Features of cold rolled sheet
General purpose cold-rolled sheet is made from the following grades of steel: 08kp, 08ps, 10kp, 10ps, 15kp, 15ps, 20kp, 20ps, 25, 30, 35, 40, 45. The chemical composition of steels is determined by GOST 1050-88.
High quality cold steel sheet for cold stamping is made from steels: 08Yu, 08ps, 08kp.
Cold rolled steel has a smoother surface and more precise right angles.
Cold-rolled sheet, contrary to its name, does not escape heat treatment: any cold-rolled sheet is made from a hot-rolled billet. Sheet steel in coils made by hot-rolling is subjected to additional processing to remove scale - pickling. Only after this procedure are the sheets subjected to cold rolling, sometimes with compression.
Differences in production technology
The first thing that distinguishes hot-rolled sheets from cold-rolled sheets is the production technology. Please note the following points:
- Hot rolling involves a high thermal effect on the workpiece, which gives it increased ductility. As a result, it is possible to simplify the technological process and reduce its cost. But with this approach it is difficult to achieve uniform thickness, especially with small values.
- Cold rolling does not involve heating the source material. But later the sheet is subjected to etching, shot blasting, hardening and so-called tempering, which makes it possible to further improve the surface quality and increase the strength characteristics of the material.
The production technology itself determines the performance characteristics of cold-rolled and hot-rolled sheets.
Features of hot rolled sheet
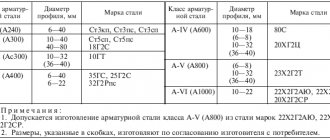
The material for the steel sheet can be carbon steel, structural steel or alloy steel.
Carbon steel (ordinary quality and high-quality) for the production of rolled sheets must correspond to strength groups OK300V, OK360V, OK370V, OK400V. Each strength group has its own steel grades.
Typically, hot-rolled products have a scaled surface and rounder, less precise corners than cold-rolled products.
The hot rolling process takes place at temperatures in excess of 1,700 degrees Fahrenheit. Thanks to this metal it is much easier to give the desired shape. In addition, large steel sheets can be used as a workpiece. Hot rolling is usually cheaper than cold rolling, and the process itself often occurs without pauses, so the metal does not have to be heated. However, during cooling, hot-rolled steel contracts, making it more difficult to predict the size and shape of the finished product than with cold-rolled steel.
Where to use metal?
Rolled sheets are used in automobile production, shipbuilding, construction industry and many industries. But, along with this, it helps to solve various problems both in private construction and in everyday life. For example, it can be used to construct a roof, decking or wall fencing. The sheet is also used for cladding walls, columns, to create decorative panels and other design “finds”. Sheet metal is suitable for the manufacture of various containers (containers, boxes, barrels, etc.)
Thick sheets are suitable for creating a metal frame or during the construction of welded structures. Thin sheet metal is suitable for cladding internal and external walls, lining storage facilities, for example, grain storage facilities. The small thickness of the sheet allows it to be bent and create bent, profile products.
Summarize
In order to choose the right sheet of paper we need, it is worth thinking about what requirements we place on it. When comparing sheets, cold-rolled metal will definitely be of better quality. Hot-rolled sheet is less smooth, has a difference in thickness, and has scale. But the hot-rolled sheet is cheaper, if high demands are not placed on the product, if surface imperfections will not affect the quality of the final product, it is worth choosing this particular sheet. In addition, the durability of sheets with different rolling technologies is approximately the same.
You can find metal sheets in our online store.
Differences between hot-rolled and cold-rolled sheets
- Thickness. Cold rolled sheets are always thinner. The thickness of hot-rolled ones reaches 200 mm, cold-rolled ones – 5 mm;
- The manufacturing accuracy of cold-rolled sheets is higher;
- Cold rolled sheet has a hardened surface layer.
| Cold rolled sheet | Hot rolled sheet | |
| Surface | It has a smooth surface, therefore it is used in those areas where an aesthetically smooth surface is required in the final product, in particular, in the production of products and in instrument making. | The surface is uneven, most often the middle of the sheet “sinks”, therefore it is mainly used in construction and when welding metal structures. |
| Sheet stress | It is distributed evenly and “leads” less when welding. This is an important property of metal for any field, but especially in instrument making and automotive manufacturing. | It is distributed unevenly, which is why the material may “lead” during welding. Despite this quality, it is also used in automobiles, shipbuilding and even aircraft construction. |
| Material of manufacture | It is usually made of low-carbon steel and has high ductility (that is, it can be bent repeatedly and strongly), so it is mainly used for stamping. | Made from carbon, low-alloy steel. Alloy steel is also used in the manufacture of boilers and pressure vessels. |
| Areas of application |
|
For welded and bolted structures; |
What are the differences between the applications of cold-rolled sheets and hot-rolled sheets?
The difference in properties determines different areas of use.
Hot rolled sheet is most often used:
- in construction - for the manufacture of load-bearing coatings;
- in shipbuilding, aircraft and mechanical engineering;
- for creating structures using welded, bolted, riveted joints;
- for the production of welded pipes.
Application areas of cold rolled sheets:
- production of corrugated sheets, smooth galvanized sheets;
- automotive industry;
- obtaining tin - a thin sheet or strip with a protective, most often tin, coating, used for the manufacture of cans;
- etched annealed sheet - decapir - is used for the manufacture of enamel dishes.
What is the result?
When hot-rolled, the sheet becomes less even, and harmful scales form on the surface. There will be no such disadvantages on a cold-rolled sheet, but it will be more expensive.
In order to make the right choice, you should start from the area of use of sheet metal. If such shortcomings as scale or imperfect sheet surface do not greatly affect the properties of the future product, then you should choose hot-rolled sheets; in terms of durability and reliability, they are not comparable to cold-rolled ones.
You can purchase high-quality galvanized sheets from us at an attractive price, call and order today!
Hot and cold rolling
The process of hot metal forming consists of two simultaneous processes:
1. Hardening, which causes deformation and fragmentation of grains, distortion of crystal lattices, and the formation of internal stresses;
2. Recrystallization, which restores the grain and relieves internal stresses that arise during hardening.
During the deformation of steel at temperatures above 850º, the recrystallization rate is significantly higher than the work hardening rate, as a result of which the structure and properties of the metal improve, the structure becomes fine-grained, and the grain is equiaxed.
Hot rolling is rolling in which the rolling temperature is higher than the recrystallization temperature of the metal. During hot rolling, there is no work hardening if the recrystallization rate is greater than the deformation rate. This is achieved when the rolling temperature is higher than the recrystallization temperature
At lower temperatures and significant deformations, the rate of hardening increases, and the rate of recrystallization decreases. At a temperature of 500º - 600º, the recrystallization rate is 0. In this case, the grain and properties are not restored, the shape of the grain remains elongated, oriented along the rolling. In practice, this phenomenon is called cold hardening, cold hardening or hardening.
Cold rolling is a metal pressure treatment, which is carried out at a temperature below the recrystallization temperature (500º - 600º), and hardening of the metal (hardening) is achieved. During cold rolling, the grains are deformed and elongated. A change in structure leads to a change in the properties of the deformed metal: strength and hardness increase, and the plastic properties of the metal decrease. Other properties also change, for example, magnetic permeability drops sharply.
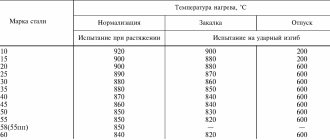
Hardened metal can be corrected by heating up to 850 – 950°. As a result of such heat treatment, recrystallization occurs, the structure is corrected, the grain is crushed, and mechanical and other properties are significantly improved. The process of recrystallization is very important when processing metals by pressure, since thanks to this process it is possible to obtain a product with a grain of the required size.
The process of hot metal forming consists of two simultaneous processes:
1. Hardening, which causes deformation and fragmentation of grains, distortion of crystal lattices, and the formation of internal stresses;
2. Recrystallization, which restores the grain and relieves internal stresses that arise during hardening.
During the deformation of steel at temperatures above 850º, the recrystallization rate is significantly higher than the work hardening rate, as a result of which the structure and properties of the metal improve, the structure becomes fine-grained, and the grain is equiaxed.
Hot rolling is rolling in which the rolling temperature is higher than the recrystallization temperature of the metal. During hot rolling, there is no work hardening if the recrystallization rate is greater than the deformation rate. This is achieved when the rolling temperature is higher than the recrystallization temperature
At lower temperatures and significant deformations, the rate of hardening increases, and the rate of recrystallization decreases. At a temperature of 500º - 600º, the recrystallization rate is 0. In this case, the grain and properties are not restored, the shape of the grain remains elongated, oriented along the rolling. In practice, this phenomenon is called cold hardening, cold hardening or hardening.
Cold rolling is a metal pressure treatment, which is carried out at a temperature below the recrystallization temperature (500º - 600º), and hardening of the metal (hardening) is achieved. During cold rolling, the grains are deformed and elongated. A change in structure leads to a change in the properties of the deformed metal: strength and hardness increase, and the plastic properties of the metal decrease. Other properties also change, for example, magnetic permeability drops sharply.
Hardened metal can be corrected by heating up to 850 – 950°. As a result of such heat treatment, recrystallization occurs, the structure is corrected, the grain is crushed, and mechanical and other properties are significantly improved. The process of recrystallization is very important when processing metals by pressure, since thanks to this process it is possible to obtain a product with a grain of the required size.
Types of defects and reasons for their occurrence
Some defects are of a specific nature, that is, they arise and appear exclusively on a certain type of product. Others are common for sheet steel and meet the standard rejection standards.
For example, if the dimensions are not observed when producing strips, then the products:
- They are obtained with uneven thickness in the longitudinal direction of the tape;
- Have wavy areas;
- Warping of individual areas will occur.
The appearance of defects is caused by the small thickness of cold-rolled metal products, which is significantly smaller compared to hot-line products.
As a result of the violation of homogeneity, cracks, holes are formed, torn edges, and delaminations occur. All this is a sign of low quality raw materials or the manufacturer has committed technological violations.
Surface defects include stripes of dark color, various tubercles, pressure, as well as under-grazing and overgrazing. Such external defects are the result of a violation of the production process, namely pickling.
They can also be a consequence of an incorrect oxidation method, the presence of dents on the surface of the rollers and the presence of protrusions.
The rolled surface of the crumb is another disadvantage of rolled metal, which arises due to the fact that the surfaces of the strip and rollers were not well cleaned before processing.