Varieties
A metal planing machine can be longitudinally planing or cross-planing. The principle of processing workpieces on these varieties is fundamentally different. Longitudinal planing machines are designed for processing relatively short surfaces, so in them the movement is received by the table to which the workpiece is attached, while the cutter is installed in the cutting head of the support and does not move relative to the machine bed. In a cross-planing machine, the opposite is true: the cutter moves, but the semi-finished product installed on the table is stationary.
Planing machines are inferior to milling machines in productivity because they have an idle stage when the workpiece or cutter moves to a new position. But the drive is not so energy-intensive, because rotational movement of the working tool (as in milling machines) requires increased work from the drive motor.
The classification of the metal-cutting equipment under consideration can be made according to other parameters:
- By drive type. Units are produced with a hydraulic drive for the movement of the table (or tool), as well as with a crank-rotary drive option. For the former, the speeds of the moving units are constant, while for the latter they can vary according to the characteristics of the processing technology. To do this, it is enough to reinstall the rocker mechanism stone to a new position.
- By the number of working surfaces that can be processed simultaneously. Four-sided metal planing machines can process simultaneously on all edges of a semi-finished product, while double-sided ones can only process on opposite sides. Accordingly, the support of machines of the first type has a more complex design and is designed to install four cutters. Single-sided machines are predominantly small-sized.
- By drive power. Small-sized machines are limited in their functionality, but attract consumers with their low price and compactness, so they can be installed in small metalworking factories, or even in private workshops.
- According to the configuration of the movement of the tool or table. For complex trajectories, shaped metal planing machines are produced, which are equipped with a CNC system. They find application in small-scale production, when it is necessary to obtain complex flat surfaces on products. The qualifications of the worker are not particularly important in this case, since all movements are carried out according to coordinates entered into the system’s memory in advance.
Types of metal planing machines
A classic metal planer carries out controlled removal of material of a certain thickness from the surface of the workpiece. It is distinguished by both the accuracy of the process and the technological schemes.
The main difference between planing machines and milling or turning machines is the configuration of the workpiece and the principle of operation. It does not have a rotation shape - its sides are often flat. The cutter processes one or more sides of the part, which is rigidly fixed on the work table.
Depending on the manufacturing technology, the following types of equipment are distinguished:
- Longitudinal planing machines (“1” – single column, “2” – with two columns). They can be used to give a certain shape to large samples. As an option, several medium-sized workpieces can be processed simultaneously. The cutter (there may be several of them) is fixed, and the blank, fixed on a special platform (table), moves with it.
- cross-planing (“3”). The cutting part moves, but the workpiece remains motionless. Used for the manufacture of large-sized parts. In addition, several types of operations can be carried out simultaneously to increase production speed. This depends on the number of cutters installed in the spindle slots of the cutter - from one to four. As a result of processing, recesses, grooves and recesses of a given shape are formed.
In addition, there are special-purpose machines. They perform similar operations, but differ in the form of influence on the workpiece:
- slotting (“4”). They make holes, select metal for grooves, protrusions, recesses, splines, grooves, that is, they are used for specific operations. Their working tool is called a “cutter”, the teeth of which perform the function of traditional cutters. The head can be rotatable, which allows processing in several planes, at an angle.
- Lengthy (“5” – horizontal; “7” – vertical). Mainly for removing chips from long workpieces.
- Shaped-planing machines (“9”). For processing curved surfaces (punches, bays of railway cars, etc.) or with ledges, when individual surface segments are located in different planes.
Elements that have the shape of a body of revolution are processed on some machines, and body objects are processed on others. The longitudinal combustion method is used when processing shaped and flat products. To achieve the highest level of cleanliness and surface quality of the product, it is worth using separate tools and technological processes.
Inferior to milling and turning models in productivity and price, this equipment wins in the low cost of the attached working tool and in the ease of sharpening it. For this reason, such machines are recommended to be purchased if you need to remove scale or form precise grooves and grooves in flat and shaped workpieces in a minimum number of passes
Device
To perform the functions assigned to it efficiently, planing machines must include the following components:
- bed;
- a support with one or more tool holders;
- frame (on large machines the frame has a portal configuration, on smaller ones it is in the form of a console);
- mechanism for moving the table and/or support;
- work table with T-shaped slots for precise positioning of the product;
- electric motor;
- pumping station for supplying lubricating and cooling media to the planing zone;
- a cross member that connects the elements of the frame and gives it the necessary rigidity;
- control unit.
For working movements of the cutter in longitudinal planing machines, a crank drive is used. Numerous options for setting it up allow you to perform operations with metal on vertical, horizontal and even inclined planes.
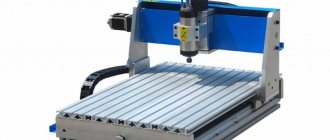
Chinese machine model
The speed of movement of the moving parts is changed by a gearbox, which contains a set of several gear pairs. By including (manually or according to a program) a certain pair in the work, a new speed of movement of the workpiece or tool is obtained. The choice depends on the mechanical characteristics of the metal being processed. For less ductile materials, power cutting is used with increased feed rates, and ductile workpieces are planed at reduced speeds to prevent chips from sticking to the cutter, reduce friction losses and reduce thermal deformation of the workpiece.
Cutters for metal planing machines
Manual planer
Planing machines for metal processing are used to complete technological lines with high productivity and repair shops. Their advantage is relatively simple setup and maintenance.
The main factor in the correct processing of the workpiece is the choice of the appropriate cutter. It must be designed to perform a specific operation or have a universal application. To do this, in the production process of cutters, high-speed steel blanks are used or carbide brazing is made.
Nomenclature and designation
All standard sizes of planing equipment are included in the group of machines for processing flat surfaces. At the same time, general-purpose machines (both transverse and longitudinal planing), specialized and special ones are separately marked.
The general classification index for such equipment includes an alphanumeric designation of the type XXXX. The first index - a number - determines the classification of the machine to a certain type. For the equipment in question, this is always the number 7. This is followed by a number that indicates the type of machine:
- 1 – single-column longitudinal planer;
- 2 - two-post longitudinal planer;
- 3 – cross-planing;
Schemes of metal processing by planing
The last two digits of the marking indicate the main technological parameter of the equipment. As a rule, this is the largest dimension of the processed product in decimeters. For example, brand 7310 will indicate that this unit is a cross-planing unit and is intended for processing metal with a maximum plane length of up to 1000 mm. The letter in the designation (for example, 7A110) indicates a modification of the base model (for example, the presence of a hydraulic drive, an additional clamping unit, etc.). The presence of the letter F in the designation indicates that this equipment is equipped with a CNC system.
Review of the best models of cross-planing machines
Planing equipment with a reciprocating movement of the cutter and a stationary workpiece mounted on the feed table has a limited scope of application and is used primarily in small-scale and one-time production. Nevertheless, it has its advantages and is considered worthwhile when it is necessary to perform roughing and finishing operations for planing and preparing grooves in relatively small metal workpieces with a flat and shaped shape.
The model range of these machines is limited, but all offered devices are valued for their simplicity of layout, high processing accuracy, reliability and unpretentiousness.
Overview of the machine range
The main developer and manufacturer of planing equipment of this group is the Orenburg SZ; many domestic companies offer to purchase ready-made, repaired or modernized devices, Pressmash, Stanochny Mir); among used machines, the products of the Gomel SZ have good reviews. The models have a generally similar design, the differences are manifested in the dimensions, power and parameters of the workpiece being processed. The main indicators of the most common of them are presented below:
7305T
The basic model of a cross-planing machine, supplied without a slotting head at a price of 680,000 rubles and used for processing flat and shaped metal products in all planes, including inclined.
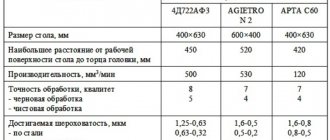
| Characteristic | 7305T | 7307GT |
| Slider stroke, mm: | ||
| largest for planing | 500 | 710 |
| largest for chiselling | 200 | 250 |
| Dimensions of the upper working surface of the table, mm | 500x400 | 710x450 |
| Slider stroke frequency, stroke/min | 13,2-150 | 10,6-118 |
| Table feed, mm/double stroke: | ||
| Horizontal | 0,2-5,0 | |
| Vertical | 0,04-1,0 | |
| Main drive power, kW | 5,5 | |
| Weight 7305T machine (without accessories) kg, max | 1980 | 2770 |
| Overall dimensions of the machine, mm | 2380x1085x1560 | 2790x1375x1665 |
| Overall dimensions of packaging, mm | 2400x1306x1620 | 2800x1400x1740 |
This equipment is distinguished by its increased rigidity of the frame and guide and has a good power resource (up to 5500 W), facilitating the precise performance of finishing, roughing and fine planing.
The machine is equipped with a 500×400 rotary table with 25 feeds and three T-shaped slots for gripping workpieces with a slide stroke of up to 510 mm and an outreach of up to 560; the maximum distance between the horizontal plane and the guides is 40 cm.
7307TD
Expanded modification 7305T with a slotting head and a slider stroke increased to 710. By analogy with the previous one, this cross-planing machine is recommended to be purchased when processing flat and shaped workpieces made of hard materials (the permissible cutting force reaches 19.6 kN); with equal power and table movement speed, it wins in functionality and increased working space.
This affects the price; in new condition, this model can be purchased from 800,000 rubles and above. At the same time, its optimal scope of application is enterprises with single and small-scale production conditions.
7B35
Planing equipment for processing with a cutter workpieces with a length of up to 500 mm inclusive and forming grooves and grooves in them with different shapes and depths within the cross-section of the working tool 20×32 mm. The model was developed for installation in repair, mechanical and tool shops of mechanical and instrument manufacturing enterprises with relatively small production volumes (single and small-scale production of metal parts).
In the basic version, 7B35 has a fixed table with 20 feeds and manual, mechanical and root movement; models with universal rotary structures are made to order. The machine is equipped with a centralized lubrication unit and a chip collector; the estimated costs for purchasing it in basic configuration and in good condition are 600,000 rubles.
7M36 and 7M37
The cross-planing machine of the Gomel SZ is the base for models with a universal rotary table and copying devices, used for processing their metal surfaces with a slide length of up to 700 mm inclusive. At the moment, the model has been discontinued from main production and replaced with improved slotting analogues, but thanks to the reliability of the components and hydraulic drive, it is still used in machine shops of machine-building enterprises and is sold in used condition at a price of 140,000 rubles and above.
The machine has 2 electric motors (the main one ensures the start of all components, the auxiliary one ensures rapid movement of the worktable with dimensions of 450×700 and 560×1000 mm, respectively), the lubrication of its frame and slider guides is carried out automatically, the same applies to the feed of the support and cutter.
General classification
Metal processing equipment is divided into 11 groups:
- Metal lathes. External and internal surfaces of rotation are processed. They have one thing in common: rotation of the part around its axis.
- Drilling machines. This group also includes boring machines. Used for passing through and blind holes. They are united by the rotation of the working tool and its simultaneous feeding. In horizontal boring mechanisms, feeding occurs due to the movement of the work table with the fixed part.
- Grinding machines. All such machines use an abrasive grinding wheel as a working tool.
- Polishing and finishing machines. A common feature is the use of abrasive wheels and polishing pastes.
- Gear processing machines. Designed for cutting gear and wheel teeth. This also includes grinding machines.
- Milling machines. In this group, the working tool is a multi-edge milling cutter.
- Planing machines. For these machines, the working stroke is a reciprocating movement of the cutter or workpiece.
- Slitting machines. They are used for dividing into parts by cutting a metal profile (angle, channel, rod, etc.).
- Broaching machines. The working tools are special multi-blade broaches.
- Thread processing machines. This includes equipment specifically designed for thread cutting. This group does not include lathes.
- Auxiliary and miscellaneous machines. They belong to a separate group and perform various auxiliary operations.
Classification by type
Equipment of the same type may have different layouts. A milling machine can be called horizontal or vertical - based on the location of the spindle axis. Kinematic schemes for transmitting movements, control systems, and cutting accuracy parameters differ.
Machines of the same type with a similar layout and kinematics, but having different sizes, will be combined into a size range. For example, gear hobbing machines are divided into 12 standard sizes depending on the parts being manufactured (from 80 mm to 12,000 mm). Each standard size of a machine designed for a specific processing of parts is called a model. Each model has its own designations: a combination of numbers and letters indicating the machine group, the maximum dimensions of the workpiece, the difference from the base model.
Classification by versatility
Processing mechanisms of the same group can perform different tasks:
- Universal ones process a wide range of products. The dimensions of the blanks may vary. Capable of performing any technological operations provided for this group.
- Specialized ones produce parts of the same type (body parts, shafts, similar in shape, but different in size).
- Special ones perform operations on one part of various sizes.
Classification by degree of accuracy
The degree of processing accuracy on a given machine is indicated by the letter included in its designation:
- N - normal accuracy;
- P - increased accuracy;
- B - high accuracy;
- A - particularly high accuracy;
- C - especially precise master machines.
Example: 16K20P - a lathe with increased accuracy.
Classification by degree of automation
Processing equipment is divided into automatic and semi-automatic. The working cycle of the machines is completely autonomous. In semi-automatic machines, loading of workpieces and removal of processed products is carried out by the operator. It also launches the next processing cycle.
Integrated automation of large-scale production of metal products involves the installation of automatic production lines from separate automatic machines. Products are produced in small batches using flexible production modules.
Machines that produce products under CNC control are designated by the letter C (cycle) or F. The numbers indicate a feature of the control system:
- F1 - digital display and preliminary selection of coordinates;
- F2 - positional control system;
- F3 - loop control system;
- F4 is a universal control system.
For example, the range of CNC metal lathes from the StankoMashKompleks company can be viewed at the link provided.
Classification by weight
Depending on the mass of manufactured parts, machines are divided into:
- lightweight, weighing up to 1000 kg;
- medium, weighing up to 10,000 kg;
- heavy, weighing from 10,000 kg, which, in turn, are divided into large (16,000-30,000 kg) and actually heavy (up to 100,000 kg);
- especially heavy - over 100,000 kg.
Machine numbering
Identification of any metalworking machine is based on assigning an alphanumeric code to it.
The numbers indicate which group the machine belongs to (lathe, milling, etc.), indicate the type and nominal size of the equipment. By deciphering the numbering, you can find out the height of the centers, the maximum dimensions of the workpieces or the drilling diameters of the workpieces.
Machining machines of the same size but with different characteristics are identified by the letter entered between the first and second digit. For example, lathes models 162 and 1K62 differ in maximum rotation speed. The first one has 600 rpm, the second one has 2000 rpm.
The difference between modifications of machines of the same model can be determined by the letter at the end of the number. If the numbering of the basic model of a horizontal milling machine is 6N82, then the simplified modification of this machine is 6N82G.
Numbering occurs when the fourth digit identifies an improved version of a machine of the same standard size. Thus, the horizontal boring machine model 262 has a modern modification, designated 2620.
Assigning alphanumeric indices to metalworking machines makes it easy to find the corresponding equipment in special catalogs. Indexing also makes it possible to quickly find the necessary spare parts.
Operating principle of a deep vibrator
Uncured concrete mixture has a very thick consistency. Due to the fact that the material is dense and heavy, and also has low fluidity, air bubbles from the lower layers cannot rise to the top.
Vibration makes wet concrete more flexible, temporarily giving it the properties of a liquid. Thanks to this, air can leave it freely, and the mixture itself is further compacted.
How do deep vibrators work? The equipment consists of several structural elements:
- Drive unit
. An electric, motor or pneumatic motor creates vibrations, which are then transmitted to the concrete mixture. - Balancer
. This structural element converts the rotation of the motor into vibration of the desired frequency. - Transmission shaft. A flexible cable transmits vibrations to the tip, which is immersed directly in the solution. The depth to which the vibrating mace can be lowered depends on its length.
- Vibrating tip. Through this node the material is affected. They come in different types - bayonets, shovels, rods. The shape of the tip determines the volume of concrete processed, as well as the time required to compact each section.
The principle of operation of construction equipment is simple: motor rotations are converted using a balancer into vibrations, which are then transmitted through a flexible shaft to a tip, which is immersed in the concrete mixture for the time required to process a section of the concrete block.
A large area (screed, foundation or slab) is processed sequentially - from section to section. The processing time depends on the thickness of the layer, the grade of concrete and the power of the vibrator.
Scope of application
This equipment is not highly productive; due to the idle reverse motion and the inadmissibility of high cutting speeds due to inertia, the dimensions of the workpieces processed are limited; longitudinal planing machines are practically not used for mass production of metal products. But they are the best when it is necessary to form complex grooves and profiles using cutters or the use of rotating cutters is inadmissible.
A wide variety of working tools are fixed in the support assembly of such machines, including passing, trimming, slotting and shaped cutters, which allow roughing and finishing planing operations to be performed with their inherent accuracy (average deviations do not exceed 0.03 mm per 300 mm length of the metal workpiece).
In particular, the cross-planing machine is successfully used:
- When planing horizontal planes with the help of universal cutters, vertical ones with scoring cutters complete with stops.
- Processing of parallel planes with division of the process into two stages and sequential execution of work
- When planing inclined planes by installing the support at an angle and ensuring its feed in a parallel direction. The maximum effect is achieved when it is necessary to process a narrow strip (10-30 mm); with such parameters, all the advantages of fixing a wide and non-rotating cutter are manifested.
- When making grooves and grooves, including keyways.
- When planing chamfers using concave, convex and similar cutters. In the manufacture of gears, couplings and cams (subject to the use of additional specialized and dividing devices).
Inferior to milling and turning models in productivity and price, this equipment wins in the low cost of the attached working tool and in the ease of sharpening it. For this reason, such machines are recommended to be purchased if you need to remove scale or form precise grooves and grooves in flat and shaped workpieces in a minimum number of passes.