Metal cutters are a tool whose functional purpose is to cut solid steel to give it the required shape. The work of this tool is carried out by rotational-translational movements. Sometimes the rotation during processing is eccentric (with different conventional centers of rotation), and sometimes it is carried out in several planes at once. The entire load when processing a metal surface is taken on by the equipment.
There are many types of cutters for metal. Let's look at them in more detail in this article.
Principles of classification
For processing metal workpieces, cutters for machine tools are different, depending on the following characteristic features:
- depending on the material from which they are made;
- in the direction of metal processing (there are inclined, screw);
- by type of sharpening;
- depending on the design of the instrument (monolithic, prefabricated or composite);
- according to the location of the cutting edges and the type of their fastening (if composite).
These conditional divisions are necessary so that you can accurately select the type of cutter that would be most convenient for processing a metal workpiece in order to give it the required shape. However, the defining classification of rigs is related to their shape. More on this later.
Design and operating principle
The main requirements for a tool of this class are strict adherence to the parameters stated in the technical specifications or specifications. This will require high-precision machining of the cutter elements, which can only be achieved using an end tool with a large set of teeth. High sample purity (up to a micron) is ensured by special adjustable cutting inserts.
Features of their design include the presence of working edges, which are a separate carbide cutter.
Important! In the manufacture of inserts, heavy-duty materials such as diamonds, ceramics, as well as special carded wire and the like are used.
A large assortment of milling tools, differing in design details, allows you to select a sample suitable for certain processing conditions. Let us add that according to its design it is usually divided into one-piece and collapsible.
The principle of operation is to accurately select metal from the most difficult areas of the workpiece being processed, which allows it to be given the desired shape. After this, the original blank is transformed into a product or part suitable for further processing.
Kinds
Main types of cutters
Mills for metalworking are classified according to their shape, which depends on the direction of application of force to the cutting edge. The following types are distinguished:
- disk;
- end;
- cylindrical;
- corner;
- end;
- shaped;
- worm;
- ring.
Let's look at all the varieties one by one.
Disk
This type of tool is widely used on profile machines, as well as on automatic longitudinal turning of workpieces. The following types of disk tools are distinguished:
- grooved
- Double sided
- Tripartite.
Using disc cutters, they make slits in the workpiece and also divide it along its length (for cutting). When choosing the appropriate type of equipment, you need to pay attention to the following parameters:
- Diameter. When making slots in a workpiece, the diameter of the cutters is determined depending on the maximum depth of the groove from the surface of the workpiece. When cutting a workpiece, the diameter of the tool is selected according to the depth of the cut.
- Width. It all depends on how wide the groove needs to be cut. It is necessary to minimize the cost of machine hours, as well as tool wear. Based on these considerations, the width is selected that will be optimal for forming the required structural feature of the part being formed.
Disc cutter material. Here they distinguish:
- HSS;
- HSSCo;
- carbide discs.
The principle is simple: metal is processed with a tool made of a harder metal.
Number of teeth on the disc. Depending on what material needs to be processed, the alloy from which the cutter should be made is determined, as well as its required shape (minimum number of teeth). Its cost depends on this.
End
They are used on equipment to form flat and stepped surfaces on workpieces.
Each of its teeth is a standard cutter, with its cutting edges located exclusively in the end surface.
The axis of the cutter is located perpendicular to the workpiece plane being processed.
The main load is carried by the side cutting edges. At the same time, its teeth do not act on the part all together and at once, but one at a time (that is, the emphasis is not made by the entire plane of the tool). This makes it possible to process workpieces evenly.
Face Tool Features:
- the presence of a large number of cutting edges (blades);
- increased rigidity, which also requires rigid fixation of the tool in the machine spindle.
These features allow end mills to provide increased metal processing performance (when compared, for example, with cylindrical ones). However, for face tools it is necessary to select the correct coolant and lubricant. Due to its potentially higher productivity, better cooling and lubrication are needed here to maintain its cutting ability.
Varieties and applications
Each type of cutter is used only at a certain technological stage of material processing . It all depends on what the task is .
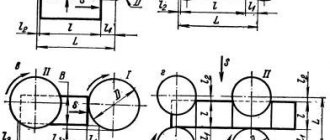
For example, cylindrical ones come in two types:
- screw;
- with straight teeth.
The latter type is used for more primitive tasks and mainly in narrow, limited areas. But cutters with cutting screw parts have a more universal purpose.
But since axial forces can be significant, the use of such a tool is limited by the angle of inclination of the cutting edge, and this is no more than 450. It is in such cases that it is necessary to install cylindrical dual tools. This design is characterized by the fact that during the processing of materials, the cutting parts cover the junction of the halves.
Disk
The key feature of such tools is that the cutting edges can be placed on one or both sides. The size of the structure determines the specifics of material processing. It can be preliminary rough or fine finishing. Also, disc cutters can be used in difficult conditions, in particular, with increased vibration or if it is difficult to remove metal chips.
The areas of application are:
- cutting metal blanks;
- cutting grooves;
- chamfering;
- sampling of material in a narrow segment, etc.
Disc-type tools have the following varieties:
- cutting;
- slotted;
- grooved;
- for cutting on 2 or 3 sides.
In grooved structures, the teeth are placed exclusively on the cylindrical surface; they are used only for processing shallow grooves. In addition to end teeth, double-sided cutters are equipped with teeth located on the surface.
Three-sided disc products are characterized by the fact that the teeth are placed not only on two ends, but also on the surface.
Despite the fact that the teeth on such tools are often cut off, they have high productivity. So, in order to cut narrow grooves or splines on workpieces, thin cutters are used, which are called saws. They begin to sharpen chamfers from one end, then from the second. The chamfer often cuts off half the length of the cutting edge, as a result of which each tooth removes chips less than the width of the groove being cut. Thanks to this, the chips are able to be freely in the tooth cavity, and their removal is improved.
And if the width of the cut corresponds to the groove, then the ends of the chips will touch the sides of the groove being cut on the sides. All this will make it somewhat difficult to freely place the chips in the tooth cavity, and the cutter itself may fail.
End
Such tools are mainly used for processing products with a flat or stepped surface. It should be placed in such a way that the longitudinal axis is perpendicular to the surface being processed.
A characteristic feature of end tools is that in the area of their contact with the workpiece, the teeth have an increased density. Thanks to this, the material can be processed evenly and at high speed. And additional end edges allow you to make the surface more “frequent” when processed using a milling machine.
These edges perform additional functions, but the key work is done by the sharpened edges on the sides, which are placed on the outside of the part. And even taking into account the small amount of allowance, this allows the work to be completed quite smoothly. This is achieved due to the fact that the contact angle of the end mills with the material depends on the diameter of the cutting tool, as well as the width of the milling process.
If we compare the end one with the cylindrical one, then it is more massive and rigid. Cutting tools are securely secured and conveniently placed.
\
The face milling type has high productivity, and today most planes that are milled are processed using this method.
Milling machine capabilities
Modern milling equipment is becoming more and more versatile and efficient. Its most advanced variety, of course, are robotic complexes that perform complex processing of metal workpieces, independently selecting the required type of equipment for various operations, as well as establishing the optimal algorithm for turning a particular surface or hole.
Milling tools are capable of processing all types of metals and alloys (ferrous and non-ferrous), and the use of innovative sensors and complex software methods for controlling the production cycle of machine tools allows optimizing tool wear and equipment machine-hour consumption.
Purpose of cutters for metal
The purpose of most milling tool samples is determined by their type. Thus, end mills are, in particular, used in the following production areas:
- In the automotive industry (when processing gearbox housings, for example).
- In the manufacture of equipment used in the oil and gas industry, as well as fittings for pipelines and other types of main communications.
- In the production of special tools, equipment and other structural forms.
They are also in demand in the production of workpieces that are part of complex equipment in such industries as general mechanical engineering, energy and construction.
It is also difficult to do without milling operations in such important industries as shipbuilding and the manufacture of medical devices.
Recommendations for use
The performance of the tool directly depends on the correct selection and adherence to processing technology, primarily on compliance with the speed limit. During operation, the cutter becomes dull - a wear area is formed on the back surface of the tooth with an ever-increasing width and, from the impact of chips, a hole is formed on the front surface.
During work, it is necessary to carefully monitor wear, sharpen in a timely manner and avoid connecting the hole and the rear platform. The latter leads to catastrophic wear of the tool and for restoration it will be necessary to remove a large layer of metal. Signs of wear include vibration, uneven cutting surfaces, and excessive wear on the cutter.
Cooling during the milling process will help significantly reduce wear and extend service life. This requires special coolants, some of which also act as lubricants. The choice of coolant depends on the type of milling and the workpiece material. The liquid supply must be carried out continuously (stream or mist) from the first seconds of operation.
Types of tools
The following types of disc gear cutters are used in mechanical engineering:
- • rough disk;
- •standard normal series consisting of 8, 15 or 26 numbers;
- •special finishing tools for cutting a certain type of tooth.
Roughing cutters remove a significant layer of metal and form a preliminary profile of the wheel. Standard cutters of the normal series are used in the manufacture of gears with a number of teeth less than 12 or with a cycloidal profile. In other cases, sets consisting of 8, 15 or 26 tools are used, each of which ensures profile processing within certain boundaries.
Special modular cutters are used to cut one profile and exactly match the tooth configuration of the part being cut. To increase strength and productivity, this type of cutter has a larger outer diameter and a greater number of teeth compared to standard disc cutters.
Working principle of cutters
Assortment of wood cutters
The purpose of this type of woodworking tool is the formation of recesses of a certain shape or fine processing of the surface of a workpiece. To perform these functions they have individual design features.
Currently, there are several fundamental differences between wood cutters for various purposes. To complete a manual router, so-called finger models are used. Structurally, they are similar to drills - they have a tail, main and working parts. However, this is where the similarities end. The main difference is the type of movement of the part and the tool. The processing part for wood has a rotational moment, and the workpiece has a translational moment.
Using finger tools, you can perform the following types of processing of wooden workpieces:
- edge processing. Necessary for interfacing various workpieces with each other. In effect, a tenon/groove assembly is formed;
- insertion of hinges or other fittings;
- decorative function. Using a hand-held wood router, you can make three-dimensional shapes on the surface of flat products or workpieces with complex configurations.
In practice, any professional craftsman can list several dozen ways to use finger cutters on wood or metal. But to correctly select a specific set of tools, you need to familiarize yourself with the official classification.
In addition to the processing tool, the quality of work is affected by the configuration and type of hand router. In particular, a set of additional stops and templates.
Main characteristics
Since finger cutters are designed for processing any surface, each of them has its own characteristics. These include:
Wood end mill
Milling tools for wood processing are made of steel, which has increased strength and has the exact shape of the pattern of the working part. But it is worth noting that depending on the surface being processed, it is necessary to select the appropriate type of cutter. For example, to work with plywood you will need a cutting part made of harder alloys, which increases the work process.
In addition, they also have several varieties, namely they are solid and prefabricated. The latter have quite a significant advantage, since they have the ability to set the knives to the required size and are very easy to replace if necessary.
One of its advantages is that it can be used to insert door hinges. First of all you need:
- To mark the loop, to do this, you need to attach it to the location and mark it, best with a paint knife. But it is recommended to attach the hinges to several self-tapping screws so that there is no displacement.
- Then you should press two small bars against the door, thereby making a place where the soles of the cutter will rest.
- After this, a slot cutter with a straight attachment is loaded into the tool. In this case, the work must be carried out carefully so as not to go beyond the marked marking lines.
- To establish the required hinge cut on a hand cutter, it is necessary to set the appropriate depth. The correctness can be checked on any wooden block, and only then carry out actions on the surface of the door.
- After cutting out the door hinge, it is necessary to process the made recess with a chisel, if necessary.
- When all the grooves for the hinge are made, you can install the doors.
For PVC and aluminum
This variety is intended for processing these materials and is used for:
- milling drainage surfaces;
- milling a groove for a lock;
- processing of PVC and aluminum profiles;
- cleaning grooves for seals.
As for the milling cutter for aluminum, it has a specific structure, since this material has certain features, namely the adhesion of chips, which complicates the process. Due to its specificity, such a tool eliminates the possibility of inaccuracies or distortions in relation to the specified parameters.
For metal
Basically, such equipment is used in production and is considered simply an indispensable tool. Its main purpose is:
- Milling grooves for locks.
- Cleaning the grooves and special grooves into which the seal will then be placed.
- Creating drainage holes.
- In addition, it is widely used in the automotive industry for work requiring milling.
Diamond cutters
Any work on surface treatment requires compliance with GOST, which, in turn, improves quality. Particular attention is paid to actions related to concrete and stone surfaces, both internal and external.
Therefore, diamond cutters are ideally suited for grinding operations. Thanks to this tool, work with such surfaces is carried out with the highest quality possible, while spending very little time.
Among the varieties of this type, the diamond finger cutter is used for work on granite and marble. This material is quite strong in structure, and with the right selection of tools, you can work not only on granite and marble, but also on other stones. In addition, the diamond cutter is quite durable, which allows you to save money on frequent replacement of the worn-out working part of the tool.
Regardless of the work performed, it is worth considering the fact that for each type of material used, an appropriate cutter is required. The whole point is that, depending on the structure, as well as the hardness of the material, it is necessary to select the appropriate diameter of the tool. In addition, it is very important to take into account the speed of its revolutions. This is due to the fact that the higher the speed, the more the tool heats up.
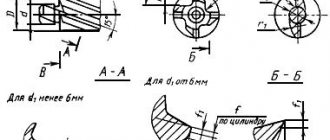
For example, if steel with a strength of HRC 38-47 is processed, and the metal cutter has a size of 3 or 6 mm, then the speed of rotation should be 25-25 m/min. But if it is necessary to produce on heat-resistant alloys with a strength above HRC 47, and the diameter of the cutter is similar, then the speed must be reduced to 10-15 m/min.
Video: sharpening finger cutters for a hand router.