Фреза фасонная по металлу
может применяться при обработке поверхностей незамкнутого типа, а также для создания канавок. Использование таких инструментов позволяет образовать даже сложный фасонный профиль обрабатываемой детали. Применение фасонных фрез актуально для обработки металлических поверхностей заготовок, имеющих значительную разницу между длиной и шириной.
Фасонные фрезы могут иметь два типа зубьев:
- затылованные;
- остроконечные.
Чтобы профиль затылованных зубьев фрезы совпадал с фасонным профилем детали, передний угол фрезы должен быть равен нулю. Любой положительный угол требует корректировки зуба. Чтобы удостовериться в правильных показателях, перед началом работ необходимо произвести проверку фасонной фрезы по шаблону.
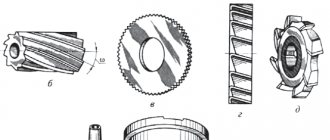
Фото №1: фреза с остроконечными зубьями
Фото №2: фреза с затылованными зубьями
Для фрезерования полукруглых пазов и выступов, а также создания закруглений на углах детали применяются фасонные фрезы радиусного, выпуклого и вогнутого типа.
Фреза фасонная радиусная
Фреза фасонная радиусная — это универсальное изделие, которое может быть использовано для обработки пазов с внутренними и внешними закруглениями. Изготавливаются по ГОСТ 9305-93.
Режущая часть радиусной фрезы позволяет выполнять не только отрезные работы, но и осуществлять выборку пазов и создавать скульптурную отделку на поверхности обрабатываемой заготовки. Использовать данный инструмент можно как в ручных станках, так и на автоматизированном оборудовании.
Фото №3: фреза радиусная вогнутая
Фото №4: фреза радиусная выпуклая
Радиусная фреза позволяет создать сложнейшие линии на поверхности изделия, однако во время работы происходит изнашивание инструмента. Необходимо контролировать этот процесс и обращать внимание на правильный угол наклона винтовой линии. Прежде чем фрезу купить, нужно убедиться в качестве заточки.
В зависимости от назначения, фреза радиусного типа может быть:
- вогнутой;
- выпуклой;
- комбинированной.
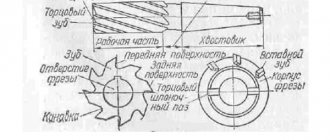
Конструкция концевых фрез
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.
Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Скачать ГОСТ 53937-2010
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Как уже говорилось ранее, малые торцевые фрезеры относятся к группе концевых. У этого вида фрезерного инструмента боковая режущая поверхность дополнена вспомогательными режущими кромками, расположенными на торце фрезы.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.
Фреза фасонная выпуклая
Фреза фасонная выпуклая используется для создания внутренних закруглений пазов и выступов. Характеристики изделия могут варьироваться в зависимости от сложности поверхности. Все данные можно найти на поверхности самой фрезы.
Согласно ГОСТ 9305-93, диаметр выпуклой фасонной фрезы может составлять от 50 до 160 сантиметров, радиус — от 1 до 25 миллиметров.
Оснастка выпуклой формы широко используется на станках горизонтального типа и универсальном оборудовании, которые используются машиностроительными предприятиями. Изготавливаемые из высококачественной стали, фрезы могут работать даже при интенсивных нагрузках, не теряя своих качеств.
Фреза фасонная угловая
Фреза фасонная угловая используется для обработки поверхностей со сложным профилем. Довольно часто такой вид оснастки применяют на инструментальном производстве для фрезеровки стружечных пазов различных металлорежущих приборов.
Фото №5: фреза фасонная двуугловая
Фото №6: фреза фасонная одноугловая
Важнейшие отличием данного вида фрезеровочных изделий является их коническая форма и зубья различной высоты. Различают следующие виды угловых фасонных фрез, в зависимости от месторасположения зубьев и режущей кромки:
- одноугловые;
- симметричные двуугловые;
- несимметричные двуугловые;
- концевые.
ДИСКОВЫЕ ФАСОННЫЕ ФРЕЗЫ
Фасонными
называются такие фрезы, режущая кромка или профиль зубьев которых имеет фасонный, сложный контур. Дисковые фасонные фрезы применяют для фрезерования прямых и винтовых канавок на призматических и цилиндрических деталях, а также на различных режущих инструментах (сверлах, зенкерах, развертках, метчиках, фрезах и др.). Фрезы с остроконечными зубьями для этого не применяют. У них после изнашивания за каждую переточку задняя поверхность по всему контуру должна формироваться как бы заново, что осложняет эксплуатацию таких фрез. Их применяют для фрез с несложным фасонным контуром, переточка которых по профилю не создает больших трудностей. Дисковые фасонные фрезы делают, как правило, с затылованными зубьями, чтобы получить необходимый положительный задний угол. Основное преимущество фрез с затылованными зубьями состоит в том, что их профиль после переточки по передней поверхности сохраняется постоянным. Затылованная задняя поверхность зуба образуется в результате равномерного вращения затылуемого инструмента относительно его оси и поступательного движения затыловочного инструмента в радиальном направлении к фрезе. От того, будет ли это поступательное движение равномерным или нет, получаются различные линии зуба в поперечном сечении инструмента: общая кривая второго порядка, архимедова иди логарифмическая кривая, дуга окружности или прямая линия. У дисковых фрез сборной конструкции задние поверхности зубьев можно образовать по дуге окружности, исключив операцию затылования. Для этого в технологическом корпусе, который может быть совмещен с рабочим, задние поверхности обтачивают фасонным резцом или шлифуют по окружности. После этого зубья соответствующим способом переставляют в рабочий корпус, создавая задние углы по всему профилю. Профилирование таких фрез отлично от профилирования затылованных и остроконечных. В настоящее время затылование инструментов производится только по спирали Архимеда. Она является более технологичной по сравнению с другими, так как образуется в результате двух равномерных указанных движений затылуемого и затыловочного инструмента. На существующих токарно-затыловочных станках эти движения легко реализуются. Поступательное движение производится от кулачка. Затыловочный кулачок тоже перемещается по спирали Архимеда. Его спад или подъем равен величине затылования одного зуба фрезы. Вследствие этого одним кулачком можно затыловать фрезы разного диаметра и с разным числом зубьев, что является также существенным положительным моментом этой кривой. Чтобы создать более оптимальные задние углы на боковых режущих кромках, применяют боковое и косое затылование, при котором равномерное движение затыловочного инструмента направлено вдоль оси фрезы или под некоторым углом к ней. Но при осевом или косом затыловании будет изменяться профиль зубьев фрезы по мере ее переточки, что для фасонных фрез недопустимо или нежелательно. Поэтому такие фрезы в основном радиально затылуют.
Конструктивные элементы дисковых фасонных фрез.К конструктивным элементам фрез относятся: наружный диаметр, диаметр отверстия под оправку, высота и толщина зуба, толщина стенки, ширина фрезы, размеры впадины и число зубьев.
Диаметр фрезы.
Наружный диаметр фрезы: . Диаметр отверстия
d
равен диаметру оправки. Высота шпоночного паза
h1
принимается по нормалям в зависимости от
d
. Толщина стенки с учетом напряжений, возникающих при термообработке,
Т
= 6–12 мм. Опыт проектирования фрез показывает, что
D1
= (1,6 – 2)·
d
, здесь меньший коэффициент принимается для больших диаметров.
Н
– высота
зуба.
Число зубьев фрезы с
увеличением диаметра, как правило, уменьшается. Так получается только для фасонных дисковых фрез с затылованными зубьями. Это объясняется тем, что обычно такие фрезы имеют большую высоту профиля и ее изменение не прямо пропорционально изменению диаметра фрезы.
Профиль зубьев фрезы.
Определение профиля зубьев дисковых фасонных фрез является одной изглавных и сложных задач проектирования инструмента. Профиль зубьев определяется в осевой плоскости фрезы. Он представляет собой кривую сечения затылованной поверхности зуба фрезы осевой плоскостью. В этой плоскости производится установка затыловочного резца при изготовлении задней поверхности зубьев и шаблона для контроля профиля зубьев фрезы.
Профилирование дисковых фасонных фрез для обработки винтовых канавок.
При обработке поверхностей винтовых канавок профиль исходной поверхности инструмента и профиль зубьев фрезы, имеющий передний угол равный нулю, отличаются от профиля таких канавок. Объясняется это тем, что винтовые канавки дисковыми инструментами (фрезами и шлифовальными кругами) обрабатывают методом бесцентрового огибания. При этом нет начальных окружностей, по которым изделие и инструмент в относительном движении формообразования катятся без скольжения, но поверхность канавки образуется в относительном движении в результате ряда последовательных резов режущими кромками различных зубьев в разном их положении.
Фасонными
называются такие фрезы, режущая кромка или профиль зубьев которых имеет фасонный, сложный контур. Дисковые фасонные фрезы применяют для фрезерования прямых и винтовых канавок на призматических и цилиндрических деталях, а также на различных режущих инструментах (сверлах, зенкерах, развертках, метчиках, фрезах и др.). Фрезы с остроконечными зубьями для этого не применяют. У них после изнашивания за каждую переточку задняя поверхность по всему контуру должна формироваться как бы заново, что осложняет эксплуатацию таких фрез. Их применяют для фрез с несложным фасонным контуром, переточка которых по профилю не создает больших трудностей. Дисковые фасонные фрезы делают, как правило, с затылованными зубьями, чтобы получить необходимый положительный задний угол. Основное преимущество фрез с затылованными зубьями состоит в том, что их профиль после переточки по передней поверхности сохраняется постоянным. Затылованная задняя поверхность зуба образуется в результате равномерного вращения затылуемого инструмента относительно его оси и поступательного движения затыловочного инструмента в радиальном направлении к фрезе. От того, будет ли это поступательное движение равномерным или нет, получаются различные линии зуба в поперечном сечении инструмента: общая кривая второго порядка, архимедова иди логарифмическая кривая, дуга окружности или прямая линия. У дисковых фрез сборной конструкции задние поверхности зубьев можно образовать по дуге окружности, исключив операцию затылования. Для этого в технологическом корпусе, который может быть совмещен с рабочим, задние поверхности обтачивают фасонным резцом или шлифуют по окружности. После этого зубья соответствующим способом переставляют в рабочий корпус, создавая задние углы по всему профилю. Профилирование таких фрез отлично от профилирования затылованных и остроконечных. В настоящее время затылование инструментов производится только по спирали Архимеда. Она является более технологичной по сравнению с другими, так как образуется в результате двух равномерных указанных движений затылуемого и затыловочного инструмента. На существующих токарно-затыловочных станках эти движения легко реализуются. Поступательное движение производится от кулачка. Затыловочный кулачок тоже перемещается по спирали Архимеда. Его спад или подъем равен величине затылования одного зуба фрезы. Вследствие этого одним кулачком можно затыловать фрезы разного диаметра и с разным числом зубьев, что является также существенным положительным моментом этой кривой. Чтобы создать более оптимальные задние углы на боковых режущих кромках, применяют боковое и косое затылование, при котором равномерное движение затыловочного инструмента направлено вдоль оси фрезы или под некоторым углом к ней. Но при осевом или косом затыловании будет изменяться профиль зубьев фрезы по мере ее переточки, что для фасонных фрез недопустимо или нежелательно. Поэтому такие фрезы в основном радиально затылуют.
Конструктивные элементы дисковых фасонных фрез.К конструктивным элементам фрез относятся: наружный диаметр, диаметр отверстия под оправку, высота и толщина зуба, толщина стенки, ширина фрезы, размеры впадины и число зубьев.
Диаметр фрезы.
Наружный диаметр фрезы: . Диаметр отверстия
d
равен диаметру оправки. Высота шпоночного паза
h1
принимается по нормалям в зависимости от
d
. Толщина стенки с учетом напряжений, возникающих при термообработке,
Т
= 6–12 мм. Опыт проектирования фрез показывает, что
D1
= (1,6 – 2)·
d
, здесь меньший коэффициент принимается для больших диаметров.
Н
– высота
зуба.
Число зубьев фрезы с
увеличением диаметра, как правило, уменьшается. Так получается только для фасонных дисковых фрез с затылованными зубьями. Это объясняется тем, что обычно такие фрезы имеют большую высоту профиля и ее изменение не прямо пропорционально изменению диаметра фрезы.
Профиль зубьев фрезы.
Определение профиля зубьев дисковых фасонных фрез является одной изглавных и сложных задач проектирования инструмента. Профиль зубьев определяется в осевой плоскости фрезы. Он представляет собой кривую сечения затылованной поверхности зуба фрезы осевой плоскостью. В этой плоскости производится установка затыловочного резца при изготовлении задней поверхности зубьев и шаблона для контроля профиля зубьев фрезы.
Профилирование дисковых фасонных фрез для обработки винтовых канавок.
При обработке поверхностей винтовых канавок профиль исходной поверхности инструмента и профиль зубьев фрезы, имеющий передний угол равный нулю, отличаются от профиля таких канавок. Объясняется это тем, что винтовые канавки дисковыми инструментами (фрезами и шлифовальными кругами) обрабатывают методом бесцентрового огибания. При этом нет начальных окружностей, по которым изделие и инструмент в относительном движении формообразования катятся без скольжения, но поверхность канавки образуется в относительном движении в результате ряда последовательных резов режущими кромками различных зубьев в разном их положении.
Изготовление фасонных фрез
Изготовление фасонных фрез — процесс довольно трудоемкий, требующий особого внимания при заточке. Любое исправление профиля ведет к ограничению сферы применения изделия.
Материалом для создания фасонных фрез служит быстрорежущая сталь. Применение твердых сплавов при изготовлении данных изделий неактуально, так как это затрудняет процедуру заточки и может сказаться на качестве оснастки. Конструкция фасонных фрез может быть цельной или сборной.
Для обработки деталей с особо сложным профилем изготавливаются особые фрезы, оснащенные твердосплавными пластинами круглой формы, не подлежащими перетачиванию. Диаметр пластин варьируется от 12 до 16 мм. Закрепляются пластины с помощью двух реек, вставляющихся в пазы корпуса фрезы. Чтобы обеспечить чистоту обрабатываемой поверхности, смещение пластин относительно друг друга не должно превышать 2 мм.
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.
По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).
Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.