the participation of two people - a machine operator and a helper. In addition, you will definitely need a technologist and laboratory assistants who will control the quality of the product. Thanks to the wide popularity of profile pipes, even small enterprises are guaranteed good profits and the presence of regular customers. The main thing is to organize everything correctly, without missing a single production cycle.
Equipment and equipment of the workshop. Line composition
Ready-made factory lines include several units. Depending on the required number of output products, the power and productivity of each pipe production machine may be different, but the operating principle remains the same. Let's consider the full production cycle step by step.
Unwinder
The apparatus necessary for unwinding the strip. The most common is console. The cantilever decoiler is available with manual and automatic blade expansion drives, weighing from 300 kg to 4 tons.
Rolling mill. Types and principle of operation
The following types of rolling mills are found in modern production shops:
- Single-roll bending machine
Used to shape sheet metal. Such equipment is used to create simple profiles - gutters, ebbs, consoles.
- Three roller machine
This technique is used to form tubular products and rolled profiles. The power of the device depends on the clamping mechanism. If the force generator is a regular clamp connected to a pressure roller, the productivity of the unit will be extremely low. To increase the force, replace the clamp with a hydraulic drive.
- Four roller machine
The four-roll machine is equipped only with a mechanical drive. It has the ability to form a profile of any section. It features increased energy consumption and is used in serial enterprises.
Cutting device
After rolling, the profile product goes to the cutting device.
There are three types of cutting devices.
- Band saw machine
Cuts using a saw made of high-speed steel in the form of a closed band. They are mainly used in large enterprises.
- Hacksaw machine
Here the cutting tool is a saw blade mounted in a frame. There are manual and electromechanical options. Compact, simple and reliable. Common in small industries.
- Device with cutting disc
The most popular unit with a circular saw as a cutting tool. They are characterized by simplicity and low energy consumption. Most often used in small production workshops.
Receiving device with roller conveyor
A roller conveyor is necessary for transporting finished profile pipes to the storage location (in the so-called “pockets”). A standard receiving device with a roller conveyor includes a drive section, a frame with idle rollers, and a mechanism for dropping pipes into pockets.
The drive section supports the pipe and sets it in motion; a frame with rollers moves the pipe along the roller conveyor to the dropping mechanism. The release mechanism sends the product into the pockets.
Auto control system
The automatic control system allows you to control the rolling speed, regulate the length and number of products and regulate pauses in the production cycle.
Equipped with a control panel with an indication system of basic parameters and, ideally, an emergency warning signal.
Requirements for premises and personnel
For small batch production it will be enough:
- Area of at least 4×18m;
- Lifting equipment - at least 5 tons;
- Service personnel - at least 1 operator and 1 assistant;
- The service life of equipment for the production of profile pipes must be at least 10 years.
Important! For the production of large-sized pipes, it is necessary to select units with increased power.
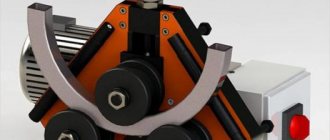
Individualities of rolling
Longitudinal rolling of a profile pipe is based on rolling, which is very similar to a rolling mill. As a result, the rolling machine for rolling profile pipes was given a pyramid-shaped appearance.
There are two lower and one upper cylinder: transportation is carried out using the lower parts, and the deformation of the rolled product is carried out using the upper roller. A rolling machine for profile pipes has a very clear operating pattern: the pipe is placed on top of the lower pair of rollers, and then pressed to the upper cylinder.
Thanks to this pressing action transmitted to the upper cylinder, deflection of the pipe is achieved, with subsequent deformation of the longitudinal profile. After turning on the “feed” (bottom drive), the deformation area spreads over the surface of the entire pipe being processed.
Usually, with the help of the 1st approach, a long profile cannot be particularly deformed. But this operation can be repeated as many times as desired. This allows you to form both arched and looped profiles.