Many craftsmen think about how to harden metal at home. First of all, we are talking, of course, about steel. Recently, the Russian market has been flooded with cheap Chinese products. Low quality metal often looks nice but is soft. In order for a metal tool to be suitable for use, the steel must be hard. This problem is usually successfully solved with the help of appropriate heat treatment - hardening.
Application
Previously, this material was used to make Soviet and inexpensive kitchen knives.
Unfortunately, due to their low cost, they were of relatively poor quality (due to the factories that manufactured the knives, not the steel), but they were excellent for ordinary household and kitchen purposes. With such a knife you could easily cut chicken and other meat dishes, but the most important advantage was safety for health. There is simply no risk of contracting any chemical disease using 40x13 steel. A separate area of application is aircraft modeling. In aircraft manufacturing, it is impossible for the material from which important components are made to be highly electrified and subject to various types of corrosion, because human lives are at stake. The designers would not use low-quality steel, so this fact will be another plus. But the most common method of use is the manufacture of various components. High strength and the ability to be used in mechanisms subject to wear make the material the main component.
It is worth noting that medical scalpels are made precisely from the above alloy, which confirms the information about safety for the human body. This steel is also used to produce various technical devices: bearings, springs, elements for measuring systems, compressor parts and many things necessary in everyday life.
One of the main disadvantages is the fact that this steel cannot be used for welding. With a sharp change in temperature, it loses many of its properties, begins to rust, and the crystal lattice is destroyed.
Mechanical properties of steel 40Х13
Standardized mechanical properties at 20 °C
| GOST | Product type | Heat treatment mode | σ in , N/mm² | δ5,% |
| Thin sheet | ||||
| Grade Ø, ¤ up to 200 mm Calibrated steel | Annealing or tempering | |||
| Hardening: from 950-1050°C; from 1000-1050 °C, cooling in oil; tempering at 200-300°C, cooling in air or oil | ||||
| Tape δ=0.2-2mm | Annealing or tempering at 740-800 °C | |||
| δ |
Mechanical properties at elevated temperatures
| t isp, °С | σ in , N/mm² | σ 0.2, N/mm² | δ5,% | KCU, J/cm 2 | t isp, °С | σ in , N/mm² | σ 0.2, N/mm² | δ5,% | KCU, J/cm 2 |
| Steel 30Х13 (hardening at 1000 °C in air, tempering at 650 °C) | Steel40Х13 (hardening at 1050 °C in air, tempering at 600 °C, hardness 311-331 HB) | ||||||||
| Steel 40Х13 (quenching from 1050 °C in air, tempering at 650 °C, hardness 277-286 HB) |
Defects during hardening of steel
When hardening steel, 2 groups of defects arise:
- correctable;
- incorrigible.
The first are associated with uneven, spotty hardening and the discrepancy between the resulting hardness and the requirements in the drawing. Such defects are mainly caused by improper cooling or poorly performed heat treatment.
Uncorrectable items include chips, cracks, and complete destruction of parts. The reason most often lies in low-quality metal.
Hardening significantly changes the structure and performance properties of the metal. You can do it yourself using simple parts. It is necessary to know exactly the grade of steel, its hardening temperature and the cooling medium.
Technological properties of steel 40Х13
Grade 40Х13 has good processability when carrying out plastic deformation in a hot state. It is carried out at temperatures from 850 to 1100 ºC. But we must remember that with sudden heating, steel can lose a number of its unique properties, for example, hardness. That is why the heating procedure must be carried out at low speed. Once the temperature reaches 830 ºC, rolling or forging can be carried out. Cooling of steel must also be carried out slowly.
A number of characteristics of corrosion-resistant and carbon steel are largely similar, in particular in hardness. But they have different microstructures and this leads to certain difficulties in the machining process.
The main difficulties encountered when turning and milling 40X13 steel are:
- hardening that occurs during the cutting process;
- removal of processing waste;
- accelerated wear of the cutting tool.
The fact is that when processing 40x13 cutting, the chips do not break like most carbon steels, but curl up in the form of long chips. To solve this problem, special devices are installed on the cutting tool - chipbreakers.
Low thermal conductivity is good when using 40X13 in practice, but creates certain difficulties when turning. That is, the temperature rises sharply at the processing site, resulting in the formation of hardening and uneven hardening of the surface. This property of steel leads to a decrease in the service life of the cutting tool and an increase in the machining of the part.
Another property of 40X13 is the presence in its composition of carbide and other compounds that have a microscopic size. Their presence makes steel a kind of abrasive, which disables the cutting tool and this leads to a slowdown in processing.
To effectively process stainless steel, a cutting tool is used, the surface of which is coated with tungsten carbide and other hardening coatings.
Composition and properties
The composition of steel grade 40x13, in addition to the main components, includes the following chemical elements: chromium (14%), carbon (does not exceed 0.45%), the remaining elements silicon and others account for no more than 0.8%, which corresponds to GOST 5582-75.
Download GOST 5582-75
Chemical composition of steel
The main chemical elements included in the composition are: iron, carbon, silicon, manganese, chromium, sulfur and phosphorus. The percentage of carbon content in this steel (depending on the release) varies in the range of 0.36-0.45%. This steel is classified as medium carbon.
The chemical microstructure in the quenched state includes martensites, carbides and residual austenite content. It is these elements that provide good corrosion resistance. Higher performance is inherent only in stainless steel grade 30x13.
Mechanical properties
The mechanical properties of 40x13 steel are determined by its composition and processing method. After special softening treatment and subsequent tempering at a temperature of about 740 degrees, it is possible to increase the tensile strength and reach a value of 560 MPa
This treatment makes it possible to achieve a relative elongation of more than 15%, which is very important for further machining. If it is hot-rolled steel with subsequent forging and calibration, then its hardness reaches 229 HB
After the hardening procedure, the Rockwell hardness exceeds 55 HRC units. The density of this steel grade is 7.68 g/cm 3 .
After successive hardening and gradual low tempering, this grade of steel acquires good anti-corrosion properties. The only limitation in this area is long-term use in a coastal atmosphere or in salty sea water.
Based on the given physical properties, grade 40x13 can be classified as a tool steel.
Advantages and disadvantages
Among the main advantages of steel 40X13 are:
- increased heat resistance;
- corrosion resistance.
This material does not oxidize even in salt water. That is why the alloy is in demand in the production of knives for divers. However, blades require constant care. If the blade is often exposed to dampness, sooner or later it will begin to become covered with a rusty coating. In addition to its advantages, 40X13 steel also has its disadvantages. Thus, the cutting edge is quite soft: it lends itself well to sharpening, but at the same time it begins to dull quite quickly. Therefore, hunters or travelers will have to constantly sharpen their tools.
The chemical composition and structure of 40X13 steel allow the material to withstand various types of mechanical processing. Although, as practice shows, certain difficulties often arise. Due to the additional heat generated during drilling, the surface strength increases. This makes the process more labor-intensive and costly. When in contact with a part, due to an increase in temperature, the wear resistance parameters of the cutting edge decrease. When sharpening knives, a metallic deposit may appear, which disrupts the uniformity of the edge surface.
Certain disadvantages arise when milling:
- the need to remove processing waste;
- rapid wear of cutting surfaces;
- chips formed during cutting.
This is due to the fact that during the processing of steel by cutting, the chips do not break, but begin to curl into the shape of an elongated spiral. That is why it is necessary to use additional tools - chipbreakers. Another disadvantage relates to the flexibility of the knives. Therefore, it is not recommended to cut hard surfaces with them.
The best steel grades for knives
The best steel grades for knives Depending on the percentage of carbon in the alloy, steel is divided into three types: high-carbon, medium-carbon, low-carbon.
If the alloy contains other chemical elements, it is called alloyed. If the percentage of alloying elements that change its properties is from 10 to 50, the steel is highly alloyed. Since when chemical elements are added to a steel alloy, its composition can change, this suggests that while some qualities of steel increase, others may not change for the better. Therefore, it is difficult to say unequivocally which steel grade is the best. Rather, the best characteristics of a knife depend on the quality of the heat treatment of the blade, the technology of which varies among different manufacturers. The best materials for making knives over a long period of time remain damask steel and damascus.
The highest grades of this steel have a complex smelting technology, and the quality of the blade and its exceptional sharpness, elasticity and strength also largely depend on the correctly chosen heat treatment mode, the thoroughness of grinding and polishing. Of the numerous varieties of modern steel, only Swedish steel SRM-T-440S can compete with Damascus and damask steel. It is made using powder metallurgy, and its wear resistance is several tens of times greater than the 440C grade. But the complexity of manufacturing this material makes its cost very high.
How to make a knife from steel 40X13
The technology for making a knife from steel 40X13 is the same as for other grades of steel. If you are making your first blade, then you need 40X13 steel to master the technological process.
The workpiece must be forged, preferably to a given configuration. The forging process strengthens the structure, which will have a good effect on the properties of the cutting part.
A template of the future blade is applied to the forging and cut along the contour. Cutting is carried out only in the tempered state of the workpiece, with simultaneous cooling. Avoid overheating when cutting.
The edges and planes are pre-processed and sharpened to the required dimensions, and holes are drilled in the handle to install fastening pins. Heat treatment (hardening, tempering) is carried out to impart hardness and ductility.
The workpiece is polished with mandatory cooling. Overheating will weaken the steel and reduce its strength. Polished to a shine.
The manufactured wooden handle is mounted on pins. It is glued with epoxy glue, sanded until smooth so that it fits well in the hand, and treated with oil. The oil protects against moisture and gives the wooden handle a beautiful look. Final grinding of the cutting edge of the blade. A convenient and practical knife is ready.
Heat treatment of steel
The 40X13 grade obtains its unique properties, in particular, increased resistance to corrosion, as a result of complex heat treatment.
After hardening, the components of steel 40Х13 are:
- carbides;
- martensites;
- remnants of austenites.
It should be noted that at a temperature of about 1050 ºC, steel loses its hardness. This is primarily due to the fact that under this regime the amount of austenite increases. But when the temperature drops to 500 ºC, the hardness returns. This is due to the fact that carbides are removed from the steel structure.
Final heat treatment (hardening) is carried out at a temperature of 950 - 1000 ºC, followed by cooling in oil or air. Subject to all technological conditions, steel will obtain the required hardness and corrosion resistance.
Chemical composition
The number 40 in the marking indicates that the percentage of carbon in the alloy ranges from 0.36 to 0.44, and the letter x indicates the presence of the alloying element chromium in an amount of no less than 0.8 and no more than 1.1 percent. Alloying steel with chromium gives it the property of resistance to corrosion in an oxidizing environment and atmosphere. In other words, steel acquires stainless properties. In addition, chromium determines the structure of the alloy, its technological and mechanical characteristics.
The remaining chemical elements are included in steel x 40 in the following quantities:
- no more than 97% iron;
- 0.5 - 0.8% manganese;
- 0.17 - 0.37% silicon;
- no more than 0.3% copper;
- no more than 0.3% nickel;
- no more than 0.035% phosphorus;
- no more than 0.035% sulfur.
How to make an ax stronger
To improve the quality of the metal from which the ax blade is made, you can easily harden it at home. It is best to harden piercing and cutting products made from steel grade 45. There should also be no problems with products made from metal grade 40×13. You can increase the hardness of the blade by simply lowering it into the fire. Experienced craftsmen can easily determine the degree of hardening by the color of the ax lowered into it. Typically, a product made from 40x steel first turns bright red, and then the color gradually begins to fade. The color of the metal blade changes depending on the heating temperature approximately as follows:
- Bright red color when the product is heated to 300 degrees;
- Orange color at about 400 degrees;
- Rich yellow color when heated to 500−600 degrees;
- Light yellow, almost white color at the final stage, when the incandescence temperature reaches approximately 750-800 degrees.
Next, as a rule, follows the tempering of the metal - its gradual cooling. If you neglect this stage, in the future the ax blade can easily break even under light load.
Cooling procedure
When considering all types of steel hardening, it is worth considering that not only the heating temperature has a strong effect on the structure, but also the holding time, as well as the cooling procedure. For many years, ordinary water, which does not contain many impurities, was used to cool steel. It is worth considering that impurities in water do not allow complete hardening to be carried out while maintaining the cooling rate. The optimal temperature of water used to cool a hardened part is considered to be 30 degrees Celsius. However, it should be borne in mind that the liquid is heated when the hot workpieces are lowered. Cold running water cannot be used for cooling.
Typically, water is used for cooling to produce non-critical parts. This is due to the fact that changes in the atomic network in this case usually lead to warping and the appearance of cracks. Hardening followed by cooling in water is carried out in the following cases:
- When cementing metal.
- With surface hardening.
- With a simple workpiece shape.
To impart the required hardness to workpieces of complex shape, a coolant consisting of caustic soda heated to a temperature of 60 degrees Celsius is used. It is worth considering that hardened iron takes on a lighter shade when using this coolant.
Experts pay attention to the importance of following safety precautions, since toxic substances can be released when the substances in question are heated
Steel hardening process
Thin-walled parts are also subject to heat treatment. The quenching effect followed by improper cooling will cause the carbon concentration to decrease to critical values. The way out of this situation is to use mineral oils as a cooling medium. They are used because the oil promotes uniform cooling. However, the ingress of water into the oil composition causes cracks to appear. Therefore, workpieces must be cooled when using oil in compliance with safety precautions.
When considering the purpose of mineral oils as a coolant, some disadvantages of this method should be taken into account:
- By observing heating modes, you can create a situation where a hot workpiece comes into contact with oil, which leads to the release of harmful substances.
- Within a certain range of exposure to high temperatures, the oil may ignite.
- This cooling method makes it possible to maintain the required hardness, measured in certain units, and also to avoid the appearance of cracks in the structure, but a coating remains on the surface, the removal of which also creates a very large number of problems.
- The oil itself loses its properties over time, and its cost is quite high.
https://youtube.com/watch?v=I-br0B8ocpI
What liquids are used to cool steel?
The above information determines that the liquid and cooling mode are selected depending on the shape, size of the workpiece, as well as how high quality the surface should be after hardening. The combined cooling method is the process of using several coolants. An example is the hardening of a part of complex shape, when cooling first takes place in water and then in an oil bath. In this case, it is taken into account to what temperature the metal is cooled at what stage.
Why is steel hardening and tempering needed?
As a rule, steel products go on wide sale after hardening. Hardening is carried out in special furnaces at metallurgical plants and is the final stage of preparing the metal for the manufacture of various products (chef's and hunting knives, scissors, surgical instruments).
Modern technologies make it possible to carry out this procedure quickly and safely, while the product does not become fragile due to sudden temperature changes. As a rule, furnaces that are installed in factory and factory workshops at steel mills have several operating modes, so the product is cooled gradually (and this is very important for preserving the structure of the metal). Nitriding is used quite often.
The main disadvantage of these methods is that they are not suitable for use at home. However, situations often arise when steel products purchased in a specialized store require additional processing, namely strengthening. Hardening of steel followed by tempering is necessary because:
- A product that has been subjected to heat treatment will retain its hardness for a long time;
- Hardening is an excellent protection against metal corrosion. Experts say that the likelihood of rust on hardened products is significantly reduced;
- Piercing and cutting objects, hardened at home or in a factory (factory), begin to better perform their main function. They become sharper and do not become dull for a long time, even with active use;
- Heat treatment also has a positive effect on the appearance of the metal product.
Most often, ATs40ХМ metal is used for the manufacture of products needed in everyday life. For mechanical engineering, the 40KhGM grade is most often used. For the manufacture of surgical instruments - grade 40x metal. Hardening metal at home, subject to all technologies, is no less effective than strengthening steel in production.
When working with metal, especially at high temperatures and in the presence of open flame sources, safety precautions should be strictly observed. This applies to both the steel mill worker and the home craftsman.
Experts categorically do not recommend hardening steel using chemicals, as there is a risk of serious burns or severe poisoning. At home, it is best to use a thermal method of strengthening steel products, when metal molecules are more closely attracted to each other due to the active release of thermal energy. All work must be carried out outdoors or in a specially equipped room.
Main advantages
You can harden metal yourself. The main thing is not to forget about tempering the metal, which must be carried out after hardening and temperature normalization. Sometimes this procedure is also called "annealing". The procedure of strengthening metal with oil or the so-called “hardening in two environments” - in water and oil - is very popular. But a person who does not have experience should not undertake hardening using hot liquids, as serious injury can occur if safety precautions are violated.
The lack of tempering of the metal after hardening often leads to the fact that, due to a sharp temperature change, the metal becomes harder, but more brittle and brittle. If hardening occurs at the factory, the tempering procedure occurs in full accordance with GOST standards.
Here are the main advantages of hardening steel at home:
- You don't need any special equipment to work. A regular fire or gas burner will do;
- Heat treatment does not take much time. If metal is hardened over a fire, the degree of hardening can be easily determined by the appearance of the product placed in the fire;
- You don't need a lot of space to complete this procedure. You can make a fire or install a muffle stove in the far corner of your summer cottage so as not to disturb anyone;
- You can harden steel objects of any size at home, from large saws and axes to small, delicate surgical instruments.
If a fire is used as a source of open fire, steel hardening should be carried out in calm weather so that an accidental gust of wind does not cause a fire. It is imperative to protect your eyes with special glasses, since prolonged observation of a bright flame can adversely affect your vision. It is also necessary to wear protective clothing made of fire-resistant material.
Application area
Due to its characteristic properties, steel 40x13 is used in such industries as:
- aviation;
- mechanical engineering (including automotive industry);
- metalworking;
- production of equipment for the food industry;
- medicine;
- production of household appliances and devices.
In the production of helicopters and airplanes, individual fuselage structural elements are made from it.
In mechanical engineering and the automotive industry, it is used for the manufacture of: shafts, various bushings, housings, turbine blades, needles for carburetors of automobile engines, springs, bearings. It is actively used for the production of a wide variety of hardware products (bolts and nuts). In addition, this grade of steel is used in the manufacture of measuring instruments and products intended for use in mildly aggressive environments at low temperatures (not higher than 450 °C).
It occupies a special place in the production of household and medical cutting instruments. When carrying out high-quality hardening, 40x13 steel produces good knives and scalpels. Therefore, it was called medical steel. In this case, the hardness of these tools on the Rockwell scale can reach 58 HRC units. These tools are easy to sharpen, they practically do not rust and do not require additional maintenance.
In addition to these properties, it is noted that this grade of metal is absolutely not flake-sensitive.
This is interesting: The process of annealing steel and metal - types, features, technology
Application of steel 40Х13
The unique properties of this grade of steel made it possible to use it in aircraft construction. The fact is that this industry constantly needs materials that have high strength during operation at high temperatures, for example, in an aircraft engine. In addition, in modern aviation technology, parts made of this steel are used in power elements of the fuselage structure, etc.
By the way, the unofficial name of steel 40Х13 is knife steel. Despite the fact that this material is relatively soft, when properly heat treated it shows good hardness - 57HRC.
Knives made with the 40x13 marking are popular with housewives, hunters, fishermen, etc. The thing is that knives made from this material do not rust and do not require special care.
Vacation process
All hardened parts are subject to tempering. This is done to relieve internal stress. As a result of tempering, the hardness of the steel is slightly reduced and the ductility of the steel is increased.
Depending on the required temperature, tempering is carried out:
The tempering temperature depends on the grade of steel and the required hardness of the product, for example, a tool that requires a hardness of HRC 59 - 60 should be tempered at a temperature of 150 - 200 degrees. In this case, internal stresses decrease and hardness decreases slightly.
High-speed steel is tempered at a temperature of 540 - 580 degrees. This tempering is called secondary hardening, since as a result the hardness of the product increases.
Products can be tarnished by heating them on electric stoves, in ovens, even in hot sand. The oxide film that appears as a result of heating acquires different tarnish colors, depending on the temperature. Before you start tempering one of the tarnish colors, you need to clean the surface of the product from scale, oil deposits, etc.
Usually, after tempering, the metal is cooled in air. But chromium-nickel steels should be cooled in water or oil, since slow cooling of these grades leads to temper brittleness.
Hardening
If the hardening technology is followed, then the final hardness of the products after heat treatment should be within 59...62 HRC. To fulfill this condition and maintain the required structure (martensite + austenite), you must adhere to the following recommendations:
Hardening processes proceed in full if they begin at 800...820 °C. The ratio of the time of preliminary and final heating of the tool for hardening should be the same, and be in the temperature range of 400...500 °C. The exact heating time is usually calculated depending on the surface area of the tool and its volume
This is especially important when heating workpieces in molten salts: for melts it should be 8...14 minutes, for aqueous solutions - 15...30 minutes (increased standards are applied for tools with sharply different longitudinal and transverse dimensions). Cooling of the tool after hardening is carried out in water, the temperature of which (regardless of the time of year and the temperature in the thermal compartment) should be within 18...25 °C. At lower temperatures, the risk of cracking of products increases, and at higher temperatures, the hardness of the tool is uneven
The same defect is possible when the quenching medium is contaminated with mineral and organic residues. Hardening of U8 steel in air is impossible.
After hardening, the products are released. In this case, the martensitic transformation occurs fully, internal stresses are reduced, and the viscosity of the core increases. The tempering temperature of U8 steel after hardening is 140...200 °C: it is after these temperatures that the final product will retain sufficient hardness and will have a sufficiently viscous core. The holding time is taken within 120...200 s; for the measuring instrument, the temperature can be further reduced by 20...50 °C.
Sometimes, after sharpening and grinding a tool made of U8 steel (mainly a measuring tool), additional tempering is carried out. In this case, the temperature is 300...350 °C, and the holding time is 1.5...2 hours, followed by cooling of the part in air.
Processing methods
The steel in question is subjected to two main types of processing: thermal and mechanical. Heat treatment of 40x13 steel is used to give it the appropriate technological properties. Mechanical - to create the required shape, solve the assigned technical problems.
Experts classify such metal into the category of materials that require a certain specific approach during heat treatment. It is this type of processing that gives the required properties.
Steel 40x13 in a hardening oven
The main types of heat treatment are:
- sequential hardening;
- slow release after heating;
- hot and cold plastic deformation;
- annealing.
After hardening, the following components are formed in the structure:
- carbides;
- martensites;
- some remains of so-called austenites.
The first two processing methods make it possible to give steel good corrosion resistance and excellent mechanical properties. This is possible due to the fact that it has good plastic deformation. Hardening of such steel occurs by gradual heating to a temperature of more than 950 °C, but not more than 1100 °C. Consistent heating is necessary because this grade of steel is highly sensitive to cracks. To avoid negative consequences, a metal part (especially one with a thickness of more than 100 millimeters) must be heated for more than 10 minutes.
To avoid the appearance of cracks, including in the depths of the metal, the sample is subjected to so-called tempering. That is, a gradual decrease in temperature and keeping the sample at temperatures up to 300 °C. In this case, the steel acquires its maximum strength characteristics. If the temperature regime is not maintained and the process occurs at 450 °C, the steel will lose its impact strength characteristics. It acquires the best corrosion properties and good ductility if the following parameters are observed. Sequential heating to a temperature of 700 °C, subsequent holding for 20 minutes, cooling in a container with oil.
The so-called annealing is used as a softening heat treatment. The part is heated to a temperature of 800 °C. Next, slow cooling is carried out in the furnace itself to a temperature of about 500 °C.
Temperature of quenching and tempering of steel 40x13
As an alternative to the standard type of heating, heating with high frequency currents is used to carry out heat treatment. This method is especially used when it is necessary to harden the surface layer of a part. These are parts that are included in mechanisms with friction and rolling units, and in elements of pipeline fittings. Typically, such hardening is applied only to parts whose thickness exceeds 15 millimeters. With its help, it is possible to achieve a hardness indicator after hardening equal to 36.5 HRC units.
It is subjected to the following types of mechanical processing:
- drilling holes;
- sharpening;
- milling;
- forging.
Carrying out these operations is associated with certain difficulties:
- Hardening of the surface layer (this is due to additional heating of the workpiece at the time of cutting or drilling).
- Problems with the removal of metalworking waste (the resulting metal shavings form a long, narrow, twisted strip). This causes certain inconveniences during long-term processing. This problem is solved by installing special devices on metal-cutting tools. They produce periodic chip breakage.
- Increased wear of the cutting edge. This is due to an increase in the temperature of the part at the point of contact with the edge of the cutting tool. In this case, the presence of crystalline compounds (carbides and martensites) in this grade creates the effect of the presence of abrasive elements in it, which leads to rapid wear of the cutting edge.
In addition, difficulties arise when sharpening cutting tools made from this steel. At the moment of sharpening, the temperature of the sharpened edge increases and a so-called metallic influx is formed. This leads to uneven hardening of the edge of the sharpened surface.
After this operation (hot deformation), only slow cooling followed by low-temperature annealing is allowed.
Unfortunately, welding is not included in the available list of mechanical processing. The fact is that this grade of metal belongs to the category of difficult-to-weld materials. Therefore, this processing method is not used to connect structures made from this material.
Selecting the optimal heat treatment mode
Depending on the specific production conditions, steel is heat treated in two ways:
- Normalization at a holding temperature of 1050...1100 °C, followed by high tempering from 600...650 °C. Normalization stabilizes the steel structure, reduces the amount of retained austenite, and improves machinability on metal-cutting machines. This makes it possible to use this heat treatment technology to produce blanks for stepped shafts and axles, operating primarily in environments with high humidity, as well as under conditions of corrosion-mechanical wear.
- Step hardening with high tempering. The duration and number of hardening cycles depends on the required surface hardness and the final microstructure. Hardening of steel 40Х13 using this method is performed for products that are periodically subjected to shock loads during their operation.
Temperature of the workpiece depending on the color when heated
When choosing a heat treatment mode, it is necessary to take into account that 40X13 steel is stamped at a temperature range of 950...1150 °C: it is in this range that the material has maximum malleability.
In all cases, the steel is annealed before processing. This is due to the following features:
- the presence of chromium carbides, which are formed during hot rolling of workpieces. They focus on grain boundaries around the underlying, more ductile structure;
- the presence of cementite, which differs in structure and grain size from any of their chromium carbides. This causes residual tensile stresses that reduce strength;
- the danger of an excessive amount of retained austenite, which also increases hardness and reduces ductility;
- the tendency of a given steel to strain hardening during plastic deformation.
It has been experimentally established that in order to obtain an optimal macrostructure, the annealing mode should be as follows: heating to 690...730 °C, holding until the section of the part is completely heated and subsequent cooling together with the furnace to 500...550 °C (hereinafter - in air). The final structure is granular perlite, which stands out for its stability, balance and the presence of fine grains.
Existing analogues
All developed countries are engaged in the production of steel with similar properties. In different countries it has its own marking:
- in the USA this is steel, which is marked AISI 420;
- in Germany there is a whole line of analogues of our steel (from X38Cr13 to X46Cr13);
- China produces steel under the 4C13 brand;
- in Japan it is SUS 420J2 steel;
- in France, there is also a whole line with similar characteristics. These are X40Cr14, Z33C13, Z38C13M, Z40C13, Z40C14, Z44C14, Z50C14.
All these analogues have good anti-corrosion properties. They can withstand exposure to mildly aggressive liquids such as alcoholic beverages, wine and even cognac for a long time.
Protecting the product from external influences
There are often situations when it is necessary to solve the problem of protecting steel from harmful effects that can be created as a result of the appearance of scale or loss of carbon. A solution to this problem can be special gases that are supplied to the furnace where the part being processed is located. But it should be remembered that such a procedure can be performed provided that the oven has a sealed design. Most often, a special generator is used as a gas source, the fuel for which is hydrocarbon gases, for example, methane
When fully hardening a metal workpiece, it is important to provide it with protection. In some situations it is not possible to supply gas
Then this operation can be carried out in an airtight container. The sealant here can be clay, which can prevent air from penetrating inside. But even before starting this procedure, it is recommended to cover the workpiece with a layer of cast iron shavings.
Product protection from scale and decarburization
For products whose surfaces are not ground after heat treatment, carbon burnout and scale formation are unacceptable. Surfaces are protected from such defects by using protective gases supplied into the cavity of the electric furnace. Of course, this technique is only possible in special sealed ovens. The source of gas supplied to the heating zone is shielding gas generators. They can operate on methane, ammonia and other hydrocarbon gases.
If there is no protective atmosphere, then before heating the products are packaged in containers and covered with used carburizer and cast iron shavings (the heat engineer should know that charcoal does not protect tool steels from decarburization). To prevent air from getting into the container, it is coated with clay.
When heated, salt baths prevent the metal from oxidizing, but do not protect against decarbonization. Therefore, in production they are deoxidized at least twice per shift with brown salt, blood salt or boric acid. Salt baths operating at temperatures of 760 – 1000 degrees Celsius are very effectively deoxidized by charcoal. To do this, a glass with many holes over the entire surface is filled with dried charcoal, closed with a lid (so that the coal does not float up) and, after heating, lowered to the bottom of the salt bath. First, a significant number of flames appear, then it decreases. If you deoxidize the bath three times during a shift in this way, the heated products will be completely protected from decarbonization.
The degree of deoxidation of salt baths is checked very simply: an ordinary blade, heated in a bath for 5 - 7 minutes in a high-quality deoxidized bath and hardened in water, will break, not bend.
Technology of hardening steel 40Х13
Stainless steel 40X13, the chemical composition of which must meet the requirements of GOST 5632, is produced in a range of rolled rods and sheets in accordance with GOST 5949. The specific operating features of this steel determine an increased level of requirements for the quality of its heat treatment.
Hardening steel 40Х13
Composition, properties and application
Steel 40X13 is characterized by a high chromium content (from 12 to 14%), with a minimum permissible percentage of manganese (up to 0.8%). Nickel, usually added to martensitic steels, is absent in this steel. This reduces the risk of carbide formation at grain boundaries and promotes stable mechanical properties.
The following complex of mechanical properties allows us to classify this material as a steel with increased heat resistance:
- at a temperature of 200 °C for continuous operation of products made from steel 40X13, the tensile strength limit is at least 960 MPa, with a yield strength of 830 MPa, and an impact strength coefficient of 500 kJ/m2;
- at a temperature of 400 °C for continuous operation of products made from steel 40X13, the tensile strength limit is at least 795 MPa, with a yield strength of 685 MPa, and an impact strength coefficient of 750 kJ/m2.
Technological properties 40Х13
Thus, this steel is characterized by increased resistance to vibrations and alternating loads that occur in components and parts of equipment whose operating temperatures exceed 300...350 °C. Such parts include measuring devices used in forging and stamping production, critical parts of compressor units, springs heated to 75 ° C. Sometimes deforming tools are also produced from this material, for example, cutting knives of hot stamping machines.
All of these applications require increased strength and hardness from the material. Meanwhile, with respect to martensitic steels, this combination is quite difficult to obtain, since with increased hardness the products become quite brittle and are prone to cracking under impact loads.
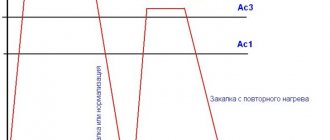
Temperature changes in structure
Hardening is carried out very often for products made from high-quality structural steels containing more than 0.4% C, and almost always for structural alloy steels, since it is for them that they usually have increased strength requirements.
The choice of hardening mode depends on the purpose of the part. The most common technologies are:
- Heat treatment of low-carbon structural steels (less than 0.2% C), which require a combination of surface hardness with a sufficiently tough core. In this case, carburization is first performed - saturating the surface with an additional amount of carbon, and only then the steel is hardened;
- Heat treatment of medium-carbon steels with 0.3...0.6% C. They are used for the production of critical engineering products of complex shape that operate under alternating loads. Normalization is always performed after hardening;
- Chemical-thermal treatment, which is performed on high-alloy steels, where deep layers can remain viscous. The main options for such processing - cyanidation, nitriding, sulfurization - are also carried out after hardening.
3 Forms of Iron Crystals in Ultra High Carbon Steel
All structural steels are of the hypoeutectoid type: the percentage of carbon in them does not exceed 0.8%. In the structure of steel after hardening, depending on the heating conditions, there are the following components:
- In the temperature range up to 723 °C - ferrite and perlite (perlite is a mechanical mixture of ferrite and cementite, into which carbides of alloying elements are also mixed).
- Above this temperature and up to 850...900 °C there is a mixture of ferrite with austenite, and the region of stable existence of the structure depends on the percentage of carbon, and gradually decreases from the range 950...723 °C to 0.
- Below this temperature line the structure is already purely austenitic.
https://youtube.com/watch?v=sz_x-WqkcIs
To display the dynamics of structural changes in structural steels when heated, the well-known “iron-carbon” diagram is widely used, according to which the quenching and subsequent tempering modes are established. Often photographs of structural components are also provided.
Steel analogues and scope
4X13 is the old name. There are foreign analogues that differ in the purity of the alloy, the absence or presence of impurities.
Foreign analogues from different suppliers: American AISI420, Japanese SUS420J2, French X40Cr14, English 420S45, Italian X40Cr14, Spanish F.3404, Chinese 4C13, Polish 4h23, Czech 17024. All analogs have similar characteristics.
Application area:
- Measuring tool.
- Cutting tool.
- Household items.
- Medical instruments.
- Shafts.
- Springs.
- Bearings.
- Measuring devices for forging production.
- Details of compressor units.
- Cutting knives of devices for hot stamping.
Characteristics
The convenience of using this material is also due to the fact that the steel is produced in an open-type furnace with a temperature range from 850 to 1200 degrees, so the material is completely deformed and can be poured into completely different shapes. The variability of the cooling and heating system allows you to create a product without defects, cracks or any irregularities.
Components after hardening:
- carbide particles,
- martensites,
- residual austenites.
The last element affects the hardness of the resulting steel: the higher the hardening temperature, the lower the hardness/hardness. That is why, if steel is required for knives (mild steel in knives is much easier and more convenient to sharpen), then the ideal hardening temperature would be 1050 degrees or higher.
This is interesting: Steel 40X - characteristics, hardness, application
Main characteristics
Steel 40X13, sometimes referred to as 4X13, is classified as a corrosion-resistant, heat-resistant grade. The domestic substitute is steel 30X13. The chemical composition of this material includes:
- carbon up to 0.45%;
- chromium up to 14%;
- other materials (silicon, manganese, etc.) up to 0.8%.
This composition allows the following products to be manufactured from this steel:
- cutting and measuring tools;
- medical, including surgical instruments;
- structural elements operating in mildly aggressive environments.
- springs, fasteners, shafts and bearings capable of operating in aggressive environments, including temperatures up to 450 ºC.
This material is produced in open kilns. Induction furnaces are most often used. Steel is melted at temperatures from 850 to 110 degrees Celsius. This mode ensures its complete deformation. To prevent the formation of cracks and other defects, various temperature conditions are used alternately. By the way, to use parts made of grade 40X13 in aggressive environments, in order to increase their resistance to corrosion, it is recommended to grind their surface.
Among the imported analogues of 40x13 steel, the following can be mentioned:
- USA - 420;
- Germany - 1.4031;
- China - 4С13.
GOST
The metallurgical industry produces the following assortment - sheet (GOST 5582-75), rod GOST 18907-73, wire (GOST 18143-72).
Material processing
Heat treatment of steel 40 x 13 is a procedure that largely determines the positive characteristics of the alloy. After passing this stage, the material consists of particles such as carbides, martensites, and retained austenites. If the temperature exceeds 1050 degrees Celsius during the process, more austenite particles will be formed. This will cause the hardness of 40x13 steel to decrease. If you lower the melting temperature of the metal to 450-550 degrees Celsius, you can get an effect such as secondary hardness. This is due to the fact that at this temperature a substance called fine carbide begins to precipitate.