Radial drilling machines are used for processing workpieces of large weight and dimensions in single and small-scale production: in repair production, shipbuilding and mechanical engineering.
The main advantage of vertical drilling machines is the ability to process parts at any point without reinstalling them. This saves time and increases accuracy, because... Reinstalling a large and heavy part is a time-consuming undertaking and may disrupt its alignment. Those. It is not the workpiece that moves, but the spindle relative to the workpiece.
Designation
On radial drilling machines, you can perform standard drilling operations for machining parts, and by equipping the equipment with special tools and equipment, you can bore or grind holes. They are universal.
According to the classification, ENIMS are designated as follows: the first number in the marking indicates the group “Drilling and boring machines”, the second - the type - “Radial drilling machines”, the third and fourth - the maximum drilling diameter. Letter – the machine was modernized. For example, 2B56 is a radial drilling machine with a maximum drilling diameter of 60 mm.
Modern imported models of machine tools do not have a designation standard - each manufacturer designates models according to its own standard. For example, Optimum classifies its radial machines into light (RB) and heavy (DR): RB6, RB8, DR5, DR6; Proma stands for heavy machine RV-32; Jet – JRD: JRD-460, JRD-720R, JRD-1100R.
The lack of a standard leads to confusion and complicates the selection of analogues.
Layout
The equipment has a unique layout: a column and a table are installed on a stove. A traverse is attached to the column, moving along the column in a vertical position, and it also has the ability to rotate relative to the column by 360 degrees.
A drilling (spindle) head is installed on the traverse, moving relative to the traverse in the horizontal direction. It is designed as a separate unit. If it needs to be fixed in a certain position, then there is a clamping mechanism for this purpose.
On the market you can find desktop radial drilling machines that are similar in layout to vertical drilling machines. Their main difference from the classic layout is the ability to move the table in the vertical direction instead of moving the traverse.
Depending on the operating conditions and the specifics of production, radial drilling machines are divided into several types:
- general purpose;
- general purpose with rotation of the drilling unit;
- on the guides of the bed;
- mounted on rails;
- portable (mobile);
- wall-mounted
General purpose machines are used in repair shops and metalworking industries. They are stationary - they are installed once on the foundation and are no longer transferred during operation. The workpiece is placed on a table or on a foundation slab.
The base plate contains a coolant tank with a pump to supply it to the cutting zone. The spindle head moves along the traverse in a horizontal plane, and the traverse moves in a vertical plane and around the column.
Equipment with a spindle turning relative to a horizontal transverse beam in an angular direction belongs to the second type.
Radial machines are installed on bed guides for processing heavy and large-sized workpieces. Another variety of this type are machines mounted on a trolley, which is capable of moving along rails due to an electric drive.
Wall-mounted and portable radial drilling machines are used in shipbuilding and heavy engineering, and their main purpose is the processing of hard-to-reach parts with large dimensions: cases and castings.
The main characteristics when choosing such equipment are:
- maximum drilling diameter in steel;
- distance from spindle to table;
- possibility of reverse rotation of the spindle;
- length of movement of the drilling unit along the horizontal transverse beam;
- possibility of supplying cutting fluid.
Kinematics:
- Spindle rotation is the main movement of the machine.
- The movement of the spindle in the vertical direction is the feed movement.
- Moving the traverse up and down along the column, moving the drilling head horizontally along the traverse, moving the traverse around the axis of the column - installation movements.
The machines have a wide range of rotation speeds, drilling head speeds and mechanical feeds.
Brands
Today, Soviet equipment is being replaced by imported analogues. The main importers are China, Türkiye, Italy and Germany.
Optimum, Proma, Jet, Knuth have won a good reputation among manufacturers.
Source: https://stankiexpert.ru/stanki/sverlilnye/radialno-sverlilnye-stanki.html
Layout
The equipment has a unique layout: a column and a table are installed on a stove. A traverse is attached to the column, moving along the column in a vertical position, and it also has the ability to rotate relative to the column by 360 degrees. A drilling (spindle) head is installed on the traverse, moving relative to the traverse in the horizontal direction. It is designed as a separate unit. If it needs to be fixed in a certain position, then there is a clamping mechanism for this purpose.
On the market you can find desktop radial drilling machines that are similar in layout to vertical drilling machines. Their main difference from the classic layout is the ability to move the table in the vertical direction instead of moving the traverse.
Vertical drilling machine Enkor Corvette 48
Optimum RB6T
Radial drilling machine: 2A554, 2K52, 2M55
Radial drilling machines are used to drill through and blind holes in metal or wooden parts, as well as to perform a number of auxiliary operations - countersinking, boring, reaming and threading.
This article provides information about radial drilling units. We will study their functional purpose, scope of application, design features and consider popular equipment models.
Purpose, functionality
Radial drilling machines are widely used in both mass and individual production to form holes in parts made of metal, cast iron and non-ferrous alloys. The main movement in equipment of this class is the rotational movement of the working tool - the drill, and its reciprocating feed.
Radial units are designed to work with large parts that are unsuitable for drilling on conventional vertical machines due to the laboriousness of moving the workpiece across the work table.
Unlike standard equipment, in radial mechanisms the part fixed on the table plane remains motionless, and the spindle with the working tool moves to the required position.
Kinematics
Spindle rotation is the main movement of the machine.
The movement of the spindle in the vertical direction is the feed movement.
Moving the traverse up and down along the column, moving the drilling head horizontally along the traverse, moving the traverse around the axis of the column - installation movements.
An example of a kinematic diagram of a radial drilling machine 2N55
The machines have a wide range of rotation speeds, drilling head speeds and mechanical feeds.
Drilling machine. Types and device. Operation and Application
A drilling machine is equipment designed for processing holes in metal and other materials.
The device has a similar principle of operation to a hand drill, but has a more sophisticated design that allows for precise adjustment.
This equipment is produced in various modifications depending on its purpose. To ensure drilling, consumables are installed in the machine - drills, taps, reamers or cutters.
Where is the drilling machine used?
Drilling machines are common in production and household use. They can be found almost everywhere. Car enthusiasts, as well as professional mechanics and carpenters, often have such machines at their disposal. There is practically no repair company that does not have a drilling machine among its equipment.
The use of this equipment allows you to perform various functions:
- Drilling holes.
- Scan.
- Diameter expansion.
- Countersinking of the part.
- Thread cutting.
Machine device
Any drilling machine consists of an electric motor, a chuck for fixing the bits installed on the spindle, and an adjustment mechanism. Depending on the complexity of the design, different amounts of adjustments can be made.
The simplest machines allow you to process holes in one position only vertically.
More complex designs have an adjustable stand for fastening workpieces, which allows you to set them at the desired angle by making holes obliquely.
In drilling machines, rotation is often transmitted from the motor to the chuck not directly through the shaft, but using a drive belt. Another interesting design solution is that the frame for adjusting the drilling depth moves not the workpiece to the chuck, but the chuck with the motor to the surface being processed. Even the simplest machine design allows you to precisely adjust the processing depth.
Thanks to the rigid fixation of the shaft rotating with the attachment, parts are processed with high precision and without the formation of runout, as happens when using a hand drill.
In addition, the power of machines is significantly higher than that of hand tools, so they are able to work with thicker and heavier attachments. This ensures faster processing of parts.
Classification of machines by implementation
Based on their implementation, machines can be divided into four groups:
- Vertical drilling.
- Radial drilling.
- Horizontal drilling.
- Multi-spindle.
Vertical drilling machines are one of the very first to be used in production. They come in a variety of designs and are usually capable of machining holes up to 50mm in diameter.
This equipment allows adjustment only in the vertical plane. The part itself is fixed or laid motionless. A gear drive is used to raise or lower the spindle with chuck and drill. As a result, the vertically mounted motor, connected to the spindle via a belt, also moves.
The electric motor is usually protected by a casing that blocks the entry of chips.
Radial drills work on almost the same principle as vertical drills. The column for their fastening is made of a round shaft, which allows adjustment not only up and down, but also to provide horizontal movement.
In fact, using such equipment, you can adjust the lowering point of the drill on the machine itself, rather than moving the workpiece on a table or plate.
Often the radial installation weighs several tons, and is found only in large enterprises and workshops.
Horizontal drills are typically used to make deep holes. As a rule, this is heavy equipment that has a rail with a platform for laying the workpiece.
The design of the machine allows you to move the workpiece onto the drill or, conversely, direct the chuck with the motor to the workpiece. This allows you to comfortably work with workpieces of various weights and sizes.
Multi-spindles can perform multiple tasks. Each operation is done in stages. Such machines are difficult to confuse with other varieties. Their peculiarity is that they have several cartridges. As soon as one of them has completed the required amount of work, a quick adventure is carried out on the other, in which the required drill, cutter or reamer is attached.
Tools
To solve these problems, a series of special tools have been developed with different characteristics and design solutions for cutting surfaces, edges, for which special cutting angles, helix length, configuration of recesses for chip removal, etc. are provided. Depending on the cutting operations performed and the technical qualities of the processed materials, tools are used with the corresponding parameters:
- drills of various diameters;
- sweeps;
- countersinks;
- countersinks;
- taps, etc.
In order to obtain the required purity and precision of processing, there are special devices used for:
- fastening the tool in the machine spindle;
- placement and fastening of the workpiece;
- holding fasteners on the machine table, etc.
Auxiliary Tools
The mounting of the cutting tool listed above in the machine spindle is carried out using auxiliary tools:
- adapter drill bushings;
- drill chucks;
- mandrels, etc.
In cases where the size of the cone in the machine spindle does not coincide with the cone of the tool shank, the tool is fastened using adapter conical bushings. If the production does not have the required bushing number, it is possible to use several bushings, however, the accuracy of the part may suffer. Most often, adapter bushings with a Morse taper are used (No. 0...6).
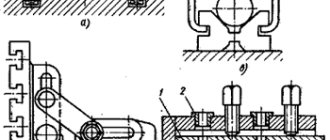
Fastening cutting tools with a cylindrical shank on drilling machines is also done using two- and three-jaw drill chucks. In a three-jaw chuck, cage 3 with nut 2 is rotated by key 4. When the nut rotates, the cams 1 connected by it move downward, clamping the shank of the cutting tool. By rotating the key in the opposite direction, the cams unclench, releasing the tool.
Rice. 2. Drill chuck for holding straight shank drills:
A – general view of the chuck with a key for clamping the workpiece; b – cartridge device; 1 – cams; 2 – nut; 3 – clip; 4 - key
The two-jaw chuck contains jaws that move along T-shaped slots in accordance with the rotation of the key and clamp the tool shank. Small-diameter drills are easily secured in collet chucks, and to save time, it is convenient to use quick-release chucks for tools with tapered shanks, into which tools can be installed and removed without stopping the machine. Drills with a diameter of up to 10 mm with cylindrical shanks are mounted in a chuck with a Morse taper using an adapter conical split sleeve.
In order to ensure exact alignment of the centers of the holes when performing several successive operations, it is most advisable to use self-aligning chucks.
Rice. 3. Quick-change drill chuck (a) and conical bushing for fastening drills with cylindrical shanks (b):
1 – cartridge body; 2 – replaceable bushing; 3 – balls; 4 – coupling; 5 – ring; 6 - mandrel
Thread cutting is an operation that requires maximum precision. In order to ensure accurate parameters during its execution, the taps are mounted in safety chucks, which also ensure the safety of the tool, protecting it from breakage. During the threading process, a tight connection is ensured between the driving coupling half 5 and the driven coupling halves 2.4. Upon completion of the operation, the coupling half 5 slips, the tap is removed from the hole by reverse rotation of the spindle. In cases where the machine is not equipped with a reverse system, they resort to the use of reversible chucks, which ensure the reverse movement of the tap from the threaded hole.
Rice. 4. Safety chuck for tapping blind and through holes:
1 – ring for fastening the tap; 2, 4 – driven coupling halves; 3 – clutch cams; 5 – driving cam coupling half; 6 – spring; 7 – mandrel; 8 – adjusting nut
With the help of swinging mandrels used to fasten reamers, it is possible to maintain centering accuracy when machining holes. The issue of removing the main and auxiliary tools from the spindle socket is easily resolved - specially shaped wedges or eccentric keys are used for this.
| Rice. 5. Wedges for removing tools from the machine spindle: a – flat wedge; b – radius wedge | Rice. 6. Eccentric wrench for removing the cutting tool from the machine spindle |