Equipment for cutting stones
Special equipment is used for cutting stones: faceplates, cutting heads, cutting machines of various designs, cutting wheels, etc.
To cut, stones are first glued to the end of a wooden or metal mandrel and, pressed against a rotating faceplate, ground until one flat area is formed. Then the mandrel is turned and another area is ground. This procedure is repeated several times, obtaining a closed belt of edges around the perimeter of the stone.
Cutting heads
Many amateur and professional craftsmen use cutting heads in their work.
A rigid and durable cutting head allows you to fix the stone at any angle of inclination to the surface of the cutting wheel and at any angle of rotation to its axis.
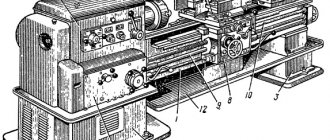
On the right is a cutting machine: a - a support with holes for installing a holder; b - holder; c - octagonal collar; d – precious stone mounted in a holder; e - fixed collar guide.
In the design of the support sleeve, the angle of inclination is set by inserting the sharp end of the mandrel into one of the holes in the sleeve, and the angle of rotation is determined and maintained only by the hands of the cutter.
When the edges on the stone are obtained, the cutter changes the grinding wheel to a polishing wheel, on which all ground edges are polished
one after another until they become shiny.
The advantage of a mechanical faceting head is that it allows you to return to processing any facet.
The main components of mechanical cutting machines are:
- a metal base that connects all the units into a single whole and ensures precision;
- a spindle with a support disk, it ensures the rotation of grinding and polishing wheels;
- a cutting head that holds the stone and makes it possible to grind and polish at certain angles.
Lapidary machines
Cutting machines can be portable or stationary.
A good cut can be done even on a homemade machine, which consists of a vertical spindle, a shaft on ball bearings, and a stand with a quadrant of angular divisions. Cutting discs, grinding wheels, grinding and polishing faceplates are mounted on the spindle.
A fairly quick and economical cutting method is to use faceplates for working with free abrasive.
Some stones, according to master cutters, are processed better with them than on diamond wheels. The disadvantage of free abrasive is the dirt formed by its particles, which, if not dealt with, will create many problems.
- Books about stones
For cutting, it is recommended to use silicon carbide powder on a lead wheel.
In addition, the following is used for cutting:
- diamond cutting wheels,
- diamond coated wheels,
- wheels with diamond-containing plastic coating, etc.
Polishing wheels
When all the edges of the stone are processed on a diamond wheel, a polishing wheel is used. A wide variety of materials are used to make a polishing wheel, from metals to leather. But most often, tin, plastic and wooden circles are used.
Wooden wheels can be of different types - for polishing girdles and for polishing large faces of stones.
Wax wheels are used to polish very soft stones and polish edges made of ordinary materials, which are difficult to process on standard wheels. Such circles are a metal disk covered with wax-impregnated cloth.
Aluminum, steel, copper, bronze and plywood circles are used as a base.
Cutting process
Cutting is a set of technological processing processes (marking, splitting, peeling, polishing, etc.) of jewelry stones to give them a certain shape, revealing their play and shine.
The processing process reduces the weight and size of the stone, and even the color and shine remain a mystery until the end of the process.
And some stones even change their name: before cutting - diamond, after - diamond. The quality of the cut is a key point in evaluating a stone. High-quality processing significantly increases the cost of the finished product, while incorrect processing can introduce defects into the stone. Processing stages
Before proceeding directly to the cutting process, the master examines the raw material to identify external and internal defects using a magnifying glass with tenfold magnification, selecting the best way to cut the stone, and makes markings. Often the stone itself tells the cutter what shape to give. The process requires high precision, so it must be controlled at all stages of work. Cutting is carried out automatically or semi-manually.
- Sawing. A saw with a thin cutter is used. The saw blade is coated with abrasive - a mixture of diamond dust and oil. For cutting, many industries also use special lasers that operate according to a given program.
- Rough turning (grinding). The resulting workpiece is turned on a machine with a roughing washer, which is constantly supplied with a thin stream of water. The roughing washer differs from the cutting washer in having a coarser grain size. For further work, the cutter, using heated glue-mastic, attaches the stone to a supporting rod - kitsch, which is fixed in the quadrant with a collet clamp.
- Grinding. At this stage the stone is given shape. Using the quadrant device, angles are set and the initial shape of the workpiece is set. A caliper is used to check. While holding the tool, the craftsman presses the stone against a rotating cast-iron disc coated with a mixture of diamond dust and oil. First, any irregularities left by the saw are removed.
To add shine, the jeweler creates a specific pattern of edges of different shapes. Each edge must be a specific size and shape and cut at the correct angle to the other edges. Cutting begins from the pavilion.
After work with the lower part is completed, re-gluing occurs. The master applies a flat edge - the top of the stone, then a crown bordering the workpiece directly under the flat edge. Using another type of kitsch, the cutter carves a girdle (girdle).
- Polishing - giving polished surfaces a mirror shine. A polishing washer is installed on the machine and diamond paste is used. The work takes place in several stages. The quality of the cut is constantly checked using a magnifying glass.
- Flushing. The finished insert undergoes a washing process in an ultrasonic unit using washing liquid.
Different cut shapes
The development of technology has given rise to new materials, the main ones of which are synthetic polymers and glass. Filling cracks with glass can significantly improve the appearance of stones, completely hiding surface imperfections. In addition, the path for penetration of substances that can deteriorate the color is blocked. After this, cutting can be applied.
The use of glass to improve the surface of stones dates back to the 80s of the 20th century. Most often, the method was used in the processing of corundum. But on an industrial basis, the use of glass became popular in the 21st century. In 2004, Madagascar rubies appeared on the market, the cracks in which were healed with glass.
A master who works with minerals outside of factory conditions must know some of the features of such processing. When filling cracks with glass, crystals initially form at temperatures from 900 to 1,400 °C. After filling the cracks, the minerals are annealed again, but at a temperature of about 900 °C. During the second annealing, lead glass is formed, which fills all the cracks. This glass operation improves not only the color and clarity of the ruby, but also its ability to be machined or cut.
Also interesting: How to care for gold jewelry.
Text of the book “The World of Gems and Precious Stones”
MANUFACTURING CABOCHONS AND BEADS
Cabochon is considered the most ancient type of cut.
It involves the processing of stones in the form of a regular convexity on a flat base. This is how stone was processed in the East and in medieval Europe. It was intended mainly for decorating religious objects. The ancients believed that a stone processed in this way concentrated light in itself and contributed to the concentration of human spiritual powers.
To make cabochons, first of all, you need to choose a quality material, which is done through careful inspection. The material must meet the following requirements: be uniform in texture, be continuous, without cracks or pores, hard and sufficiently viscous. These can be various types of agate and chalcedony. In the first experiments, stones with low hardness, such as opals, should be avoided, since their correct processing requires a certain skill.
As a rule, cabochons are made from sawn plates. The larger the cabochon is made, the thicker the plate should be. Typically, the thickness of the plates reaches 4–7 mm, and for large cabochons – 10–13 mm or more.
After cutting, the plates must be cleaned of oil and the sharp protrusions are broken off with pliers. Then, on the plate for the cabochon, the best area to realize the artistic design without cracks or inclusions is selected. The quality of the plate must be checked on both sides. Usually cracks are noticeable in jasper and agate, but in some ornamental stones they can be detected with great difficulty.
The best pattern is selected using a stencil with holes of various shapes and sizes. The selected contour is transferred to the plate. It serves as a guide for further cabochon production. You can make your own jewelry, such as a pendant, using a homemade setting made to the size of the stone.
When making jewelry, you cannot do without the operation of securing the insert (stone). The process of fixing a stone into a setting is called the setting operation. A high-quality setting emphasizes the beauty of the stone, ensures reliability and makes the product attractive. There are three main types of bartacks: blind, valve and root. To secure inserts made of amber, opal and some other stones, adhesive is used - a combination of mechanical and adhesive.
Blind setting. Securing a stone in a frame by uniformly and continuously compressing its walls on all sides with metal—the setting band of the frame—is called blind setting. Blind setting allows you to give the stone a more regular shape, more clearly indicate the color contrast of the stone and metal, and most importantly, ensure the greatest reliability of the entire product. Blind setting is used mainly for securing opaque stones.
Prong setting. Securing a stone in a frame using prongs - metal tides (stands) protruding above the upper edge of the frame - is called prong setting. Prong setting is used to secure almost all types of inserts made of gems and colored stones. Prong setting provides better illumination of the cabochon than solid setting, allows you to see its shape, cut, and, if necessary, perform a preventive inspection and wash the insert. Jewelry with pronged cabochon settings produces an impression of openwork and lightness. Prong setting is the most common type of setting.
Corner fastening. The process when the insert is secured with the help of corners raised with a sharpie from the metal of the product, and the cabochon itself is placed in a socket - a support belt in the hole of the product - is called corner setting. Most often, corner setting is used to secure transparent stones, since they can be illuminated from above and below. This type of setting is especially indispensable in multi-stone products, when the combination of the color of numerous stones, corners and a through pattern specially cut on the side of the frame gives the product a special elegance, entertainment and attractiveness.
When fixing a cabochon in a frame, the bottom of the stone should be completely flat, and the edge with which it should rest on the support band should have a small chamfer, which makes it possible to easily lower the stone into the frame without clinging to its walls. Then the stone lies flat on the support belt, touching it at all points. In this case, when fastening the cabochon, the jeweler does not experience any difficulties and the fastening is more reliable. Fitting an unbeveled cabochon into a tight setting may result in the stone chipping, which will require re-cutting the cabochon.
The contour of the cabochon must exactly correspond to the area selected on the opposite side of the plate, for which double stencils are used. They are made from two identical stencils located at a distance of 8 mm from each other. A stone plate is placed between them, the best side is determined and the contours of the selected areas are outlined on it, then the plate with a stencil is turned over and these areas are outlined on the other side. This work process eliminates errors when choosing a site that occur when using a simple stencil.
Then the plate with the applied contours is cut into blanks, making sure that the plate is stable. To avoid chipping, the plate must be fed slowly in the forward direction, leaving a gap of 3-4 mm between the contour and the saw. Subsequently, in order to remove strongly protruding areas, the workpiece is trimmed again.
From the cut plate, all protrusions of excess material are removed with pliers or ground off. Agate plates are especially easy to process.
When grinding along a contour, the workpiece must be held in such a way that the contour is clearly visible. To obtain smooth curves, the workpiece is continuously moved. Many people process the workpiece by gluing it onto a mandrel - a maple or birch stick, cut strictly across, approximately 120 mm long, to which the stone is attached. In this case, the work is significantly easier and the processing is more accurate. Since the sizes and shapes of cabochons are different, you can make a set of mandrels of different diameters - from 4 to 20 mm. If you process several stones at the same time, then in order to sequentially pass each batch through all stages of processing, you need to have 13-15 mandrels of each size. The stone is glued onto the mandrel with a special resin. For a stronger bond, the stone and resin must be warm.
The next step in making a cabochon is grinding the workpiece on a coarse grinding wheel. First, gradually, with continuous rotation, apply a wide chamfer at an angle of 12-15 degrees from the bottom to the top of the cabochon until the chamfer reaches the base.
With a high cabochon, several chamfers are made to give the workpiece its basic shape. At the end of rough grinding, the top of the workpiece should be smooth, with a symmetrical curvature, without flat areas.
Fine grinding reveals the surface pattern, texture of the stone, and removes all risks. After it, the surface becomes smoother, untreated areas are revealed. If the material is transparent or highly translucent, the cabochon will look better if the underside is also polished.
If the material is not transparent, polishing is not necessary.
To ensure the quality of the polish, the stone is dried and carefully inspected in bright light. Places that require improvement are marked with a pencil. When finely grinding, you need to try not to overheat the stone, make sure that the resin does not soften, which can lead to the stone falling off the mandrel. After finishing fine grinding, the surface of the stone should have a matte gloss and be covered with small marks.
Before polishing, the stones are washed to remove abrasive particles, a suitable polishing pad well moistened with water is installed, a polishing compound is applied and polishing begins from the chamfer. Well-prepared cabochons polish very quickly if some pressure is applied. During operation, wipe the stone with a clean cloth.
Grinding and polishing the recesses in cabochons is done manually using a wooden stick with an abrasive cloth glued to it.
When polishing hard stones, such as corundum, chrysoberyl, spinel, as well as when polishing stones prone to crumbling or underpolishing, diamond paste is used.
The best way to process stones is to polish them by hand, especially for those that are too fragile. This is how some people process opal by hand, as this reduces the likelihood of it heating up and cracking.
For hand polishing, the best material is hard leather or thin leather glued to a wooden mandrel. Most materials use tin dioxide or cerium oxide. Marble onyx is quickly polished if you add a couple of drops of vinegar to an aqueous suspension of powder.
Clean the finished cabochons with alcohol or soapy water using a brush.
Using cabochon making technology, you can make good beads by hand. Beads are small stones of any shape that have holes, thanks to which they can be strung on a thread. To make a batch of spherical beads of the same size, you need to select high-quality material and cut it into plates with a thickness equal to the desired diameter of the beads. Then the plates are sawn into strips, and the strips into cubes. To make a large number of beads, several plates are sawn, the protrusions are trimmed and glued together with rubber or other glue. When the glue has hardened, the block of glued plates is placed in a stone-cutting machine and cut into pieces equal in thickness to the original plates. Each of the resulting plates now consists of a series of stone strips joined together. These plates are glued together again and, after the glue has hardened, they are sawed again, but this time across the strips. By dissolving the glue, you get a lot of small cubes that are exactly the same in size, which can now be polished to form bead blanks.
To give the workpieces the desired shape, a holder is made that will serve as a support for them in contact with the grinding wheel.
The holder can be made from a metal or bamboo stick of the required diameter, 50 cm long, at one end of which a chamfer is cut from the inside at an angle of 45 degrees.
The bead is inserted into this end and held in this position with the tips of the index fingers. One end of the stick is held firmly under the arm, and the other end is pressed against the grinding wheel. A support platform is installed in front of the circle, on which the front end of the stick rests. To sand beads, you need to bring the stick closer to the sanding wheel until the bead touches it.
Then use your index fingers to turn the bead as if making a ball. After some time, having gained experience, the workpiece can be rotated in all directions, thus producing beads of the desired shape.
Having completed the rough grinding, they begin fine grinding and polishing, for which small-diameter tubes are clamped in the chuck of a vertically mounted electric drill.
Beads are made not only spherical, but also in other shapes.
STONE CUT
Cutting is a method of processing a stone by which the stone receives a certain shape.
The shape plays an important role in jewelry, since the identification of all the properties of the stone: optical and coloristic (color, shine, etc.) largely depends on the type, accuracy and thoroughness of the cut.
A stone with flat polished surfaces – edges – is considered faceted. Faceted stones are usually made from a transparent material, but some opaque stones are also cut. Reflections from the outer and inner surfaces of the facets produce many sparkling spots of light that appear and disappear at the slightest change in the position of the stone and add sparkle and play to even completely colorless stones.
The degree of play and brilliance depends on the optical properties of the stone and the relative position of the facets. Ideally transparent jewelry material can be transformed by a skilled craftsman into beautiful sparkling gemstones, and, conversely, they can be made into dull and lifeless stones if the optical properties that provide sparkle and play are not taken into account. Nowadays, approximately two hundred and thirty types of stones are cut.
Nature has endowed many types of precious stones with sparkling facets, in which there is a rich play of light and colors appear, giving the stone a uniquely charming sight. This happens because when a ray of light passes from the surrounding air into a transparent stone, it changes its direction - it is refracted. The amount of refraction depends on the properties of the stone or other material, as well as on the angle at which the rays fall on the stone. Impurities in the stone or changes in its chemical composition may have some effect on the magnitude of refraction. To determine the angles of the facets in order to obtain the best sparkle and play of the stone, jewelers use a number called the refractive index. It shows what the refractive power of a particular transparent material is.
To study and identify precious stones, an optical device is used - a refractometer, with which you can directly measure the refraction of a light beam and obtain the value of the refractive index of a certain stone.
When cutting stones, the refractive index is very important.
A stone with a higher refractive index reflects light much better than a stone with a lower refractive index. For example, diamonds are so highly reflective that strong reflections from the surface of the cut stones contribute enormously to the overall brilliance of the diamonds and make them dazzlingly beautiful. Additionally, light passing through a cut stone is refracted as it enters it, then travels to the back facets, reflects off them, and exits out through the top of the stone. Stones with higher refractive indices refract light better and therefore look more sparkling, unless, of course, the master was able to demonstrate his skill and cut the stone correctly, that is, he ensured the arrangement of edges that reveal the richness of the stone.
Stones in which color can only be discerned are of little interest, as are those that appear almost opaque, black. The cutter can correct these shortcomings by making thick plates from some stones and thin plates from others. In any cut stone, the angles at which its edges are located are chosen in such a way as to give the stone maximum brilliance. And these angles were not chosen by chance.
In tourmaline, as in some other stones, transparency varies in different directions, while in ruby and sapphire the color varies greatly. Pure colors evoke admiration - the fiery red of ruby, the royal blue of sapphire, the green of emerald, the golden yellow of topaz. They retain their color purity even under artificial light, and some sapphires transmit quite a lot of red color and turn purple in the evening. The color of the stone can also change depending on the direction of observation. For example, when viewed from the side, the color of tourmaline may be bright green, but when viewed along the crystal, it may be a dark brownish green. These are dichroic minerals, i.e. painted in two colors.
Dichroism can be strong, weak or not noticeable at all. The cutter needs to select the orientation of the stone in the crystal for a step cut, for example, in order to maximize its color.
Sometimes stones with strong dichroism in one direction are much better colored than in the other. The cutter carefully examines each crystal to determine what color it has in various directions and in which direction the stone should be oriented so that after complete processing, the best color will be revealed when viewed from above. Blue sapphire appears green when viewed from the side, and only when viewed along the axis does its remarkable blue color appear. In some flowers, dichroism is immediately noticeable, in others it is difficult to notice. Dichroism should not be confused with color zoning, or the presence of several differently colored areas in a rough stone.
Of the few translucent stones, opal stands out. It and other minerals in this group are valued for the optical effect that is created on its surface, similar to that created on the surface of soap bubbles.
Just as light is reflected from the outer surface of a stone, it is also reflected from the inner edges. Some of the light that hits the surface of the stone is always refracted within it, but the light that hits the back faces inside the stone is completely reflected. What's important here is the angle at which the light hits the back edges, because if it's too high, the light will pass through those edges and come out instead of appearing on top of the stone. This explains the dullness of the stone.
In these cases, the angles of the facets affect the quality of the cut, and the degree of inclination of the facets is determined by the refractive index of the stone.
An individual approach to each stone is important here. Despite the fact that the angle from stone to stone varies slightly, the master must take this into account when processing it.
Cutting is preceded by special calculations to establish the desired shape, preserve the maximum weight of the stone, and ensure the best play of light. The angles for the top and bottom for each stone are given in special cutting tables, instructions and techniques. Some gemstones exhibit birefringence, a special optical property in which rays of light entering a cut stone are split into two separate rays. Particularly strong birefringence is observed in calcite.
The brilliance, texture, and richness of colors of gems are revealed as a result of mechanical processing, when their important optical properties are taken into account and realized with proper cutting, rather than ignored.
So, if the cut is too flat, the rays of light entering the stone from above fall on the back faces at a large angle and, without being reflected, come out.
With this cut the stone will look faded. If the cut is too deep, rays of light also exit the stone through them, although once they are completely reflected from the back face. When cut correctly, when the rays of light are fully reflected and exit through the top of the stone, play and sparkle are achieved.
The widest part of the stone, the girdle, is used to secure the stone in the setting. They try to make it smaller, but not so much that it could break. Above the girdle rises a part of the stone called the crown, consisting of small faces that surround the largest face, the platform.
Most of the light that enters and leaves the stone passes through the platform. The lower part of the stone - the pavilion - consists of small edges that converge at one point. The edges of the pavilion must be processed at appropriate angles to obtain maximum shine. Significant fluctuations are possible for the angles of the crown edges, since this does not particularly affect the reduction in gloss.
The ideal angles for maximum brilliance are given in the cutting tables. They are installed on a cutting machine, thanks to which the finished stone acquires the correct proportions and sparkling edges. If the proportions of the stone are chosen to provide maximum brilliance and play, the platform is usually about fifty percent of the diameter of the stone. With a rectangular step cut, it is fifty percent of the width. The height of the top or crown is usually one third of the height of the stone, and the height of the pavilion is two thirds of the total height. Ring stones usually have a step cut, in these cases the proportions must be greatly altered. When a stone is too high in a ring, it protrudes from the bottom of the setting and scratches the finger, so jewelers lower the height of large stones. At the same time, unfortunately, the reflectivity of the back faces decreases, since the cutting is performed at angles less than those recommended. Experienced experts recommend not cutting large stones to the correct proportions for jewelry purposes. The proportions are maintained only for small stones.
When choosing stones for cutting, you need to remember that the appearance of the surface of the stone is not always a reflection of the quality of its internal part, and yet it is the main thing in cutting. The shape of the material is very important, which causes losses during cutting. For example, tourmaline crystals are long, narrow rods with a triangular cross-section. Typically, tourmaline is given an emerald cut, so the crystal is almost ready-made and there will be little loss of material during cutting. Pieces of amethyst, beryl and citrine typically have an irregular shape and a conchoidal surface. If the pieces have a cubic or spherical shape, then the cutting waste will be small, but thin, elongated, acute-angled pieces are not economical.
When choosing a cutting material, you need to pay attention to cracks.
Cracks near the surface can be removed by rough grinding - stripping, but if the cracks go to the center of the stone, it is of little use. Only small transparent areas can be used.
You need to inspect the raw material from all sides, imagining what shape the stone can be cut from it, what the total losses may be. The cutting and polishing process is complex, labor-intensive and sometimes lengthy. In some cases, for example, diamonds were processed for years, and the resulting diamonds lost from half to two-thirds of the original weight of the stone before processing. If the total loss of the stone exceeds more than fifty-five to sixty percent, then you need to understand that when cutting the stone from a good piece, the losses will be even greater.
How to see cracks? Cracks can be seen when examining the stone under a table lamp covered with a reflector. The reflector must be tilted so that the light does not enter the eyes, while the stone is held under the edge of the reflector so that half of it is illuminated by the lamp and half is in the shadow. The light that enters the stone illuminates inclusions and other defects that are clearly visible against a dark background. The stone must be examined from all sides, since some inclusions are visible only from a certain angle. It should touch the edge of the shadow to avoid glare from its surface.
When choosing a cutting material, you need to pay attention to the quality and distribution of color. It is not recommended to purchase material with pronounced color zoning. However, with contrasting, pleasant shades, such as, for example, can be seen in tourmaline, very beautiful stones can be cut.
However, stones may show distinct colored zones, stripes, that should not be visible in a cut stone when viewed from above. In this case, you need to choose a different material.
The cutting material can be of different sizes, depending on the type of mineral. Aquamarine can be the size of a fist, but pyrope is never large. Therefore, it is useless to look for large pieces of pyrope, but it is better, if possible, to purchase a large piece of aquamarine. The size of the cutting material is also important in terms of coloring. The smaller the stone is cut, the richer its color will be.
When choosing a cutting material, experts recommend that if the back side of the rough stone is visible when inspecting it in good lighting, then when cut it will be light enough and suitable for making one stone. If the material looks black and its color can only be seen when illuminated from behind with a bright light, then such material will not produce one good stone, but it is quite possible to obtain several good, but small stones.
For cutting stones, special equipment is used: faceplates, cutting heads, cutting machines of various designs, cutting wheels, etc.
To cut, stones are glued to the end of a wooden or metal mandrel and, pressed against a rotating faceplate, are ground until one flat area is formed. Then the mandrel is turned and another area is ground. This procedure is repeated several times and a closed belt of edges is obtained around the perimeter of the stone.
Many amateurs and professionals use cutting heads in their work.
A rigid and durable cutting head allows you to fix the stone at any angle of inclination to the surface of the cutting wheel and at any angle of rotation to its axis. In the design of the support sleeve, the angle of inclination is set by inserting the sharp end of the mandrel into one of the holes in the sleeve, while the angle of rotation is determined and maintained only by the hands of the cutter. Once the edges are obtained on the stone, the cutter changes the grinding wheel to a polishing wheel, on which all the ground edges are polished one after another until they become shiny.
The advantage of a mechanical faceting head is that it allows you to return to processing any facet.
The main components of mechanical cutting machines are: a metal base, which connects all components into a single whole and ensures the accuracy of the work; a spindle with a support disk that ensures the rotation of grinding and polishing wheels; a cutting head that holds the stone and makes it possible to grind and polish at certain angles. Cutting machines can be portable or stationary. A good cut can also be made on a homemade machine, consisting of a vertical spindle, a shaft on ball bearings, and a stand with a quadrant of angular divisions. Cutting discs, grinding wheels, grinding and polishing faceplates are mounted on the spindle.
The use of homemade cutting machines makes it possible to process stones that meet the requirements of the jewelry market.
A fairly quick and economical cutting method is to use faceplates for working with free abrasive. Some stones, according to experts, can be processed better with them than with diamond wheels. The disadvantage of free abrasive is the dirt formed by its particles, which, if not dealt with, will create many difficulties. For cutting, it is recommended to use silicon carbide powder on a lead wheel.
In addition, diamond cutting wheels, diamond-coated wheels, diamond-coated plastic wheels, etc. are used for cutting.
After all the edges have been processed on a diamond wheel, a polishing wheel is used. For their manufacture, many different materials are used, from metals to leather. However, in most cases, tin, plastic and wooden circles are mainly used. Wooden wheels can be of different types - for polishing girdles and for polishing large edges.
To polish very soft stones and polish the edges of stones made of ordinary materials, the processing of which on standard wheels is difficult, wax wheels are used, which are a metal disk covered with wax-impregnated cloth. Aluminum, steel, copper, bronze and plywood circles are used as a base.
Varieties and shapes of gem cuts. The following main types of gem cutting are distinguished: diamond, emerald, or step, wedge, rose and cabochon. The first four forms have pronounced planar edges.
The main difference between these types of cuts is the shape of the edges and their location on the surface of the stone.
Diamond cuts are characterized by triangular and wedge-shaped facets. With stepped - emerald, all edges are more rectangular and arranged in steps. It is especially suitable for colorless or lightly colored stones. Due to the lack of coloration, the attractiveness and beauty of these stones depends only on the clean, crisp and bright flashes of light emanating from the stone.
There is no set cut choice, so stepped cuts can also be used for lightly colored or colorless stones, but their main benefit is seen in colored stones. Modern jewelers prefer simple step cuts for most colored stones, not just lightly colored ones.
The step cut is relatively less complex than the diamond cut, but since each facet has a larger area, it takes more time to grind and polish them.
With a step cut, small inaccuracies are more noticeable than with a diamond cut. In general, small step-cut stones are easier to make than a diamond of the same size, but if the stone is larger than thirty carats, step-cuts are much more difficult to make than brilliant ones.
In the East, the Mughal-type cut is also used, which consists of two parallel planes (usually along the cleavage of the crystal), and between them one or two rows of facets.
At different periods of history, various types of cutting were used for various purposes. The most ancient, one of the original forms of finishing is the cabochon. During the time of the emperors of Ancient Rome, softer stones were often processed in this way. They were believed to help people suffering from myopia, as the clear stones, cut into a full cabochon, resemble a concave lens. This method has long been common when processing emerald, ruby, sapphire, and garnet. In the middle of the 19th century, it was given to a dark red garnet - carbuncle. It was the most popular stone for brooches.
Currently, the cabochon has the following varieties: a simple cabochon, which is a piece of a ball (segment) or ovoid. It is used for cutting opaque stones with a beautiful colored surface - turquoise, jasper and other colored stones.
Double cabochon - a lenticular body with a convex-concave or convex grain with a smooth surface, sometimes pear-shaped, used for cutting pendants made of stones with iridescent color, such as opal, star sapphire, etc. High cabochon - a shape with a highly developed upper part, used for translucent stones – chrysoprase, carnelian, chalcedony.
A hollow or convex-concave cabochon is a shape with a depression on the bottom surface. Used for transparent but densely colored stones - garnet, almandine. Currently, the cabochon shape is used in the processing of cat's eyes, star stones, and stones with defects. By giving the stone a cabochon shape on all sides, you get a bead that is popular among the peoples of the East. After drilling a hole in the beads, they are strung on a thread and worn as a necklace.
If a simple cabochon (ball segment) is covered in several rows with triangular platforms, you will get a very common ancient cut shape - rose. It is used for small diamonds, garnet, ruby and other transparent stones. The symmetrical rose cut consists of a hemisphere with 24 regularly spaced triangular facets and a flat base. It was believed that Cardinal Mazarin, who lived in the 12th century, invented the cut.
With mathematical precision
The final value of each mineral is largely determined by how skillfully the form for it is created. This requires truly jeweler's precision. Special tools and equipment help to achieve it. Thanks to them, cutting turns into real creativity. It is probably impossible to fully describe in words how real masterpieces of jewelry are born from rough stones.
Light literally shines through the surfaces of each face, which can disappear and then sparkle with renewed vigor when the position of the mineral changes again.
Cutting gives a new look to even colorless and transparent stones. There is no limit to the growth of a jeweler's skill here. By the way, cutting is used to process almost 230 types of stones.
It should immediately be noted that everywhere preference is given to mechanical processing. It includes sawing, grinding and, of course, polishing. But along with them, the so-called refining of stones is also used.
After all, it is known that not all minerals are extracted from the parent rock in ideal condition. The refining procedure itself consists of several methods, one of which is aimed at filling cracks. This is done using glass. This method of improving the appearance of stones was known back in Ancient Rome. Back then, wax and tree resin were used to fill cracks.