The concept of metallurgy: general methods for producing metals
Metallurgy is the science of industrial methods for producing metals. There are ferrous and non-ferrous metallurgy.
Ferrous metallurgy is the production of iron and its alloys (steel, cast iron, etc.).
Non-ferrous metallurgy is the production of other metals and their alloys.
Metal alloys are widely used. The most common iron alloys are cast iron and steel.
Cast iron is an iron alloy containing 2-4 wt. % carbon, as well as silicon, manganese and small amounts of sulfur and phosphorus.
Steel is an iron alloy containing 0.3-2 wt. % carbon and small impurities of other elements.
Alloy steels are alloys of iron with chromium, nickel, manganese, cobalt, vanadium, titanium and other metals. The addition of metals gives steel additional properties. Thus, the addition of chromium gives the alloy strength, and the addition of nickel gives the steel ductility.
Main stages of metallurgical processes:
- Enrichment of natural ore (purification, removal of impurities)
- Production of metal or its alloy.
- Metal machining
Most metals occur in nature in the form of compounds. The most common metal in the earth's crust is aluminum. Then iron, calcium, sodium and other metals.
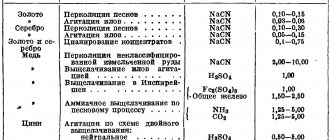
| Finding metals in nature | ||
| Active metals - in the form of salts | Medium activity metals - in the form of oxides and sulfides | Low-active metals - in the form of simple substances |
| Sodium chloride NaCl | ||
Active metals (alkali and alkaline earth) cannot be obtained from compounds using classical “chemical” methods. Such metals in the form of ions are very weak oxidizing agents, and in their simple form they are very strong reducing agents, so it is very difficult to reduce them from cations to simple substances. The more active the metal, the more difficult it is to obtain it in its pure form - because it tends to react with other substances.
Such metals can be obtained, as a rule, by electrolysis of molten salts , or by displacement of other metals from salts under harsh conditions.
Sodium is produced industrially by electrolysis of molten sodium chloride with calcium chloride additives:
2NaCl = 2Na + Cl2
Potassium is obtained by passing sodium vapor through a melt of potassium chloride at 800°C:
KCl + Na = K↑ + NaCl
Lithium can be obtained by electrolysis of molten lithium chloride in a mixture with KCl or BaCl2 (these salts serve to lower the melting point of the mixture):
2LiCl = 2Li + Cl2
Cesium can be obtained by heating a mixture of cesium chloride and specially prepared calcium:
Ca + 2CsCl = 2Cs + CaCl2
Magnesium is obtained by electrolysis of molten carnallite or magnesium chloride with additions of sodium chloride at 720–750°C:
MgCl2 → Mg + Cl2
Calcium is obtained by electrolysis of molten calcium chloride with calcium fluoride additives:
CaCl2 → Ca + Cl2
Barium is obtained from the oxide by reduction with aluminum in vacuum at 1200 °C:
4BaO+ 2Al = 3Ba + Ba(AlO2)2
Aluminum is produced by electrolysis of a solution of aluminum oxide Al2O3 in cryolite Na3AlF6:
2Al2O3 → 4Al + 3O2
Low-active and inactive metals are reduced from oxides with carbon, carbon monoxide (II) CO or a more active metal. Metal sulfides are first fired.
3.2. Reduction of metals with coal
Pure metals can be obtained by reduction from oxides with carbon. In this case, only metal oxides located in the series of electrochemical activity after aluminum .
For example , iron is obtained by reduction from oxide with carbon:
2Fe2O3 + 6C → 2Fe + 6CO
ZnO + C → Zn + CO
Metal oxides, located in the series of electrochemical activity up to aluminum , react with coal to form metal carbides:
CaO + 3C → CaC2 + CO
How metal is obtained in industry
The method of metal production largely depends on its distribution in the bowels of the earth. Mining mainly occurs in the form of ore with a certain percentage of elements. High-grade ores can contain up to 90% metal. Low-grade ores, which contain only 20-30% of the substance, are sent to a processing plant before processing.
Only noble metals are found in nature in their pure form and are mined in the form of nuggets of various sizes. Chemically active elements are found either in the form of simple salts or in the form of polyelement compounds, which have a very complex chemical structure, but generally quite simply decompose into their components under a certain influence. Metals of medium and low activity under natural conditions form oxides and sulfides. Less commonly, they can be found in complex acid-metal compounds.
Before obtaining pure metal, one or more procedures are often carried out to decompose complex substances into simpler ones. It is much easier to isolate one product from a two-element compound than from a multi-element complex formation. In addition, the technological process requires careful control, which is very difficult to ensure when we are talking about a large number of impurities with different properties.
As for the environmental side of the issue, the electrochemical method for producing metals can be considered the cleanest, since during its implementation no substances are released into the atmosphere. Otherwise, metallurgy is one of the most harmful industries for nature, so in the modern world much attention is paid to the problem of creating waste-free equipment.
Already, many factories have abandoned the use of open-hearth furnaces in favor of more modern electric models. They consume much more energy, but do not emit fuel combustion products into the atmosphere. Recycling of metals is also very important. For this purpose, special collection points are equipped in all countries where you can hand over used parts made of ferrous and non-ferrous metals, which will then be sent for recycling. In the future, they will be used to make new products that can be used in accordance with their intended purpose.
3.4. Reduction of metals with more active metals
More active metals displace less active metals from their oxides. The activity of metals can be roughly estimated from the electrochemical series of metals:
The reduction of metals from oxides by other metals is a common method for obtaining metals. Aluminum and magnesium are often used to restore metals. But alkali metals are not very suitable for this - they are too chemically active, which creates difficulties when working with them.
For example , cesium explodes in air.
Aluminothermy is the reduction of metals from oxides with aluminum.
For example : aluminum reduces copper (II) oxide from the oxide:
3CuO + 2Al = Al2O3 + 3Cu
Magneothermy is the reduction of metals from oxides with magnesium.
CuO + Mg = Cu + MgO
Iron can be displaced from the oxide using aluminum:
2Fe2O3 + 4Al → 4Fe + 2Al2O3
Aluminothermy produces a very pure metal, free of carbon impurities.
Active metals displace less active metals from solutions of their salts.
For example , when copper (Cu) is added to a solution of a salt of a less active metal - silver (AgNO3), a chemical reaction will occur:
2 AgNO 3 + Cu = Cu ( NO 3 )2 + 2 Ag
The copper will be covered with white silver crystals.
When adding iron (Fe) to a solution of copper salt (CuSO4), a pink coating of copper metal appeared on the iron nail:
CuSO 4 + Fe = FeSO 4 + Cu
When zinc is added to a solution of lead(II) nitrate, a layer of metallic lead forms on the zinc:
Pb(NO3)2 + Zn = Pb + Zn (NO3)2
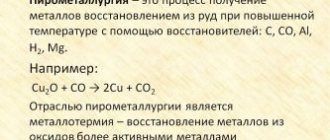
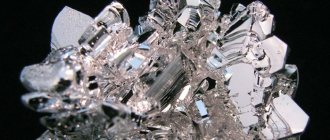
Pyrometallurgy
Pyrometallurgy is the reduction of metals from ores at high temperatures using carbon, carbon monoxide (II), hydrogen, metals - aluminum, magnesium.
For example, tin is recovered from cassiterite SnO2, and copper from cuprite Cu2O
calcination with coal (coke):
SnO2+ 2С = Sn + 2СО ↑; Cu2O + C = 2Cu+ CO ↑
Sulfide ores are pre-roasted in the presence of air, and then the resulting oxide is reduced with coal:
2ZnS + 302 = 2ZnО + 2SO2 ↑; ZnO + C = Zn + CO ↑ sphalerite (zinc blende)
Metals are also isolated from carbonate ores by calcination with coal, since carbonates decompose when heated, turning into oxides, and the latter are reduced by coal:
FeСO3 = FeО + СO2 ↑ ; FeO + C = Fe + CO ↑ siderite (spar iron ore)
By reduction with coal one can obtain Fe, Cu, Zn, Cd, Ge, Sn, Pb and other metals that do not form strong carbides (compounds with carbon).
Hydrogen or active metals can be used as a reducing agent:
1) MoO3 + 3H2 = Mo + 3H2O (hydrothermy)
The advantages of this method include obtaining very pure metal.
2) TiO2+ 2Mg = Ti + 2MgO (magnesium thermia)
3МnO2 + 4Аl = 3Мn + 2Аl2O3 (aluminothermy)
Aluminum is most often used in metallothermy, the heat of oxide formation
which is very high (2A1 + 1.5 O2 = Al2O3 + 1676 kJ/mol). The electrochemical voltage series of metals cannot be used to determine the possibility of reactions occurring in the reduction of metals from their oxides. The possibility of this process can be approximately determined by calculating the thermal effect of the reaction (Q), knowing the values of the heats of formation of oxides:
Q= Σ Q1 - Σ Q 2,
where Q1 is the heat of formation of the product, Q2 is the heat of formation of the starting substance.
Blast furnace process (iron production):
C + O2 = CO2, CO2 + C ↔ 2CO 3Fe2O3 + CO = 2(Fe2Fe32)O4+ CO2(Fe2Fe32)O4+ CO= 3FeO + CO2FeO + CO= Fe + CO2 (cast iron contains up to 6.67% carbon in the form of graphite grains and cementite Fe3C);
Steel smelting
(0.2-2.06% carbon) is carried out in special furnaces (converter, open-hearth, electric), which differ in the heating method. Blowing air enriched with oxygen leads to the burning out of excess carbon, as well as sulfur, phosphorus and silicon in the form of oxides from the cast iron. In this case, the oxides are either captured in the form of waste gases (CO2, SO2) or are bound into an easily separated slag - a mixture of Ca3(PO4)2 and CaSiO3. To produce special steels, alloying additives of other metals are introduced into the furnace.
Why are alloys used?
The equipment is made from metal materials with numerous properties. The purest metals obtained by various methods contain small traces of impurities, but do not have the necessary characteristics. To achieve the necessary performance properties, alloys are used. They have the necessary physical properties and allow the production of a huge number of different products. Alloys are homogeneous macroscopic materials that are two- and multicomponent. The main share of chemical elements is made up of metals.
Alloys differ in their own structure. All alloys consist of the following components:
- bases - one or more metals;
- additives - modifying or alloying in small quantities;
- impurities - residual substances of a natural, accidental or technological nature.
The specific composition is already determined by the alloy and the specific end product being produced.
Metallurgical industry
It is a branch of production for obtaining various metals from ore. Metallurgy is not only called industrial production. This term also applies to the science that studies various industrial methods for obtaining metal. The metallurgical process is the reduction of metal cations using a variety of reducing agents. Metal from ore is obtained by using certain reducing agents. The latter are selected taking into account the active component of the metal, costs, and compliance with environmental regulations. The feasibility of performing the metallurgical process must also be considered. Three main technologies are used to obtain metal from various ores:
- electrometallurgical;
- pyrometallurgical;
- hydrometallurgical.
Each ore processing method has its own characteristics.
Iron and steel production
Materials used in blast furnace production and their preparation for smelting.
Iron ores, fuel, and fluxes are used to smelt cast iron in blast furnaces.
Ores: Iron ores contain (55...60%) iron in various compounds (oxides, hydroxides, carbonates, etc.), as well as waste rock.
Manganese ores are used for smelting an alloy of iron and manganese - ferromanganese, as well as pig iron. Chromium ores are used for the production of ferrochrome, chromium metal and refractory materials - chromium magnesites. Complex ores are used for smelting naturally alloyed cast iron. These are ferromanganese ores, chromium-nickel ores, and iron-vanadium ores.
Fuel: coke - to obtain the required temperature and create conditions for the recovery of iron from ore; In order to save money, part of the coke is replaced with natural gas, fuel oil, and pulverized fuel.
Fluxes: this is limestone CaCO3 or dolomitized limestone containing CaCO3 and MgCO3. This is necessary to remove sulfur from the metal into which it is transferred from coke and iron ore during smelting. For normal operation of a blast furnace, the slag must be sufficiently fluid at a temperature of 14500C.
Preparation of ores for blast furnace smelting.
The purpose of this preparation is to increase the iron content in the charge and reduce harmful impurities in it - sulfur, phosphorus, as well as increase uniformity in lumpiness and chemical composition:
- crushing and sorting of ores by size serves to obtain pieces of optimal size for smelting;
- ore beneficiation: gravity (jigging) is the separation of ore from gangue by passing a stream of water through the bottom of a vibrating screen on which the ore rests. Magnetic separation is based on the difference in the magnetic properties of iron-containing minerals and gangue particles;
- agglomeration is carried out to process concentrates obtained after enrichment into lump materials of the required size;
Two methods of agglomeration are used.
- Agglomeration is the sintering of a fine charge and the removal of sulfur and arsenic. The result is a piece of porous fluxed material - an agglomerate.
- Pelleting is the rolling of a charge from crushed concentrates, flux, fuel, all of this is moistened, and when processed in rotating drums, pellet balls with a diameter of up to 30 mm are obtained.
Iron smelting.
Cast iron is smelted in shaft-type furnaces - blast furnaces (Fig. 1). The essence of the process of producing cast iron in blast furnaces is the reduction of iron oxides included in the ore with carbon monoxide, hydrogen released during combustion of fuel in the furnace and solid carbon released during combustion of fuel in the furnace. In Fig. — photograph of a mine-type blast furnace.
When the furnace is operating, the charge materials, having been melted, are lowered, and new portions of the charge are fed into the furnace through the loading device in such quantities that the entire useful volume of the furnace is filled. The useful volume of the furnace is the volume occupied by the charge from the bottom to the lower edge of the large cone of the filling apparatus when it is lowered. Modern blast furnaces have a useful volume of 2000...5000 m3. The useful height H of a blast furnace reaches 35 m.
The operating efficiency of a blast furnace is characterized by the residence time of the charge in the blast furnace (5–6 hours) and the duration of the operation (5–6 years or more of continuous operation).
Physico-chemical processes of blast furnace smelting.
Conventionally, the processes occurring in a blast furnace are divided into:
- fuel combustion;
- decomposition of charge components;
- iron recovery;
- carburization of iron;
- recovery of manganese, silicon, phosphorus, sulfur;
- slag formation;
Fuel combustion . Near the tuyeres, the carbon of the coke interacts with oxygen in the air and burns. At the same time, in the furnace slightly above the level of the tuyeres, temperatures above 20,000C develop.
Iron recovery . The charge (sinter, coke) falls towards the gas flow, and at a temperature of 500...5700C the reduction of iron oxides begins. The reduction of iron from ore in a blast furnace occurs as the charge moves down the furnace shaft and the temperature rises in several stages - from the highest oxide to the lowest:
Fe2O3 → Fe3O4 → FeO → Fe.
Carburization of iron . In the blast furnace shaft, along with the reduction of iron, its carburization also occurs when interacting with carbon monoxide (CO2), coke, and black carbon. This leads to the formation of a liquid melt, which begins to flow in drops into the furnace.
Thus, as a result of the process of reduction of iron oxides, part of the oxides of manganese and silicon, phosphates and sulfur compounds, dissolution of C, Mn, Si, P, S in iron in a blast furnace, cast iron is formed.
Slag formation . Slag formation actively occurs in steam after the completion of iron reduction processes by fusing fluxes added to the blast furnace to ensure sufficient fluidity at a temperature of 1400...15000C, waste rock oxides and coke ash. The slag flows into the furnace and accumulates on the surface of the liquid cast iron due to its lower density.
Cast iron is released from the furnace every 3...4 hours, and slag every 1...1.5 hours. Cast iron is transported to oxygen-converter or open-hearth shops for conversion into steel. Cast iron not used in liquid form is poured into the molds of a casting machine, where it solidifies into ingots weighing 45 kg.
Rice. 1. Construction of a blast furnace : 1 – hearth; 2 – air duct; 3 – shoulders; 4 – steam; 5 – shaft; 6 – fire pit; 7 – receiving funnel; 8 – filling device; 9 – trolley; 10 – small cone; 11 – bowl; 12 – bridge; 13 - large cone (prevents the release of gases from the blast furnace into the atmosphere).
To ensure uniform distribution of the charge in the blast furnace, the small cone and the receiving funnel after the next loading are rotated through an angle that is a multiple of 60°.
Rice. Mine type blast furnace
Blast furnace products.
Cast iron is the main product of blast furnace smelting:
- Pig iron is smelted to convert it into steel in converters or in open-hearth furnaces. It contains 4...4.4% C, 0.6...0.8% Si, 0.25...1.5% Mn, 0.15...0.3% P and 0.03...0.07% S.
- Foundry cast iron is used in machine-building factories in the production of shaped castings. In addition to cast iron, ferroalloys - alloys of iron with silicon, manganese and other elements used for deoxidation and alloying of steel;
- By-products of blast furnace smelting are slag and blast furnace gas. Slag wool and cement are made from slag, and blast furnace gas, after purification, is used as fuel to heat the air blown into the blast furnace.
In Fig. Figure 3 shows the release of cast iron from a blast furnace.
Rice. 3. Release of cast iron from the blast furnace into ladles
Steel production.
The essence of the process. The essence of any metallurgical processing of cast iron into steel is to reduce the content of carbon and impurities by selectively oxidizing them and converting them into slag and gases during the smelting process.
The main materials for steel production are pig iron and steel scrap ( scrap ). The content of carbon and impurities in steel is significantly lower than in cast iron.
Steel smelting processes are carried out in several stages. The first stage is melting the charge and heating the liquid metal bath.
At this stage, the temperature of the metal is low; The oxidation of iron occurs intensively, the formation of iron oxide and the oxidation of Si, P, Mn impurities. The most important task of this process is to remove phosphorus (one of the harmful impurities in steel).
The second stage - “boiling” of the metal bath - begins as it warms up to higher temperatures than in the first stage. The boiling bath is the main thing in the steel smelting process.
During the same period, conditions are created for removing sulfur from the metal. The higher the temperature, the greater the amount of FeS dissolves in the slag, i.e. more sulfur passes from the metal to the slag.
The third (final) stage - steel deoxidation - involves the reduction of iron oxide dissolved in the liquid metal.
When melting, an increase in the oxygen content in the metal is necessary for the oxidation of impurities, but in finished steel oxygen is a harmful impurity, as it reduces the mechanical properties of steel, especially at high temperatures.
Steel is deoxidized in two ways:
- besiegers;
- diffusion.
Precipitating deoxidation is carried out by introducing soluble deoxidizers (ferromanganese, ferrosilicon, aluminum) into liquid steel. As a result, iron is reduced, and the resulting oxides of manganese, silicon and aluminum are removed into slag.
Diffusion deoxidation is carried out by deoxidation of slag. Ferromanganese, ferrosilicon and other deoxidizing agents in finely divided form are loaded onto the surface of the slag.
Depending on the degree of deoxidation, calm , boiling and semi-quiet steels .
Calm steel is obtained by complete deoxidation in the furnace and ladle. Boiling steel is not completely deoxidized in the furnace. Its deoxidation continues in the mold as the ingot solidifies due to the interaction of FeO and carbon contained in the metal. Gases are released in the form of bubbles, causing it to boil. Boiling steel does not contain non-metallic inclusions - deoxidation products, therefore
has good ductility.
Semi-quiet steel has an intermediate deoxidation between calm and boiling.
Alloying of steel is carried out by introducing ferroalloys or pure metals in the required quantity into the melt.
Alloying elements (Ni, Co, Mo, Cu), whose affinity for oxygen is lower than that of iron, practically do not oxidize during melting and casting, and therefore they are introduced into the furnace at any time during melting (usually along with the rest of the charge). Alloying elements whose affinity for oxygen is greater than that of iron (Si, Mn, Al, Cr, V, Ti, etc.) are introduced into the metal after deoxidation or simultaneously with it at the end of melting, and sometimes directly into the ladle.
Technological processes of steel production.
Steels are produced in metallurgical units of various operating principles: oxygen converters, electric and induction furnaces, etc.
Steel production in oxygen converters.
The oxygen-converter process is the smelting of steel from liquid cast iron in a converter with a main lining (magnesite and dolomite) and blowing oxygen through a water-cooled mold (Fig. 4.).
Before melting, the converter is tilted (Fig. 4.1), scrap is loaded through the neck using filling machines, and cast iron is poured at a temperature of 1250 - 1400 ° C. After this, the converter is turned into a vertical working position, a water-cooled form is inside it, and oxygen is supplied through it at a pressure of 0.9 - 1.4 MPa. Simultaneously with the start of blowing, lime, bauxite, and iron ore are loaded into the converter (Fig. 4.2). Oxygen jets penetrate the metal, cause it to circulate in the converter and mix with the slag. Due to the intense oxidation of cast iron impurities when interacting with oxygen, a temperature of up to 2400°C develops in the area under the tuyere.
The oxygen supply is stopped when the carbon content in the metal corresponds to the specified value. After this, the converter is turned and the steel is released into the ladle (Fig. 4, 3).
When steel is released from the converter, it is deoxidized in a ladle using the precipitation method with ferromanganese, ferrosilicon and aluminum; then the slag is drained from the converter (Fig. 4.4).
Converter capacity is 70 – 350 tons of molten cast iron.
Figure 4. Sequence of technological operations when melting steel in oxygen converters
The charge materials of the oxygen converter process are:
- liquid cast iron;
- steel scrap (no more than 30%);
- lime for removing slag;
- iron ore;
- bauxite (Al2O3) and fluorspar (CaP2), to liquefy the slag.
In an oxygen converter, due to the presence of slags with a high content of CaO and FeO, and the mixing of metal and slag, conditions are created for removing phosphorus from the metal at the beginning of purging the bath with oxygen, when its temperature is not yet high. Cast iron processed in converters should not contain more than 0.15% P and 0.07% S.
In oxygen converters they smelt: structural steels with different carbon contents, boiling and calm.
It is difficult to smelt steels containing easily oxidizing alloying elements in oxygen converters, so low-alloy steels (up to 2–3% of alloying elements) are smelted in them. Alloying elements are introduced into the ladle, melting them in an electric furnace, or hard ferroalloys are introduced into the ladle before releasing steel from it. Melting in converters with a capacity of 130 - 300 tons ends in 25 - 30 minutes.
Steel production in electric furnaces.
Electric melting furnaces have advantages over other melting units, since they can produce a high temperature of the metal, creating an oxidizing, reducing, neutral atmosphere and vacuum, which makes it possible to smelt steel of any composition, deoxidize the metal with the formation of a minimum amount of non-metallic inclusions - deoxidation products. Therefore, electric furnaces are used for smelting structural, high-alloy, tool, and special alloys and steels.
Arc and induction furnaces are used for melting steel (Fig. 5).
Figure 5 . Diagram of an electric arc melting furnace
The arc melting furnace operates on three-phase alternating current. Electric current from a transformer with a power of 25 - 45 kV *A. Operating voltage 160 – 600 V, current 1 – 10 kA. During operation of the furnace, the arc length is adjusted automatically by moving the electrodes. In Fig. 6 shows an arc melting furnace.
Rice. 6. DC electric arc melting furnace
Rice. 7. Production of steel from an electric arc melting furnace
The capacity of these furnaces is 0.5 - 400 tons. In metallurgical shops, electric furnaces with a basic lining are used, and in foundries - with an acid lining.
To determine the chemical composition of the metal, samples are taken and, if necessary, ferroalloys are introduced into the furnace to obtain the desired chemical composition of the metal, after which the final stage of deoxidation is performed, steel is made with aluminum and silico-calcium and the metal is released from the furnace into the ladle (Fig. 7.
When smelting alloy steels in arc furnaces, alloying elements in the form of ferroalloys are introduced into the steel.
Induction crucible melting furnace (Figure 8).
Single-phase alternating current passes through the inductor (4) from an industrial frequency generator (50 Hz) or from a high frequency generator (500 - 2500 Hz). The current creates an alternating magnetic flux that passes through the pieces of metal in the crucible. The alternating magnetic flux induces powerful Foucault eddy currents (1) in them, heating the metal until it melts and reaches the required overheating temperatures. The crucible is made from basic or acidic refractories (5). Crucible capacity 60 kg – 25 tons. (2) – roof of the crucible furnace. (3) – neck for draining metal.
Figure 8. Diagram of an induction crucible melting furnace
Induction furnaces have advantages over arc furnaces: they do not have an electric arc, which makes it possible to smelt steel with a low content of carbon, gases and low waste of elements; during melting, electrodynamic forces arise in the metal, which mix the metal and contribute to the equalization of the chemical composition and the floating of non-metallic inclusions; The small size of the furnaces allows them to be placed in chambers where any atmosphere or vacuum can be created.
However, these furnaces have low lining durability, and the temperature of the slag in them is insufficient for metallurgical processes to occur between metal and slag.
In induction furnaces with a main lining, high-quality alloyed steels with a high content of manganese, nickel, titanium, and aluminum are smelted, and in acid-lined furnaces, structural, alloyed steels are smelted.
During vacuum induction melting, an inductor with a crucible, a batch dispenser and molds are placed in vacuum chambers. Melting, introduction of alloying additives, deoxidizers, and casting of metal into molds are carried out without breaking the vacuum in the chamber. In this way, high-quality alloys with a low content of gases, non-metallic inclusions, and alloys alloyed with any elements are obtained. In Fig. 9. shows an induction crucible melting furnace.
Rice. 9. Induction crucible melting furnace
In Fig. 10 recorded the working torque of steel melting in an induction crucible melting furnace.
Rice. 10 . Melting steel in an induction crucible melting furnace
Steel casting (Fig. 11; 12; 13).
The smelted steel is released from the melting furnace into a ladle, from which it is poured into the molds or crystallizers of a continuous casting machine (CCM). In molds or crystallizers, steel hardens, and ingots are obtained, which are subjected to rolling and forging.
Rice. 11. Scheme of pouring steel from above directly from the ladle
Rice. 12. Siphon casting of steel : where 1 - ladle, 2 - center sprue, 3 - siphon bricks, 4 - pallet, 5 - molds, 6 - slag catchers, 7 - refractory mass
Large weight ingots (up to 200 tons) are cast on top, as well as some types of alloy steel (high-speed, ball bearing, etc.), in which a minimum content of non-metallic inclusions is permissible.
Using the siphon method, from ladle 1 through center sprue 2, depending on the weight of ingots, from two to 60 are simultaneously poured.
100 molds. In this case, the metal, passing through the center sprue 2, enters through a system of channels formed by special siphon bricks 3 in a cast iron pan 4, to each mold 5. Advantages of the siphon method: a large number of ingots can be cast in one stream, the surface of the ingots is clean due to the reduction in height and the volume of the shrinkage cavity, you can obtain high-quality ingots weighing up to 20-30 g of steel. The disadvantage of siphon casting is the labor-intensive work of assembling molds for casting and the high consumption of metal on the gates. Therefore, this method is not used when casting expensive steels.
A progressive method is continuous casting of steel (Fig. 13).
Metal from the ladle is poured in a continuous stream into the intermediate device, and from it enters water-cooled crystallizers, into which steel blanks are preliminarily placed to form the bottom. When liquid metal comes into contact with these workpieces
(seeds) and the walls of the crystallizers, its rapid solidification begins, further intensifying when passing through the secondary cooling zone. The hardened billet is pulled out by rollers operating from a special mechanism to the carts of the gas cutters, cut into pieces, and then transported along a conveyor to the rolling shop. The use of the method of continuous casting of steel makes it possible to reduce metal waste from 15-20% during conventional casting to 3-5%, i.e. 5 times.
Rice. 13. Diagram of a continuous casting machine (CCM) Molds - cast iron molds for the production of ingots (square,
rectangular, round or polyhedral cross-sections). Square ingots are converted into rolled products (I-beams, channels, angles, etc.). Rectangular ingots are converted into sheets. Pipes and wheels are made from round ingots. Multifaceted ingots are used for forgings.
For rolling, ingots weighing 200 kg - 25 tons are cast; for forgings – weighing 300 tons or more. Typically, carbon calm and boiling steels are poured into ingots weighing up to 25 tons, alloy and high-quality steels into ingots weighing 500 kg - 7 tons, and some types of high-alloy steels into ingots weighing several kilograms.
Continuous casting machines can have several crystallizers, which makes it possible to simultaneously produce several ingots, which can be rolled on section mills, bypassing blooming and slabging.
Ingot structure.
The steel poured into the molds transfers heat to its walls, so the solidification of the steel begins at the walls of the mold. The thickness of the crystallized crust continuously increases, while between the liquid core of the ingot and the solid crust of the metal there is a zone in which there are simultaneously growing crystals and liquid metal between them. Crystallization of the ingot ends near its longitudinal axis.
The steel hardens into tree-shaped crystals called dendrites.
The sizes and shapes of dendrites depend on the crystallization conditions (Fig. 14).
Rice. 14. Scheme of the structure of steel ingots : a, d – mild steel; b, d – boiling steel; c, d – semi-quiet steel;
A – thin outer crust of fine-grained crystals; B – zone of large columnar crystals (dendrites); B – zone of large unoriented crystals; D – fine-crystalline zone at the bottom of the ingot.
Calm steel hardens without the release of gases, a shrinkage cavity is formed in the upper part of the ingot, and shrinkage axial looseness is formed in the middle.
Steel ingots are heterogeneous in chemical composition. Chemical heterogeneity, or segregation, occurs due to a decrease in the solubility of impurities in iron during its transition from a liquid to a solid state. Liquation is of two types - dendritic and zonal.
Dendritic segregation is the heterogeneity of steel within one crystal (dendrite) - the central axis and branches. For example, during the crystallization of steel, the sulfur content at the boundaries of the dendrite compared to the content in the center increases by 2 times, phosphorus by 1.2 times, and carbon decreases by almost half.
Zonal segregation is the heterogeneity of steel composition in different parts of the ingot. In the upper part, due to the convection of the liquid metal, the content of sulfur, phosphorus and carbon increases several times, and in the lower part it decreases. Zonal segregation leads to metal rejection due to deviation of its properties from the specified ones. Therefore, the profitable and profitable parts of the ingot, as well as its bottom part, are cut off during rolling.
In ingots of boiling steel, no shrinkage cavities are formed: the shrinkage of steel is dispersed throughout the cavities of gas bubbles that arise during boiling of the steel in the mold. When the ingot is rolled, gas bubbles are welded.
Semi-quiet steel retains the advantages of calm and boiling steels and does not have their disadvantages.
Semi-quiet steel is partially deoxidized in the furnace and ladle, and partially in the mold. An ingot of semi-quiet steel has the structure of calm steel in the lower part, and boiling steel in the upper part. The segregation in the upper part of the semi-quiet steel ingot is less than that of the boiling steel, and is close to the segregation of the calm steel, but the semi-quiet steel ingots do not have shrinkage cavities.
Methods for improving the quality of steel.
The development of mechanical engineering and instrument making places increasing demands on the quality of the metal: its strength, ductility, and gas content. These indicators can be improved by reducing harmful impurities, gases, and non-metallic inclusions in the metal.
To improve the quality of metal use:
- processing of metals with synthetic slag;
- vacuum degassing of metal;
- electroslag remelting (ESR);
- vacuum arc remelting (VAR);
- metal remelting in electron beam and plasma furnaces, etc.
Processing metal with synthetic slag is as follows: liquid slag is mixed with liquid steel,
a reaction in which the content of sulfur, oxygen and non-metallic inclusions in steel decreases. Its ductility and strength increase. Such steels are used for the manufacture of critical machine parts.
Evacuation of steel is carried out to reduce the concentration of oxygen, hydrogen, nitrogen and non-metallic inclusions. Various methods are used for evacuation, for example, evacuation in a ladle, circulation and flow evacuation, jet and batch evacuation, etc.
Electroslag remelting (Fig. 15). ESR is used for smelting high-quality steels for ball bearings, heat-resistant steels for turbine disks and blades, compressor shafts, and aircraft structures. Metal melted in an arc furnace and rolled into round rods is subjected to remelting. The source of heat in ESR is a slag bath, heated when an electric current passes through it. An electric current is supplied to the remelted electrode, immersed in a slag bath, and to a tray installed in a water-cooled metal crystallizer in which the seed is located. In Fig. 16. shows an installation for electroslag remelting of steel.
Rice. 15. Scheme of electroslag remelting of a consumable electrode : a – crystallizer; b – switching on the installation 1 – electrode; 2 – slag bath; 3 – drops of metal; 4 – metal; 5 – crust; 6 – ingot; 7 – crystallizer; 8 – seed; 9 – pallet.
Rice. 16. Installation of electroslag remelting of steel
Vacuum arc remelting (VAR) is used to remove gases and non-metallic inclusions from metal. The process is carried out in vacuum arc furnaces with a consumable electrode. In Fig. 17. The diagram in Fig. is shown. 18. Installation of vacuum-arc steel remelting.
Rice. 17. Scheme of vacuum-arc remelting: 1 – body; 2 – water-cooled rod; 3 – electrode-cathode; 4 – drops of liquid metal; 5 – liquid metal; 6 – mold; 7 – ingot; 8 – seed-anode
Depending on the requirements for the resulting metal, a consumable electrode is produced by mechanical processing of an ingot smelted in electric furnaces or in ESR installations.
VAR ingots contain little gases and non-metallic inclusions, are characterized by a highly uniform chemical composition and improved mechanical properties. They are used to make critical parts of turbines, engines, and aircraft structures. The weight of the ingots reaches 50 tons.
Rice. 18. Installation of vacuum-arc steel remelting
Melting in electron beam furnaces (Fig. 19) is used to obtain pure and ultra-pure refractory metals (molybdenum, niobium, zirconium, etc.) and for the smelting of special alloys and steels.
The vacuum inside the furnace, high overheating caused by an electron beam directed at the metal, and high cooling rates of the ingot help remove gases and impurities, producing metal of particularly high quality. However, when remelting a charge containing easily evaporating elements, the chemical composition of the metal is changed.
Rice. 19 Diagram of an electron beam furnace
Melting steel in plasma-arc furnaces (Fig. 20) is used to produce high-quality steels and alloys.
The heat source is low-temperature plasma (30,000°C) produced in plasma torches. In these furnaces it is possible to create a neutral environment of a given composition (argon, helium). Plasma-arc furnaces make it possible to quickly melt the charge, and in a neutral gas environment the smelted metal is degassed; the volatile elements included in its composition do not evaporate.
Rice. 20. Installation of a plasma-arc furnace
Industrial methods for obtaining metals
There are several ways to obtain metals in industry. Their use depends on the chemical activity of the element obtained and the raw materials used. Some metals occur in nature in pure form, while others require complex technological procedures to isolate them. The extraction of some elements takes several hours, while others require many years of processing under special conditions. Common methods for obtaining metals can be divided into the following categories: reduction, roasting, electrolysis, decomposition.
There are also special methods for obtaining rare elements, which involve creating special conditions in the processing environment.
This may include ionic decrystallization of the structural lattice or, conversely, a controlled polycrystallization process that allows the production of a specific isotope, radioactive irradiation and other non-standard exposure procedures.
They are used quite rarely due to the high cost and lack of practical application of the selected elements. Therefore, let us dwell in more detail on the main industrial methods of producing metals. They are quite varied, but all are based on the use of chemical or physical properties of certain substances.
Main methods of obtaining metals
One of the main ways to obtain metals is their reduction from oxides. It is one of the most common metal compounds found in nature. The reduction process takes place in blast furnaces under high temperatures and with the participation of metallic or non-metallic reducing agents. From metals, elements with high chemical activity are used, for example, calcium, magnesium, aluminum.