Steel cementation
— surface diffusion saturation of steel with carbon in order to increase hardness and wear resistance.
Low-carbon (usually up to 0.25% C) and alloy steels are subjected to carburization; the process in the case of using a solid carburizer is carried out at temperatures of 900-950 ° C, with gas carburization (gaseous carburizer) - at 850-900 ° C.
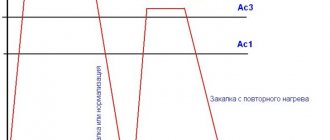
After carburization, the products are subjected to heat treatment, leading to the formation of a martensitic phase in the surface layer of the product (martensite hardening), followed by tempering to relieve internal stresses.
- in a solid carburizer
- in a gas carburizer
- in a fluidized bed
- in electrolyte solutions
- in pastes
Cementation in a solid carburizer [edit | edit code]
In this process, the saturating medium is charcoal in grains with a diameter of 3.5-10 mm or coal semi-coke and peat coke, to which activators are added. This process has been known since at least the 12th century [1].
The process technology is as follows:
Loading parts into a steel box with a sealed sand seal. The parts are laid out in such a way that they are covered with carburizer on all sides and do not come into contact with each other or the walls of the box. Next, the box is hermetically sealed with a sand seal or covered with refractory clay and loaded into the oven.
Standard Mode:
900–950 °C, 1 hour of exposure (after warming up the box) per 0.1 mm of cemented layer thickness. To obtain a 1 mm layer, exposure is 10 hours.
With "accelerated"
mode, cementation is carried out at 980 degrees. The shutter speed is halved, and it takes 5 hours to obtain a 1 mm layer. But in this case, a cementite mesh is formed, which will have to be removed by repeated normalization of the metal.
Graphite hardening
Graphite cementation is a very simple but effective way of surface hardening a knife with your own hands, which is best suited for strengthening some part of the blade.
To do this, you will need graphite, which can be obtained from simple AA batteries. You need a metal platform on which the hardening process will take place. A simple profile, which is used when working with drywall and other finishing work, is good for this.
We will also need a constant power source. An excellent option would be a welding machine, the power of which should be set to the minimum level. If this is not the case, you can try a similar option that will be able to provide you with about 50 volts of DC voltage. I strongly do not recommend using a 220 volt network.
Any instructions, including those for properly hardening knives, must begin with preparation. Once you have all the necessary components, you need to prepare your workspace.
We take the profile, pour our graphite onto it, it should turn out to be a small mound. You need to connect the positive cable of the power supply to the profile, but the negative cable needs to be connected to the knife.
- What to give your beloved husband something unusual for his birthday. List of ideas + video
- Radon baths: indications and contraindications, reviews from doctors, benefits and harms, rules of administration
- An original birthday gift for dad: interesting examples with the best design + video tips
This method is good for hardening the edge, which gradually comes into contact with graphite. To do this, after everything has been done above, you need to turn on the power source and apply voltage to our parts. The knife must be gradually drawn along the graphite with the edge of the blade.
When this happens, rest assured that you will see the hardening process in person. This needs to be done gradually and carefully. If you touch the profile, the process is ruined. If you keep the edge in graphite for a long time, it will catch fire and the hardening will be ruined again. In both situations, the blade will be damaged beyond repair.
It is correct to conduct hardening with slow, gradual and short movements. Visually, it is very clearly noticeable when graphite begins to heat up strongly and spark. When you see this, you need to raise the knife. The blade should not be dipped very deeply into graphite; it is best to do this only with the cutting edge.
For a small knife you will need about five minutes to harden its edge. This process is delayed precisely due to the burning of graphite, which must always be avoided. As you can see, there is nothing complicated in this process, you just need to follow the instructions and work carefully.
Cementation in a gas carburizer [edit | edit code]
This process is carried out in an environment of gases containing carbon. Gas carburization has a number of advantages over carburization in a solid carburizer, which is why it is widely used in factories that produce parts in mass quantities.
In the case of gas cementation, it is possible to obtain a given carbon concentration in the layer; the duration of the process is reduced, since there is no need to warm up boxes filled with low-heat-conducting carburizer; the possibility of complete mechanization and automation of processes is ensured, and the subsequent heat treatment of parts is greatly simplified, since hardening can be carried out directly from the carburization furnace.
Features of choice
The main indicators that determine the feasibility of using a material of a particular brand are the following:
- mass fraction of carbon: the purity of the chemical composition has a direct effect on the degree of saturation of the melt. Materials subjected to graphitization are characterized by the lowest content of impurities: when the structure of atomic layers is ordered, the ash content also decreases;
- the degree of assimilation of carbon by liquid metal: largely depends on the type of melting unit used, but the rate of dissolution of carburizing reagents, their chemical and mineralogical composition, and the content of volatile substances are also important. Crushed graphite dissolves in melts quickly and evenly even at relatively low temperatures;
- fraction size: dusty and small particles can be carried away by convective air currents; in addition, they are the most susceptible to oxidation. Large fractions dissolve slowly. To correctly calculate this parameter, one should proceed from the volume of steel (cast iron) being processed, as well as the intensity of mixing;
- ash content: ash consists of various chemical elements that have a negative effect on the absorption of carbon by the liquid metal. Mineral impurities are the first to react, thereby delaying the carburization process. The percentage of ash largely depends on the composition of the feedstock, the temperature of its processing and the size of the particles.
Materials of natural origin have a higher ash content (compared to artificial ones).
Fluidized bed cementation [edit | edit code]
The process of cementation in a fluidized bed takes place in an endogas atmosphere with the addition of methane. A fluidized bed is a heterogeneous system in which, due to the passing gas flow through layers of small (0.05-0.20 mm) particles (usually corundum), intense mixing is created, which outwardly resembles a boiling liquid. Corundum particles are located on the gas distribution grid of the furnace. At a certain speed of passage of the ascending gas flow (above the critical speed), the particles become mobile, and the layer acquires some properties of a liquid (fluidized layer). In this state, the adhesion between the particles is broken, they become mobile and rely not on the lattice, but on the gas flow. The advantages of the fluidized bed carburization process are: reduction of process duration due to the high heating rate and high carbon mass transfer coefficient; the ability to regulate the carbon potential of the atmosphere in the working area of the furnace; reduction of deformation and warping of processed parts due to uniform temperature distribution throughout the entire volume of the furnace. The fluidized bed cementation process can be used in small-scale and individual production plants.
Cementation in electrolyte solutions [edit | edit code]
The use of the anodic effect for diffusion saturation of the treated surface with carbon in multicomponent electrolyte solutions is one of the types of high-speed electrochemical-thermal treatment ( anodic electrolytic heating
) small-sized products. When applying a constant voltage in the range from 150 to 300 V, the anode part is heated to temperatures of 450–1050°C. Achieving such temperatures is ensured by a continuous and stable vapor-gas shell separating the anode from the electrolyte. To ensure cementation, in addition to the electrically conductive component, carbon-containing donor substances (glycerol, acetone, ethylene glycol, sucrose and others) are introduced into the electrolyte.
Cementation in pastes [edit | edit code]
Cementation with the application of C-containing materials to the carburized metal surface in the form of a suspension, coating or slip, drying and subsequent heating of the product with HDTV or industrial frequency current. The thickness of the paste layer should be 6-8 times greater than the required thickness of the cemented layer. The carburization temperature is set at 910–1050 °C.
Chemical-thermal treatment is a set of operations to change the chemical composition and microstructure of the surface of a workpiece or product in order to obtain the required characteristics. Such a change is the result of the interaction of the surface with the environment of a certain state, composition, temperature. The most common types of chemical treatment are cementation (carburization), nitriding, carbonitration (simultaneous saturation with carbon and nitrogen).
Steel carburization technology
This process involves diffusion saturation of the surface layer of steel blanks with carbon. Processing is carried out in a carburizer that releases active carbon at austenite stability temperatures of 850-950°C, which readily dissolves large amounts of carbon. To complete the process, after carburization, hardening and low tempering are carried out. Results of chemical-thermal and thermal treatments in combination:
- high hardness and wear resistance of the surface;
- increasing the limit of contact stability;
- improving the endurance limit in bending and torsion.
Read also: Classification and design features of milling machines
Attention! The desired effect is achieved on steels with low carbon content - up to 0.2%. It is impossible to harden such grades without cementation. Most often, alloy steels are carburized.
This operation is time-consuming because the carburization process is very slow. Main types of cementation media (carburizers):
- hard;
- gaseous;
- electrolyte solutions;
- pastes;
- fluidized bed
Structural changes in metal
When nitrogen and carbon atoms are introduced into the surface layer of the metal, some changes occur. During nitrocyanation, the ratio of the residual amount of austenites and fine-crystalline martensites in the surface layer changes, a small amount of a solid solution of carbonitrides is added, which affects the mechanical properties - hardness and wear resistance.
At the same time, fragility increases slightly and fatigue and contact strength decreases. This quality is especially evident in alloy steel with a nickel content of more than 1.2%. Thus, not all brands can be processed using this method. Reducing the grain size of the structure is achieved by additional hardening and tempering immediately after the nitrocarburization process. Steel treated in this way has a smaller grain size than cemented steel, which increases its bending strength while reducing the thickness of the treated layer.
Nitrocarburization significantly changes the characteristics of the thin outer layer of metal, its hardness and wear resistance. After additional heat treatment - hardening, the hardness of the surface layer on the Rockwell scale is 58-64 HRC or 500 - 1000 HV according to the Vickers method. Using low-temperature carburization, it is possible to obtain a thin surface layer with a hardness of 5000 – 11000 HV.
Cementation in a solid medium: the possibility of doing it at home
Hard carburization of steel can be done at home if there is a way to maintain it for long periods of time at such high temperatures.
For processing in a solid carburizer you will need:
- sodium carbonate, calcium or barium;
- birch or oak charcoal, the content of which in the mixture is 70-90%.
All components are crushed and sifted to remove dust. Optimal fractions are 3-10 mm. Methods for mixing components:
- Salt and coal are mixed in a solid state.
Attention! If the mixing was not thorough enough, then after the process is completed, stains will form on the part.
- A more preferable method is to treat the charcoal with salt dissolved in water. The mixture is dried until a moisture level of 7% is reached. This technology allows you to obtain a more homogeneous mixture.
- The blanks are placed in a box in layers sprinkled with carburizer.
- The boxes are coated with fireproof clay and placed in a heated oven.
- The container with the contents is heated to approximately 800°C. High-quality heating is indicated by the absence of dark spots on the hearth in the places where it comes into contact with the box.
- After heating, the temperature in the furnace is raised to 950°C and the workpiece is kept in such conditions for a certain time. In this case, active carbon atoms penetrate into the steel crystal lattice.
Cementation in production and in the home workshop is carried out in steel boxes filled with carburizer. To reduce the heating time and improve the quality of the surface layer, the CTO box in shape and size should be as close as possible to the workpiece. Optimal conditions can only be created in a sealed container, since this prevents the leakage of gases formed during aging. To ensure tightness, the gaps between the box and the lid are coated with fireproof clay. The optimal material for carburizing boxes is heat-resistant alloy steel. However, containers made of low-carbon steel can also be used.
Stages of carburization in a solid carburizer
Carburizing agent production
The production technology is based on deep heat treatment of the source material, as a result of which it acquires a perfect (or close to perfect) crystal lattice with ordered atoms. The process takes place at high temperatures (2400-2600 °C) in industrial conditions without air access.
The raw materials for production are:
- Electrode fight.
- Graphite shavings remaining after processing of shaped products.
- Petroleum coke, pitch coke.
- Cinders of graphite electrodes.
- Graphite scrap.
- Anthracite.
Carburizers are characterized by a particularly low nitrogen content, because at a mass fraction above 0.009%, it forms structural defects - gas pores or cracks.
Nitriding: the essence of the process and advantages compared to carburization
Nitriding is a relatively new technology for improving the characteristics of steel blanks. It involves heating parts to high temperatures in environments saturated with ammonia. The thickness of the nitride layer is 0.3-0.6 mm.
- wear resistance increases as the surface becomes harder;
- the fatigue strength of products increases;
- a stable anti-corrosion barrier is formed.
Advantages of such chemical treatment compared to cementation
- The surface layer of the product acquires high hardness without additional heat treatment. The strength of the surface layer is approximately 2 times higher than after carburization.
- The geometric parameters of the workpiece after nitriding remain virtually unchanged.
- Can be used for products after hardening with high tempering and grinding to size.
- After carburization, the surface layer retains the resulting hardness up to temperatures up to 225°C, and after diffusion saturation with nitrogen – up to 600°C.
A brief scheme of nitriding at temperatures of 500-600°C in steel retorts installed in a furnace:
- parts of steel elements not intended to be saturated with nitrogen are protected with tin or liquid glass applied using electrolysis technology;
- placed in a muffle into which ammonia is pumped from a cylinder;
- inside the retort, ammonia decomposes into nitrogen and hydrogen;
- atomic nitrogen penetrates the surface of the steel part with the formation of nitrides, which are characterized by very high hardness;
- After holding, the workpiece in the retort is cooled along with the furnace so that the surface hardness is fixed without oxidation.
Table of nitriding results for steel of various grades, depending on the intended purpose of chemical treatment
| steel grade | Manufactured parts | Purpose of nitriding | Layer thickness, mm | Hardness according to specifications, HV (Vickers) |
| 38Х2МУА | Handles, shafts, cams operated at normal temperatures | Increased wear resistance and fatigue strength | 0,2-0,5 | 500-900 |
| 18Х2Н4ВА | Gears, gear shafts, shafts | Increased wear resistance and fatigue strength | 0,2-0,3 | 500-650 |
| 25Х2МФ, 20Х1М1Ф1ТР | Rods, valves, bushings, fasteners | Increased wear resistance at temperatures up to 500°C | 0,2-0,5 | 500-800 |
| 35ХМА | Rods, valves, bushings, fasteners, axle boxes | Increased wear resistance at T up to 400-450°C | 0,2-0,4 | 450-600 |
| 20Х3МВФ | Rods, valves, bushings, fasteners, axle boxes | Increased wear resistance at T up to 500-535°C | 0,15-0,2 | 500-800 |
| 25Х2М1Ф | Rods, valves, bushings, fasteners, axle boxes | Increased wear resistance at temperatures up to 535°C | 0,2-0,4 | 500-700 |
| 1X13 | Nozzle blades | Improving erosion resistance in a steam environment | 0,1-0,2 | 450-700 |
| 15Х11МФ 15Х12ВМФ | Rods, axle boxes, nozzle vanes, valves, bushings | Improvement of erosion resistance and wear resistance at T 535-565°C | 0,1-0,2 0,1-0,2 | 450-800 450-700 |
| 40X | Fasteners | Increased corrosion resistance | 0,15-0,2 | 400-500 |
| 50HFA 60S2 | Helical springs | Improved corrosion resistance in wet and steam environments | 0,1-0,2 0,1-0,2 | 550-750 400-600 |
Do-it-yourself steel cementation process
When setting up a chemical-thermal treatment process at home, the method of cementation in a harsh environment is chosen. This is coupled with a significant simplification of the task of equipping the premises. As a rule, a hard carburizer is made using a mixture of barium or calcium with charcoal, as well as sodium carbonate. The salt is ground to a powder and then passed through a sieve.
Cementation of steel in a hard carburizer
Tips for creating a stiff consistency follow:
- The first method is to use salt and coal, which are carefully mixed. If you do not use a homogeneous mixture, in other words, the possibility of formation of stains with a low carbon concentration.
- The second method involves the use of charcoal, which is poured on top with salt dissolved in water. After this, the coal is dried until it reaches a consistency with a moisture content of about 7%.
For the knife and other products, the second method of obtaining a carburizer is most suitable, because it allows you to obtain a uniform mixture. Cementing steel at home with graphite also involves creating consistency using several technologies.
Cementation is carried out in special boxes, which are filled with prepared carburizers. The system must be airtight, for which the cracks are sealed with clay. It is recommended to achieve the highest density due to the fact that when the carburizer is heated, gases are released that should not be released into the environment. The box itself should be made of heat-resistant steel that will withstand high temperatures.
The process of carburizing steel in a box at home has the following characteristics:
- The part is placed in a box with a consistency. The thickness of the solid carburizer layer is selected depending on the size of the workpiece.
- The stove is being installed.
- The initial heating of the furnace is carried out to a temperature of 700 degrees Celsius. This heating is called through heating. The uniform color of the steel from which the box is made indicates the ability to transition to the next step.
- The next step is to heat the medium to the required temperature. It is important to ensure uniform heating of the surface of parts with complex shapes, because significant problems may arise if the atomic structure is rearranged unevenly.
Cementing steel in a box at home
Now it is possible to carry out a similar function at home, but difficulties arise in achieving the required temperature.
The lack of necessary equipment leads to a significant decrease in the properties of the resulting products, as well as an increase in holding time.
Carbonitration of steel
A popular type of chemical treatment of steel and cast iron of almost any grade is carbonitration, or liquid nitriding. In this case, the surface layer of the workpieces is saturated with carbon and nitrogen in molten salt at a temperature of 560-580°C. Salt compositions are synthesized from ammonocarbon compounds: melamine, melon, dicyandiamide. Carbonitration is similar to cyanidation. But cyanidation is carried out using toxic sodium cyanide at temperatures up to 860°C. Non-toxic compounds are used for carbonitration; it is carried out at temperatures up to 570°.
Read also: How to ring wiring in a wall
Advantages of steel carbonitration technology
- Simultaneous saturation with nitrogen and carbon initiates the appearance of carbonitride phases, which are more plastic and less brittle compared to purely nitride phases.
- Carbonitration is the most economical process due to its short duration - 0.5-4 hours.
- Uniformity of heating and diffusion.
- Absence of thermal stresses, ensuring minimal deformations and accuracy of geometric parameters within microns.
- Improving the fatigue strength of products up to 80%, wear resistance, and corrosion resistance.
- Reducing the friction coefficient up to 5 times.
- Lack of fragility of the surface layer saturated with carbonitrides.
- Possibility of processing inexpensive low-carbon steels that cannot be strengthened by traditional nitriding. As a result of carbonitration, they acquire characteristics possessed by more expensive and less easily processed steels.
- This process for ordinary parts is finishing and does not require additional machining. After carbonitration, critical products are subjected to honing - polishing to 1-2 microns.
Combined surface saturation with nitrogen and carbon can be used even for high-alloy and corrosion-resistant steels. On their surface there is a dense film of chromium oxides and other alloying additives, which prevents the process of pure nitriding.
Carbonitration stages
An additional advantage of this technology is the possibility of partially immersing the part in molten salt, which allows strengthening only certain areas.
- Parts with final dimensions arrive for carbonitration. If necessary, leave a minimum allowance on the seating surfaces for polishing.
- Preliminary measures: cleaning, degreasing.
- Furnace heating and carbonitration.
- Cooling in water, oil, air.
- Washing, drying.
Processed in this way:
- cutting tool;
- Press forms;
- friction pairs;
- gear elements;
- pump parts.
An important advantage of this technology is compliance with environmental standards and worker safety, due to the absence of toxic compounds in saturating environments. Carbonitration is used both in large industrial enterprises and in small workshops and at home.
Cementable steels using gas
For the first time, steel cementation with gas was carried out at the Zlatousovsky plant under the vigilant management of P. Anosov. This effective method was developed by V. Prosvirin, S. Ilyinsky and N. Minkevich.
The essence of the process is quite ordinary - the alloy is cemented under the influence of carbon-containing gas (natural, artificial or generator) in a hermetically sealed furnace .
The most accessible and often used gas is a composition obtained from the decomposition of petroleum products.
It is made using the following method:
- Kerosene is poured into a special steel container and heated until the process of pyrolysis occurs - the decomposition of kerosene into a mixture of several gases;
- approximately 60% of this gas will be modified and made suitable for cementation.
Interesting read: Classification of steels by deoxidation method
A mixture of modified gas and pure pyrolysis gas is used for cementation. The need to modify part of the gas is caused by the fact that the use of pure pyrolysis gas leaves the missing carburization on the steel, and a little soot may be deposited on some parts, which is difficult to remove.
The process of carburizing steel using gas is carried out in special continuous furnace conveyors. Or they use unique stationary units.
First, the part is placed in the furnace, its muffle. The installation is closed and the furnace is heated to 950 degrees. Later, pre-prepared gas is supplied.
It is virtually impossible to carry out this function at home.
At the same time, it has several advantages over the hard processing method:
- less time is spent on preparing raw materials for cementation;
- the most suitable and non-hazardous working conditions for workers;
- speeding up the hardening process by reducing the holding time of products.
The most important thing when carburizing steel is a well-organized process and high-quality equipment and raw materials. The hard method can be completely implemented at home if you have a stove, carburizer and iron molds. Also certain skills and abilities associated with this action of steel hardening.
Improving complex nitrogen-carbon saturation - low-temperature carbonitration
The NOC process - low-temperature oxycarbonitriding - was first developed by Russian scientists, and then refined by German researchers and received the name QPQ. Advantages:
- the initial goal is to improve the presentation;
- a sharp decrease in the coefficient of friction;
- the corrosion resistance of grades of pearlitic and austenitic classes processed by the NOK method exceeds that of these materials chromium-plated by galvanic method;
- the cost is 40% lower compared to galvanic coatings.
- carbonitration;
- cooling and holding the oxidation bath in the melt at 350-400°C;
- air cooling;
- washing;
- polishing;
- repeat oxidation;
- flushing
This technology is considered as an effective and economical alternative to galvanic chromium plating for low-alloy pearlitic steels and corrosion-resistant chromium steels.
The carburization process is based on the principle of chemical and thermal treatment of metal . The whole point of the procedure is to saturate the steel surface with the required amount of carbon under certain temperature conditions.
Several years ago, this procedure was almost impossible to implement at home. Today this is possible using graphite media or their analogues. The main thing is desire and some knowledge .
Carburizer: unique properties, huge potential
In the process of smelting cast iron and steel, carbon is introduced into the melt or applied to the metal surface at the time of its pouring. For this purpose, special carbon-containing materials are used, which are called carburizers (or carburizers). The carburizer gives iron alloys additional strength and hardness, reduces their viscosity and ductility, and also prevents oxidation of castings during cooling.
Artificial crushed graphite of various brands is actively used as carburizers.
General information about the process
The first step is to understand the basics of heat treating steel.
The features of metal carburization include the following factors:
- Thanks to the procedure, case-hardened steels become stronger, which increases the wear resistance and strength of the material;
- The operating properties of the metal are changed by heating the products in a liquid, gas or solid medium, which improves its characteristics;
- Parts can be heated to different temperatures; there is no limited constant or exact recommendations. At home, the cementation process takes place at a temperature of 500 degrees Celsius. In industrial conditions using professional equipment, the heating temperature in the furnace reaches more than 1300 degrees Celsius. You should know that the temperature is chosen taking into account the concentration of impurities and carbon.
- cementing low-carbon at home . For example, a blade from an inexpensive kitchen knife made of steel or small parts.
- Carbon penetrates into the structure of steel rather slowly. Therefore, cementation of the knife blade in a home procedure occurs at a rate of no more than 0.1 ml per hour. In order for the same blade to withstand heavier loads, it is necessary to strengthen the layer with a thickness of up to 0.8 ml per hour. It is also important to understand that carburizing a knife or small shaft in a home workshop will take at least eight hours . In this case, you should maintain a certain temperature in the oven so as not to disturb the temperature regime.
- During the process of cementation, not only the properties of the metal change, but also its phase composition and atomic lattice. In general, the surface obtains the same characteristics as when hardened, but it is possible to control it over a narrow temperature range in order to avoid various material defects.
Carburizing stainless steel is a little more difficult , but at the same time it will qualitatively improve the characteristics of this type of metal.
Gas Application
In mass production, a gaseous environment is used. Surface saturation with carbon can only be carried out using a sealed oven. The most common composition of the gas environment is the substances obtained from the decomposition of petroleum products.
Gas carburization of steel
The procedure has the following features:
- Continuous conveyor ovens with increased isolation of the working environment should be used. They are very rarely installed at home due to their high cost.
- The workpieces are placed in the furnace, after which the medium is heated to the required temperature.
- After heating the furnace to the required temperature, gas is supplied.
There are quite a lot of advantages of this technology:
- There is no need for lengthy preparation of the gas environment.
- The process involves short holding times, which reduces the cost of maintaining temperature.
- The equipment is compact and does not take up much space.
However, there is a significant drawback, which is the inability to install equipment and set up the process at home. The profitability of cementation at home when installing such equipment is ensured only with a significant increase in the batches processed.
If you find an error, please select a piece of text and press Ctrl+Enter.
Topic: how to harden a knife yourself using electric current.
It is known that metal can be hardened, this gives it additional strength. Hardening involves heating the metal to a certain temperature and then cooling it. This process changes the internal structure of the metal, making it stronger. Although at the same time the metal loses another of its properties, namely flexibility and ductility. Here the choice is yours: what do you need from the metal, its increased strength (but at the same time fragility increases) or flexibility (stiffness decreases).
The classic method of hardening metals is conventional heat treatment in flames, hot coals, gas furnaces, etc. But the temperature can also be increased due to electric current. Hardening is done uniformly. To ensure this, there is one interesting way using graphite powder. As you know, graphite conducts electricity quite well, in addition to this it is resistant to high temperatures. It is these two qualities of graphite that make it possible to harden metal with electric current using graphite powder.
I decided to try electrically hardening a small metal knife (homemade) and organized the following. So, I needed a power source, graphite powder, wires of sufficient cross-section, a metal substrate, and a small knife itself. As a power supply, I used a regular step-down transformer taken from an old color TV. Its primary winding is designed for a voltage of 220 volts, and I rewound the secondary winding to a voltage of 80 volts (in the end this turned out to be not enough, about 100 volts are needed).
To harden metal with electric current, sufficient current is needed. The cross-section of the secondary winding on my transformer was about 1.5 mm. But for larger knives it is better to have a larger cross-section. Next, I took a metal substrate onto which I poured graphite powder. You can make the powder yourself from a piece of graphite (grind off any graphite brush from an electric motor with a large file). I connected one of the wires coming from the secondary winding of the transformer to this substrate. I connected the second wire to the knife itself, which I hardened. The cross-section of these wires must also be at least 1.5 mm.
The electric hardening of the knife itself was done as follows:
Having applied voltage to the transformer, I took a knife and carefully began to move its tip along the graphite powder. Many small sparks began to jump between the tip of the knife and the graphite powder, indicating electrical contact in the circuit
I also made sure that while driving the knife through the graphite powder, I did not have the knife in direct contact with the metal substrate. Such contact would create a short circuit. Nothing particularly terrible would happen here, but it’s better not to allow it. As a result, the tip of the knife gradually warmed up. This was proof that this method of hardening metal works fine if everything is done correctly.
https://youtube.com/watch?v=ss300MaHZXM
In what environment is steel carburization possible?
The hardening process takes place under various environmental conditions:
- in solid;
- in gaseous;
- in an electrolyte solution;
- in the form of a special paste;
- in a fluidized bed.
steel is carburized with graphite in a home workshop . This greatly simplifies the process, since there is no additional need to worry about the strong seal of the oven.
In industrial production, gas is most often used, since this method reduces the time spent on hardening.
General information
In the old days, axes made of raw iron were placed in a sealed clay pot filled with coal and placed in an oven for several days. The outer layers were saturated with carbon under the influence of heat. The tool received a hard surface while maintaining a soft, plastic core. The essence of the technology was preserved, the technique was developed, became widespread and was divided into several branches.
Cementation is applied to parts that are exposed to abrasion and experience vibration and shock during operation. The purpose of such heat treatment is to change (strengthen) some characteristics of the surface layer of a metal product:
- The layer is strengthened, its properties such as hardness and wear resistance are improved; at the same time, the deeper layers retain their original properties (viscosity and elasticity). The surface resists abrasion well, the core is able to withstand dynamic loads.
- After processing, the object acquires a hardness similar to that obtained using the classical hardening method (fire and mechanical stress).
The following features of the method are distinguished:
- When organizing the cementation process, it is important to maintain time and temperature intervals. The optimal atomic carbon density appears when the temperature is maintained between 850 and 950°C.
- Diffuse saturation occurs at a low speed; this is its peculiarity. The surface absorption of gas atoms flows at a speed of 0.1 mm/hour (the value may vary slightly depending on the environment and temperature). Considering that the expected layer thickness starts from 0.8 mm, it is easy to calculate that the part will acquire useful properties in at least 8 hours.
- The method is found effective for alloy (tool) and low-carbon steels, where the proportion of carbon in the composition is limited to 0.2-0.25%, and they are capable of absorbing an additional number of gas atoms. Machine-building, construction and reinforcing steel grades 20x, 40x are allowed. Carbon steels are not processed in this way.
- Cementation technology allows the use of several media. Hardening techniques have been developed in the presence of a solid and gas carburizer (a carbonaceous substance capable of dividing carbon). Surface carburization is possible in a fluidized bed, in electrolyte solutions and in pastes.
Types of metal that can be processed
There are three main groups of metal used for hardening:
- Steel with non-hardening core. This group includes the following grades of steel suitable for cementing - 20, 15 and 10. These parts are small in size and are used for use in domestic conditions. During hardening, austenite is transformed into a ferrite-pearlite mixture.
- Steel with a weakly hardened core. This group includes metals of such grades as 20Х, 15Х (low-alloy chromium steels). In this case, an additional ligation procedure is performed using small doses of vanadium. This ensures a fine grain, which results in a more ductile and ductile metal.
- Steel with a highly hardened core. This type of metal is used for the manufacture of parts with complex configurations or large cross-sections that can withstand various shock loads and are exposed to alternating current. During the hardening process, nickel is introduced or, if it is deficient, manganese is used, while small doses of titanium or vanadium are added to crush the grain.
Read also: The iron stopped producing steam
In general, the process of carburizing steel is necessary to improve the wear resistance and strength of parts.
The most common parts that are carburized are shafts, axles, knife blades, bearing parts and gears.
How does steel carburization occur in a solid environment at an enterprise and in a home workshop?
The mixture for solid cementation is prepared from barium, calcium with charcoal and sodium carbonate. It is better to take coal from oak or birch and divide it into small fractions, no more than ten millimeters. To remove excess dust, it is recommended to sift . The salts are also ground to a powder and passed through a sieve.
There are two methods for preparing the mixture:
- Wood charcoal is poured with salt, which is previously dissolved in water. The resulting mixture is dried, its humidity should be no more than 7%.
- Dry coal and salt are thoroughly mixed to eliminate the possibility of stains appearing during chemical and thermal treatment.
At the same time, the first method is considered to be of higher quality. Since it guarantees that the mixture will come out uniform, and the result will be without stains or streaks. The finished mixture is also called carburizer .
The process of solid cementation itself takes place in special boxes , where the mixture is poured in the required quantity. Ideally, the boxes match the size and shape of the product being processed. Since in this case the time spent on heating the container is reduced, and the quality of the cementation layer improves. To avoid gas leakage, the cracks are covered with special refractory clay and everything is covered with a tight-fitting lid.
It should be noted that it is economically profitable to produce containers that fit perfectly when it comes to a conveyor procedure. If you need to harden one or two parts, then it is better to choose a container of a universal shape - square, round or rectangular.
Boxes are selected from low-carbon or heat-resistant steel.
The process of cementation in a solid mixture proceeds as follows:
- parts that need to be hardened are evenly placed in boxes filled with solid carburizer;
- the oven is heated to 900-1000 degrees and containers with products are served into it;
- The boxes are heated at temperatures from 500 to 700 degrees. This heating is called through heating. A signal that the oven has heated up to the desired temperature is the uniform color of the hearth plate; there are no longer dark areas under the drawers;
- the temperature is raised to 900 or 1000 degrees Celsius.
It is at this temperature regime that diffuse changes in the structure of parts at the atomic level.
At home, it is quite difficult to heat the oven to the desired temperature and maintain the entire temperature regime from start to finish. At the same time, everything is possible . It should be remembered that the effectiveness of home cementation is much lower than industrial cementation.
Hardening the cutting edge of a knife with graphite
I will tell you and show you a simple way to harden any knife at home. And then, I will not harden the entire knife, but only its cutting edge, which greatly simplifies the task. If we go into detail, it will not be hardening, but carburization, which aims to increase the hardness and wear resistance of the metal.
Hardening the cutting edge of a knife
We take a knife. We go along the edge with a file, while paying attention to the dull sound and the slight grinding of the metal. Everything indicates that the knife is made of ordinary steel and has not been previously hardened. For hardening you will need graphite
It is best to obtain graphite from graphite brushes of a generator or brushed electric motor. Of course, I haven’t tried it, but you can also get graphite rods from AA batteries or simple pencils. In general, we grind this graphite into powder in any way. There is no particular need for grinding, without fanaticism. Next, I need a metal base on which the graphite powder will lie. I took a piece of galvanized drywall profile. The process of hardening the knife edge also requires a power source. Ideally, this is a pulsed DC welding machine set to minimum. You can also try to repeat the process using another source, 30-60 volts AC or DC. There is another dangerous option: using a 220 V network directly, in series with an incandescent lamp, but this is already fraught, so I do not recommend it. Pour in graphite. We connect the plus of the welding machine to the base of the substrate, and the minus to the knife. We set the inverter to the minimum settings and turn it on. We begin the process of hardening the edge. To do this, we very carefully run the edge of the knife along the graphite pile. Our task is: first, to prevent the blade from touching the base. And the second thing is to prevent the graphite from burning. In both cases, the blade will be damaged. Ideally, the blade should be moved slowly, and the graphite should sparkle and flicker. Naturally, you don’t need to lower the knife too much. As soon as you notice the heating of the contact area, immediately raise the knife. The whole process does not last relatively long, about 5 minutes. During this time, I managed to walk along the entire length of the blade several times.